1. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
GRASAS VEGETALES Y ANIMALES
Dr. Jorge Efrén Silva Y
Las grasas animales y vegetales son triglicéridos o esteres de glicerina y ácidos grasos (ácidos carboxílicos) desde el
C6 hasta C26 saturados o insaturados, aunque los más comunes son C12 (láurico) al C18 (esteárico).
O
H2C O C (CH2)14 CH3
O
HC O C (CH2)14 CH3
O
H2C O C (CH2)14 CH3
Tripalmitato de glicerina (palmitina)
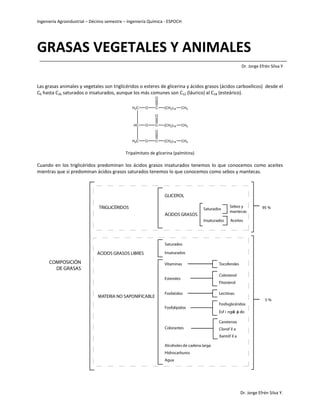
Cuando en los triglicéridos predominan los ácidos grasos insaturados tenemos lo que conocemos como aceites
mientras que si predominan ácidos grasos saturados tenemos lo que conocemos como sebos y mantecas.
GLICEROL
TRIGLICÉRIDOS Sebos y 95 %
Saturados
mantecas
ÁCIDOS GRASOS
Insaturados Aceites
Saturados
ÁCIDOS GRASOS LIBRES Insaturados
COMPOSICIÓN Vitaminas Tocoferoles
DE GRASAS
Colesterol
Esteroles
Fitosterol
Fosfatidos Lecitinas
MATERIA NO SAPONIFICABLE
5%
Fosfoglicéridos
Fosfolípidos
Esf i ngo p do
lí i
Carotenos
Colorantes Clorof il a
Xantóf il a
Alcoholes de cadena larga
Hidrocarburos
Agua
Dr. Jorge Efrén Silva Y.
2. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
CARACTERÍSTICAS FÍSICOQUÍMICAS DE LAS GRASAS
Existen una serie de índices que sirven para caracterizar, tecnológicamente, las grasas comerciales. Los más
importantes son los siguientes:
El índice de saponificación.- indica los mg de potasa (KOH) necesarios para saponificar un g de materia grasa. Es
una sencilla volumetría que da idea de la proporción de glicéridos en el total. La saponificación se hace con exceso
de KOH alcohólica, cuya fracción no fijada se valora con HCl (fenolftaleína).
El índice de acidez.- representa la cantidad de ácidos libres presentes en la grasa, es muy parecido al anterior, pero
la operación se practica en frío de manera que el álcali reactivo sólo reaccione con los ácidos libres. Se determina
por valoración con hidróxido sódico y se expresa como porcentaje de ácido oleico.
El índice de yodo.- indica la proporción de dobles enlaces en los radicales ácidos constituyentes de la grasa, y se
mide por los mg de yodo que fijan por adición en 100 mg de grasa. Se practica provocando la adición del yodo con
exceso de reactivo y valorando volumétricamente el yodo no fijado. Se considera que un índice de yodo inferior a
100 es propio de grasas no secantes; superior a 170, de aceites secantes, y entre uno y otro están los aceites
semisecantes.
El índice de acetilo.- es el número de mg de KOH necesarios para saponificar los grupos acetilo de 1 g de grasa,
previamente acetilada con anhídrido acético.
El índice de peróxido.- expresa la cantidad de peróxidos contenidos en 1 Kg. de grasa expresada como
miliequivalentes de Oxigeno, evalúa el estado de oxidación de un lípido, cuando no se conoce la historia previa. Da
la idea de la estabilidad y del grado de evolución hacia la rancidez.
El índice de Reichert-Meissl.- es el número de ml de NaOH 0.1 N necesarios para neutralizar los ácidos grasos
volátiles solubles en agua a 15 °C obtenidos de 5 g de grasa.
El índice de Polenske.- es el número de ml de NaOH 0.1 N necesarios para neutralizar los ácidos grasos volátiles
insolubles en agua a 15 °C pero solubles en alcohol etílico obtenidos de 5 g de grasa.
