Cálculo del nivel de calidad sigma del proceso
•Télécharger en tant que DOCX, PDF•
3 j'aime•59,855 vues

Cálculo del nivel de calidad sigma del proceso, Relación de estas medidas con el nivel de calidad sigma del proceso

Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Cálculo del nivel de calidad sigma del proceso
Similaire à Cálculo del nivel de calidad sigma del proceso (20)
Plus de Cesar Jesus Estrada Escobedo
Plus de Cesar Jesus Estrada Escobedo (20)
Dernier
Dernier (20)
Cálculo del nivel de calidad sigma del proceso
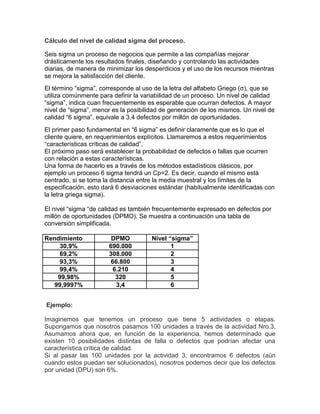
- 1. Cálculo del nivel de calidad sigma del proceso. Seis sigma un proceso de negocios que permite a las compañías mejorar drásticamente los resultados finales, diseñando y controlando las actividades diarias, de manera de minimizar los desperdicios y el uso de los recursos mientras se mejora la satisfacción del cliente. El término “sigma”, corresponde al uso de la letra del alfabeto Griego (σ), que se utiliza comúnmente para definir la variabilidad de un proceso. Un nivel de calidad “sigma”, indica cuan frecuentemente es esperable que ocurran defectos. A mayor nivel de “sigma”, menor es la posibilidad de generación de los mismos. Un nivel de calidad “6 sigma”, equivale a 3,4 defectos por millón de oportunidades. El primer paso fundamental en “6 sigma” es definir claramente que es lo que el cliente quiere, en requerimientos explícitos. Llamaremos a estos requerimientos “características críticas de calidad”. El próximo paso será establecer la probabilidad de defectos o fallas que ocurren con relación a estas características. Una forma de hacerlo es a través de los métodos estadísticos clásicos, por ejemplo un proceso 6 sigma tendrá un Cp=2. Es decir, cuando el mismo está centrado, si se toma la distancia entre la media muestral y los límites de la especificación, esto dará 6 desviaciones estándar (habitualmente identificadas con la letra griega sigma). El nivel “sigma “de calidad es también frecuentemente expresado en defectos por millón de oportunidades (DPMO). Se muestra a continuación una tabla de conversión simplificada. Rendimiento DPMO Nivel “sigma” 30,9% 690.000 1 69,2% 308.000 2 93,3% 66.800 3 99,4% 6.210 4 99,98% 320 5 99,9997% 3,4 6 Ejemplo: Imaginemos que tenemos un proceso que tiene 5 actividades o etapas. Supongamos que nosotros pasamos 100 unidades a través de la actividad Nro.3. Asumamos ahora que, en función de la experiencia, hemos determinado que existen 10 posibilidades distintas de falla o defectos que podrían afectar una característica crítica de calidad. Si al pasar las 100 unidades por la actividad 3, encontramos 6 defectos (aún cuando estos puedan ser solucionados), nosotros podemos decir que los defectos por unidad (DPU) son 6%.
- 2. Teniendo en cuenta que existen 10 posibilidades de defectos por unidad, los defectos por oportunidad (DPO) serán DPU/10 = 0,06/10 = 0,006. Utilizando esta forma de cálculo, nosotros podemos decir que la probabilidad de concretar una oportunidad de defecto es de 0,6% y por lo tanto el rendimiento de esta etapa será 100% - 0,6% = 99,4%; y si observamos la tabla anterior, corresponde a un nivel de calidad “4 sigma”. Si nosotros quisiéramos ahora calcular el rendimiento total del proceso (Rolled Troughput Yield), lo debemos hacer multiplicando los rendimientos de cada actividad. Si en este ejemplo los rendimientos de cada una fueran: 92%, 95%, 99,4%, 96,2% y 93%, el RTY sería 0,92 x 0,95 x 0,994 x 0,962 x 0,93 = 0,777, es decir un 77,7%. Este valor es muy importante, ya que asumiendo que todos los defectos son reparables, hará falta 1,287 unidades equivalentes (en esfuerzo y materiales) por cada unidad buena a ser enviada al cliente. Para maximizar el RTY, habrá que tener procesos con alto nivel de calidad en sus actividades (alta robustez) y el menor número de actividades posible (baja complejidad). Debe recordarse que este cálculo es muy diferente al convencional que toma solamente salidas versus entradas, sin considerar todos los defectos retrabajados a lo largo de la línea de producción. El proceso “6 sigma” de mejora continua consta de 5 grandes etapas:
- 3. Relación de estas medidas con el nivel de calidad sigma del proceso
- 5. Pasos Mejora de proceso 1. Definir Identificar el problema Definir los requerimientos Establecer los objetivos 2. Medir Validar el problema/ proceso Redefinir el problema/ objetivo Medir las variables críticas 3. Analizar Desarrollar hipótesis de causa Identificar las causas clave Validar las hipótesis 4. Mejorar Desarrollar ideas para eliminar las causas raíz Probar las soluciones Estandarizar las soluciones y los resultados 5. Controlar Establecer mediciones estándar para mantener los resultados Corregir problemas si es necesario
- 6. Alumno: Cesar Jesús Estrada Escobedo 3ER Cuatrimestre Sección “A” Maestro: Lic. Gerardo Edgar Mata Ortiz Materia: Control Estadístico del Proceso Fecha: 07/06/12