Tema 10. Dinámica y funciones de la Atmosfera 2024
Cnc 011
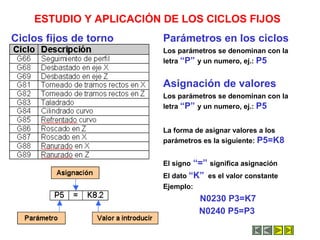
1. ESTUDIO Y APLICACIÓN DE LOS CICLOS FIJOS
Parámetros en los ciclos
Los parámetros se denominan con la
letra “P” y un numero, ej.: P5
Ciclos fijos de torno
Asignación de valores
Los parámetros se denominan con la
letra “P” y un numero, ej.: P5
La forma de asignar valores a los
parámetros es la siguiente: P5=K8
El signo “=” significa asignación
El dato “K” es el valor constante
Ejemplo:
N0230 P3=K7
N0240 P5=P3
2. ESTUDIO Y APLICACIÓN DE LOS CICLOS FIJOS
• Al iniciar un programa, todos los parámetros
tienen asignado el valor 0
• Al ejecutar un ciclo, no se reinician los
parámetros
4. P0 - Coordenada X del punto A
P1 - Coordenada Z del punto A
P2 - Coordenada X del punto B
P3 - Coordenada Z del punto B
P5 - Pasada máxima
- La pasada debe ser mayor que 0.
- El control ajustará la pasada a la medida que le resulte de dividir dicha
pasada por el material a eliminar
P7 - Cantidad de material para el acabado en el eje X
- Se indicara siempre en radios.
La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de
acabado en este eje
P8 - Cantidad de material para el acabado en el eje Z
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de
acabado en este eje
P9 - Velocidad de avance (F), en la pasada de acabado
- Si se indica valor 0, “no realizará pasada de acabado”. Dejara el exceso
de material indicado en los parámetros P7 y P8
- Si los dos parámetros P7 y P8 están a 0 el parámetro P9 no actuara aunque
contenga algún valor
G81 Torneado de tramos rectos en X – 2/3
Condiciones de los parámetros
5. G81 Torneado de tramos rectos en X – 3/3
Al iniciar el ciclo la herramienta tiene que estar posicionada en el punto de inicio
La distancia entre el punto de inicio y el punto B con respecto al eje X deberá
ser igual o mayor que el P8
La distancia entre el punto de inicio y el punto A con respecto al eje X deberá
ser mayor que el P7
La distancia entre el punto inicial y el punto A con respecto al eje Z debe ser
mayor que el P8
Todas las condiciones tecnológicas de mecanizado han de ser programadas con
anterioridad a la llamada del ciclo
El ciclo empezara a mecanizar a partir de la posición de partida de la herramienta
(Punto de inicio)
Si se indica pasada de acabado, el ciclo finalizara en el punto de partida (Punto
de inicio), en caso contrario acabara en el punto donde inició la última pasada
Si se programa con compensación de radio, el movimiento para alcanzar el
punto de inicio, debe hacerse en G00, en caso contrario dará error
Al acabar el ciclo quedaran activas las funciones G00 y G90
7. G82 Refrentado de tramos rectos en Z – 2/3
Condiciones de los parámetros
P0 - Coordenada X del punto A
P1 - Coordenada Z del punto A
P2 - Coordenada X del punto B
P3 - Coordenada Z del punto B
P5 - Pasada máxima
- La pasada debe ser mayor que 0.
- El control ajustará la pasada a la medida que le resulte de dividir dicha
pasada por el material a eliminar
P7 - Cantidad de material para el acabado en el eje X
- Se indicara siempre en radios.
La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de
acabado en este eje
P8 - Cantidad de material para el acabado en el eje Z
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de
acabado en este eje
P9 - Velocidad de avance (F), en la pasada de acabado
- Si se indica valor 0, “no realizará pasada de acabado”. Dejara el exceso
de material indicado en los parámetros P7 y P8
- Si los dos parámetros P7 y P8 están a 0 el parámetro P9 no actuara aunque
contenga algún valor
8. Al iniciar el ciclo la herramienta tiene que estar posicionada en el punto de
inicio
La distancia entre el punto de inicio y el punto B con respecto al eje Z deberá
ser igual o mayor que el P8
La distancia entre el punto de inicio y el punto A con respecto al eje X deberá
ser mayor que el P7
Todas las condiciones tecnológicas de mecanizado han de ser programadas
con anterioridad a la llamada del ciclo
El ciclo empezara a mecanizar a partir de la posición de partida de la
herramienta (Punto de inicio)
Si se indica pasada de acabado, el ciclo finalizara en el punto de partida (Punto
de inicio), en caso contrario acabara en el punto donde inició la última pasada
Si se programa con compensación de radio, el movimiento para alcanzar el
punto de inicio, debe hacerse en G00, en caso contrario dará error
Al acabar el ciclo quedaran activas las funciones G00 y G90
G82 Refrentado de tramos rectos en Z – 3/3
10. G84 Cilindrado de tramos curvos – 2/3
Condiciones de los parámetros
P0 - Coordenada X del punto A P1 - Coordenada
Z del punto A
P2 - Coordenada X del punto B P3 -
Coordenada Z del punto B
P5 - Pasada máxima
- Se indicara siempre en radios
- La pasada debe ser mayor que 0.