El índice de Hehner.- es una relación entre los ácidos volátiles solubles y los insolubles en agua. O es una relación
entre los índices de Reichert-Meissl y Polenske.
APLICACIONES O USOS DE LAS GRASAS VEGETALES Y ANIMALES
Existen un sinnúmero de aplicaciones o usos que se les da a las grasas vegetales y animales sean estos aceites o
sebos y mantecas. Entre los principales usos y aplicaciones podemos mencionar los siguientes:
Obtención industrial de aceites vegetales comestibles o refinados.
Elaboración de jabones y polvo de jabón.
Obtención de vehículos secantes para la obtención de pinturas.
Aprovechamiento de las tortas o expeler productos de la extracción de aceites.
Los aceites vegetales como combustibles de motores diesel.
Obtención de biopolímeros.
Dr. Jorge Efrén Silva Y.
3. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
OBTENCIÓN INDUSTRIAL DE ACEITES VEGETALES
MATERIAS PRIMAS
Las sustancias a partir de las cuales se producen los aceites son semillas o frutos. En realidad, todas las semillas y
frutos contienen aceite, pero sólo los llamados oleaginosos sirven para la producción industrial de aceite.
AJONJOLÍ
Aceite de Ajonjolí o Sésamo
LINO
Aceite de Linaza
MANÍ O CACAHUETE
Aceite de Maní
MAÍZ
Aceite de Maíz
COLZA
Aceite de Colza
MATERIAS RICINO O CATAPUCIA
PRIMAS Aceite de Ricino
PARA LA
OBTENCIÓN DE OLIVO
ACEITES VEGETALES Acite de Oliva
COCO
Aceite de Copra
PALMA
Aceite de Palma
GIRASOL
Aceite de Girasol
SOJA O SOYA
Aceite de soya o soja
ALGODÓN
Aceite de Algodón
CÁRTAMO, ALAZOR,
AZAFRANCILLO O
AZAFRÁN FLOR
Aceite de Cártamo
Dr. Jorge Efrén Silva Y.
4. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
PROCESO DE EXTRACCIÓN
Preparación y acondicionamiento de las diferentes clases de semillas para la extracción
Limpieza.-
De las semillas a través de separadores magnéticos para eliminar cualquier fragmento de metal que
pudieran contener, por flotación por aire, etc., para eliminar metales, suciedad, piedras y semillas
extrañas.
Secado.-
Consiste en el ajuste de la humedad y temperatura idóneas para las siguientes operaciones,
generalmente se lo realiza en cilindros giratorios perforados atravesados por aire caliente. La humedad
debe ser inferior a 8 - 10 %. El secado es importante para evitar la degradación del color el
enranciamiento y la hidrólisis que generarían los ácidos grasos libres y deteriorarían tanto la materia
prima como el producto.
Descascarillado.-
Cuando sea necesario, y separación de las cáscaras (se realiza por flotación en varias etapas). Se
recomienda para producir aceite de alta calidad y aumenta la tasa de extracción a menores presiones.
Algunas semillas son sólo descascarilladas parcialmente eliminándose las partículas de mayor tamaño.
De esta forma se ayuda a la rotura de las paredes celulares a presiones no mucho más altas que para las
semillas descascarilladas.
Trituración / Laminado.-
En algunos casos se realiza una trituración en molinos de rodillos. También se puede llevar a cabo la
laminación directa de las semillas. Se utilizan laminadores de cilindros de superficie lisa. Se forman
láminas o "copos" de bajo espesor. Esta trituración de las semillas o de la torta de prensado es una
molienda gruesa para evitar la aparición de demasiadas materias finas en el aceite.
Extracción propiamente dicha de aceite vegetal
Tecnológicamente se pueden describir dos métodos de obtención de aceite vegetal.
La extracción por prensas continuas o discontinuas.- es el procedimiento más antiguo y el que tiene
menores rendimientos.
Partiendo de la preparación y acondicionamiento de las semillas el siguiente paso en la elaboración de
aceites es la molienda o molturación de la semilla, la cual se realiza con molinos a martillos, cilindros o
espolones. La finalidad de esta etapa es colapsar las estructuras vegetales para que el aceite sea liberado
de la semilla.
Los pasos a seguir son los siguientes:
- las semillas ya molidas pasan a un acondicionador donde se obtienen una masa homogénea.
- la masa pasa a una prensa de tornillo, que en un solo paso prensa la masa separando el aceite y
dejando una "torta proteínica"
- el aceite pasa a un tamiz vibratorio con el fin de proceder a una primera etapa de filtración de
grandes impurezas
- el aceite tamizado pasa a un filtro del que se obtiene el aceite crudo filtrado
Dr. Jorge Efrén Silva Y.
5. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
- la torta proteínica puede generar un extra de aceite siendo sometida a extracción por disolventes, o
puede también destinarse a producir alimento equilibrado para animales.
La extracción por solventes.- el solvente empleado en la extracción es hexano
Para la extracción del aceite vegetal mediante esta técnica, los pasos a seguir son los siguientes:
- las semillas molidas son trituradas en forma de rodillo
- el rodillo pasa a un acondicionador para su homogeneización
- el rodillo homogéneo pasa a un molino donde es en partes muy finas para facilitar la extracción
- el rodillo dividido pasa a un extractor, donde es sometido a la acción de un disolvente de materias
grasas, siendo el hexano el más utilizado en la industria moderna
- el disolvente arrastra las grasas a un evaporador donde son separadas, en tanto aquel vuelve al
extractor
- la harina restante se lleva a un separador del disolvente para eliminarlo
Limpieza
Secado
Descascarillado
Separación de las cáscaras
Trituración/Laminado
EXTRACCIÓN
POR PRESIÓN POR SOLVENTES
Aceite Torta proteica Aceite + solvente Harina + solvente
Filtrado
Tamizado Eliminación de disolvente
Preconcentración
Filtrado Eliminación disolvente Secado
Concentrado Aislado
Aceite de semillas Aceite de semillas Harina
proteico proteico
Proceso de obtención de los aceites de semillas oleaginosas
PROCESO DE REFINACIÓN
Desfangado.-
Eliminación de impurezas sólidas. Se realiza en centrifugas de descarga intermitente de sólidos. Su
necesidad depende del tipo de proceso (en los procesos que incluyen extracción o separación de fases
por centrifugación no suele realizarse)
Dr. Jorge Efrén Silva Y.
6. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Desgomado o Desmucilaginación.-
Consiste en la eliminación de mucílagos, gomas y resinas. Se consiguen eliminar principalmente
fosfolípidos, la mayoría lecitinas, pero también se reducen los niveles de proteínas, ceras y peróxidos del
aceite crudo. La presencia de considerables cantidades de fosfolípidos puede conducir a aceites de color
oscuro y pueden servir también como precursores de sabores desagradables. Se trata también de
facilitar la desacidificación.
5
LC
FIC
3
TIC
2
1 FIC
1. Bomba de impulsión del aceite crudo 5. Depósito de aglomeración
2. Calentador de placas 6. Centrífuga para la separación del aceite
3. Mezclador del aceite con ácido fosfórico 7. Salida del aceite desgomado
4. Sistema de adición de ácido fosfórico 8. Salida de las gomas
Instalación de desgomado de aceites y grasas
El desgomado o desmucilaginación se puede realizar por insolubilización mediante hidratación
(formación mucílagos), tratando el aceite crudo con una pequeña cantidad de agua (o con NaCl y agua) o
mediante inyección de vapor y de ácido fosfórico (H3PO4) o cítrico, seguido de una separación en
centrífuga de los fosfolípidos insolubilizados mediante la hidratación.
Los aceites se desgoman a veces antes de la neutralización, ya que ésta se ve facilitada y cuando interesa
la recuperación de algún compuesto; por ejemplo, la capa de emulsión de fosfolípidos que se obtiene a
partir de aceites como el de maíz y soja es muy rica en lecitina, un emulgente muy usado en la industria
alimentaria, por lo que se suele aprovechar comercialmente.