- El control ajustará la pasada a la medida que le resulte de dividir dicha pasada por el material a
eliminar
P7 - Cantidad de material para el acabado en el eje X
- Se indicara siempre en radios.
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P8 - Cantidad de material para el acabado en el eje Z
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P9 - Velocidad de avance (F), en la pasada de acabado
- Si se indica valor 0, “no realizará pasada de acabado”. Dejara el exceso de material indicado
en los parámetros P7 y P8
- Si los dos parámetros P7 y P8 están a 0 el parámetro P9 no actuara aunque contenga algún valor
P18 - Distancia del punto A al centro de la circunferencia en sentido X donde esta inscrito el arco. El criterio
es idéntico al utilizado con las coordenadas complementarias I y K, utilizadas con las funciones G02 y
G03, siendo:
P19 - Distancia del punto A al centro de la circunferencia en sentido Z donde esta
inscrito el arco. El criterio es idéntico al utilizado con las coordenadas
complementarias I y K, utilizadas con las funciones G02 y G03.
11. G84 Cilindrado de tramos curvos – 3/3
Al iniciar el ciclo la herramienta tiene que estar posicionada en el punto de inicio
La distancia entre el punto de inicio y el punto B con respecto al eje Z deberá
ser igual o mayor que el P8
La distancia entre el punto de inicio y el punto A con respecto al eje X deberá
ser mayor que el P7
Todas las condiciones tecnológicas de mecanizado han de ser programadas con
anterioridad a la llamada del ciclo
El ciclo empezara a mecanizar a partir de la posición de partida de la herramienta
(Punto de inicio)
Si se indica pasada de acabado, el ciclo finalizara en el punto de partida (Punto
de inicio), en caso contrario acabara en el punto donde inició la última pasada
Si se programa con compensación de radio, el movimiento para alcanzar el
punto de inicio, debe hacerse en G00, en caso contrario dará error
Al acabar el ciclo quedaran activas las funciones G00 y G90
13. G85 Refrentado de tramos curvos – 2/3
Condiciones de los parámetros
P0 - Coordenada X del punto A P1 - Coordenada
Z del punto A
P2 - Coordenada X del punto B P3 -
Coordenada Z del punto B
P5 - Pasada máxima
- Se indicara siempre en radios
- La pasada debe ser mayor que 0.
- El control ajustará la pasada a la medida que le resulte de dividir dicha pasada por el material a
eliminar
P7 - Cantidad de material para el acabado en el eje X
- Se indicara siempre en radios.
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P8 - Cantidad de material para el acabado en el eje Z
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P9 - Velocidad de avance (F), en la pasada de acabado
- Si se indica valor 0, “no realizará pasada de acabado”. Dejara el exceso de material indicado
en los parámetros P7 y P8
- Si los dos parámetros P7 y P8 están a 0 el parámetro P9 no actuara aunque contenga algún valor
P18 - Distancia del punto A al centro de la circunferencia en sentido X donde esta inscrito el arco. El criterio
es idéntico al utilizado con las coordenadas complementarias I y K, utilizadas con las funciones G02 y
G03, siendo:
P19 - Distancia del punto A al centro de la circunferencia en sentido Z donde esta
inscrito el arco. El criterio es idéntico al utilizado con las coordenadas
complementarias I y K, utilizadas con las funciones G02 y G03.
14. G85 Refrentado de tramos curvos – 3/3
Al iniciar el ciclo la herramienta tiene que estar posicionada en el punto de inicio
La distancia entre el punto de inicio y el punto B con respecto al eje Z deberá
ser igual o mayor que el P8
La distancia entre el punto de inicio y el punto A con respecto al eje X deberá
ser mayor que el P7
Todas las condiciones tecnológicas de mecanizado han de ser programadas con
anterioridad a la llamada del ciclo
El ciclo empezara a mecanizar a partir de la posición de partida de la herramienta
(Punto de inicio)
Si se indica pasada de acabado, el ciclo finalizara en el punto de partida (Punto
de inicio), en caso contrario acabara en el punto donde inició la última pasada
Si se programa con compensación de radio, el movimiento para alcanzar el
punto de inicio, debe hacerse en G00, en caso contrario dará error
Al acabar el ciclo quedaran activas las funciones G00 y G90
16. G68 Desbastado en eje X – 2/3
Condiciones de los parámetros
P0 - Coordenada X del punto A
P1 - Coordenada Z del punto A
P5 - Pasada máxima
- Se indicara siempre en radios
- La pasada debe ser mayor que 0
- El control ajustará la pasada a la medida que le resulte de dividir dicha pasada por el material a
eliminar
P7 - Cantidad de material para el acabado en el eje X
- Se indicara siempre en radios.