Desacidificación o neutralización.-
Los ácidos grasos libres y fosfátidos presentes en el aceite se reducen tratándolos con una solución
acuosa de hidróxido sódico (sosa cáustica) o con carbonato sódico. La mezcla es agitada a una
temperatura elevada y controlada durante un tiempo determinado, en tanques para proceso
discontinuo o en mezcladoras en línea. En el caso de refinado discontinuo, la emulsión acuosa de abones
formada por los ácidos grasos libres y la sosa, junto con otras impurezas, se deposita en el fondo del
tanque, por donde se saca. En el caso del refinado continuo, la mezcla se separa por centrifugación.
Dr. Jorge Efrén Silva Y.
7. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Tras este paso, el aceite neutralizado debe lavarse en profundidad con agua caliente, en agitadores de
velocidad controlada para evitar emulsiones y separación en centrífugas con alimentación presurizada.
3 3 3
3 8
6 6 6
TIC
2
FIC
1
FI
9 9
FIC
FIC FIC
5
4 7 7
1. Bomba de entrada de aceite crudo 6. Centrífugas
2. Calentador de placas 7. Sistema de adición de agua
3. Mezcladores 8. Salida de aceite neutralizado
4. Sistema de adición de ácido (bomba y depósito) 9. Salida de gomas
5. Sistema de adición de sosa cáustica concentrada
Acondicionamiento, neutralización y lavado de aceites y grasas
Generalmente, los aceites refinados son neutros, sin sustancias que se separen con el calentamiento, de
color más claro, menos viscosos y más susceptibles de sufrir rancidez.
Después de la desacidificación los aceites son secados por calentamiento a vacío o mediante filtrado,
antes de pasar a la decoloración.
Decoloración o blanqueado.-
Se trata de eliminar la coloración excesiva del aceite debida a la presencia de distintos pigmentos
responsables de coloraciones no deseadas o excesivas en el aceite, como los carotenos, clorofila y
derivados, xantofila, gosipol y derivados de oxidaciones del ?-tocoferol.
La decoloración se realiza por suspensión en el aceite de materiales adsorbentes. Estos materiales son
distintos agentes blanqueantes, generalmente tierras o carbones absorbentes (carbón activo) y vapor de
agua o con arcillas activadas (mezclas de arcillas, activadas por tratamiento con H2SO4).
Los pigmentos son adsorbidos por los agentes decolorantes o blanqueantes y la separación posterior de
estos materiales se realiza por filtración en filtros rotatorios y filtros prensa. El aceite retenido en los
adsorbentes se extrae con un disolvente y se destila.
Se emplean entre 1 y 2 kg de adsorbente por 100 kg de aceite. La decoloración a menudo aumenta la
tendencia del aceite a la rancidez debido a que algunos antioxidantes naturalmente presentes en el
aceite son eliminados con las impurezas.
Dr. Jorge Efrén Silva Y.
8. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Desodorización.-
El objetivo es eliminar distintos compuestos responsables de aromas no deseados en los aceites, o
conseguir aceites sin olor ni sabores destinados a la producción de margarinas. Estos compuestos son
principalmente aldehídos, cetonas, carotenoides, tocoferoles, ácidos grasos libres de cadena corta (como
el butírico, isovaleriánico o caproico) y esteroles., y algunos compuestos azufrados.
El proceso de desodorización se realiza mediante una destilación al vacío en corriente de vapor de agua
o por destilación molecular. La utilización de sistemas continuos en este punto del refinado va
aumentando cada vez más, en los que el aceite caliente va pasando a través de una columna en
contracorriente con el paso de vapor.
Se suele añadir cerca de un 0.01 % de ácido cítrico a los aceites desodorizados para inactivar metales
traza como compuestos de hierro o cobre solubles que podrían provocar la oxidación y desarrollo de
rancidez.
Winterización.-
La winterización se emplea para obtener un aceite de mayor nitidez, que no presente turbios (debido a
la suspensión de un precipitado fino) durante el almacenamiento.