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P8 - Cantidad de material para el acabado en el eje Z
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P9 - Velocidad de avance (F), en la pasada de acabado
- Si se indica valor 0, “no realizará pasada de acabado”. Dejara el exceso de material indicado
en los parámetros P7 y P8
- Si los dos parámetros P7 y P8 están a 0 el parámetro P9 no actuara aunque contenga algún valor
P13 - Numero del primer bloque donde empezara la definición del perfil a mecanizar
P14 - Numero del ultimo bloque donde finalizara la definición del perfil a mecanizar
- Debe ser mayor que P13
17. G68 Desbastado en eje X – 3/3
Al iniciar el ciclo la herramienta tiene que estar posicionada en el punto de inicio
La distancia entre el punto de inicio y el punto B con respecto al eje X deberá
ser igual o mayor que el P7
La distancia entre el punto de inicio y el punto inicial A con respecto al eje Z
deberá ser mayor que el P8
Al definir el perfil en las líneas de programación, no hay que programar el punto
A, que ya esta indicado con los P0 y P1, en caso contrario dará error
Todas las condiciones tecnológicas de mecanizado han de ser programadas con
anterioridad a la llamada del ciclo
Todos los bloques de programación del perfil deberán estar indicados en
coordenadas cartesianas (no polares) y en valor absoluto (no en incremental).
Contrariamente al modo de programación normal, en este ciclo siempre se
deben programar las dos coordenadas de los ejes aunque sean modales
Caso de tener que programar tramos curvos, se realizara siempre usando las
coordenadas I,K del centro de la circunferencia con los signos
correspondientes.
Si se programa con compensación de radio, el movimiento para alcanzar el
punto de inicio, debe hacerse en G00, en caso contrario dará error
El ciclo finalizara en el punto de inicio
19. G69 Desbastado en eje Z – 2/3
Condiciones de los parámetros
P0 - Coordenada X del punto A
P1 - Coordenada Z del punto A
P5 - Pasada máxima
- Se indicara siempre en sentido Z
- La pasada debe ser mayor que 0
- El control ajustará la pasada a la medida que le resulte de dividir dicha pasada por el material a
eliminar
P7 - Cantidad de material para el acabado en el eje X
- Se indicara siempre en radios.
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P8 - Cantidad de material para el acabado en el eje Z
- La pasada debe ser mayor o igual que 0. Si es 0 no realizara pasada de acabado en este eje
P9 - Velocidad de avance (F), en la pasada de acabado
- Si se indica valor 0, “no realizará pasada de acabado”. Dejara el exceso de material indicado
en los parámetros P7 y P8
- Si los dos parámetros P7 y P8 están a 0 el parámetro P9 no actuara aunque contenga algún valor
P13 - Numero del primer bloque donde empezara la definición del perfil a mecanizar
P14 - Numero del ultimo bloque donde finalizara la definición del perfil a mecanizar
- Debe ser mayor que P13
20. G69 Desbastado en eje Z – 3/3
• Al iniciar el ciclo la herramienta tiene que estar posicionada en el punto de inicio
La distancia entre el punto de inicio y el punto B con respecto al eje Z deberá
ser igual o mayor que el P7
La distancia entre el punto de inicio y el punto inicial A con respecto al eje X
deberá ser mayor que el P8
• Al definir el perfil en las líneas de programación, no hay que programar el punto
A, que ya esta indicado con los P0 y P1, en caso contrario dará error
• Todas las condiciones tecnológicas de mecanizado han de ser programadas con
anterioridad a la llamada del ciclo
• Todos los bloques de programación del perfil deberán estar indicados en
coordenadas cartesianas (no polares) y en valor absoluto (no en incremental).
• Contrariamente al modo de programación normal, en este ciclo siempre se
deben programar las dos coordenadas de los ejes aunque sean modales
• Caso de tener que programar tramos curvos, se realizara siempre usando las
coordenadas I,K del centro de la circunferencia con los signos
correspondientes.
• Si se programa con compensación de radio, el movimiento para alcanzar el
punto de inicio, debe hacerse en G00, en caso contrario dará error
• El ciclo finalizara en el punto de inicio