Consiste en separar del aceite las sustancias con punto de fusión elevado (estearinas, glicéridos muy
saturados, ceras y esteroles) que provocarían turbidez y precipitaciones en el aceite al encontrarse este a
baja temperatura.
Generalmente se realiza por enfriamiento rápido del aceite con agua fría o equipos frigoríficos, con lo
que se consigue la cristalización de los compuestos que queremos eliminar. Estos sólidos (las
“estearinas”) se separan de las “oleínas” por filtración o centrifugación.
Típicamente, se somete al aceite a un enfriamiento rápido hasta 5ºC y se mantiene durante 24 horas.
Envasado.-
El aceite refinado es envasado principalmente en botellas de PET. La materia prima se seca, plastifica e
inyecta en moldes de alta capacidad para producir preformas que luego se transformarán en la botella
final durante el soplado. Para realizar el soplado las preformas son acondicionadas en un horno de
lámparas de cuarzo, estiradas mecánicamente y luego sopladas con aire comprimido de alta presión en
moldes de paredes refrigeradas que le confieren la forma final diseñada para cada botella.
La principal causa de deterioro de los aceites es la oxidación, producto del contacto con el oxígeno del
aire. Por tal motivo para extender la vida útil del producto se desplaza el oxígeno contenido en el aceite y
en el interior del envase por un gas inerte.
En general el gas empleado es nitrógeno, dado que además de no ser reactivo es abundante, poco
soluble y no altera el sabor ni el aroma de los alimentos. Desde el punto de vista de su función se
consideran Coadyuvantes de Tecnología. El nitrógeno se puede inyectar en las cañerías, a alta presión,
en un proceso llamado stripping. Este agregado de gas inerte en forma de pequeñas burbujas, desplaza
al oxígeno disuelto y previene las reacciones de deterioro.
Otra alternativa es el agregado de nitrógeno líquido en el espacio de cabeza en el instante previo al
cierre de la botella. El nitrógeno agregado se expande bruscamente desplazando al oxígeno y una vez
tapada la botella genera una sobre presión interna que aumenta la rigidez del envase. Este incremento
de la rigidez redunda en una mejor apariencia del envase, previene el colapsado luego del enfriamiento
del producto y reduce perdidas por daños durante el transporte y distribución.
Con el mismo fundamento se emplea nitrógeno para inertizar los tanques de almacenamiento donde se
deposita temporariamente el aceite.
Dr. Jorge Efrén Silva Y.
9. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Esquema de una planta de refinado de aceites comestibles de flujo discontinuo.
Proceso general de obtención y refinación de aceite de semillas oleaginosas.
Dr. Jorge Efrén Silva Y.
10. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
APROVECHAMIENTO DE LOS RESIDUOS (TORTAS O EXPELER) DE EXTRACCIÓN
Según el método de extracción empleado nos quedara como residuo:
- Torta, residuo de una extracción por solvente
- Expeler residuo de extracción por prensado.
En cualquiera de los dos queda algo de aceite además de aquello que no es aceite, proteína, hidrato de
carbono. El objetivo económico es tratar de sacar la mayor cantidad de aceite posible, pero la extracción
absoluta no se puede lograr. Es por eso que normalmente la industria aceitera en el mundo apuntaba a
un límite de aceite residual en torta del 1 %.
Las harinas de extracción constituyen el principal subproducto de la industrialización de oleaginosas. En
el caso del girasol por cada tonelada de aceite obtenida se obtiene una de harina mientras que para la
soja, son cuatro las toneladas de harina obtenidas por cada tonelada de aceite. Para este caso particular
la harina puede considerarse tanto o más valiosa que el aceite.
El aceite que queda en torta se aprovecha ya que es una fuente de proteínas e hidratos de carbono por
ejemplo para la alimentación animal en la elaboración de alimentos balanceados.
Si se trata de residuo de soja se aplica un tratamiento, aislados proteicos y se utiliza para alimentación
humana.
La venta de la torta deja bastante dinero, normalmente se paga por el PRO- FAT (proteína - grasa) para lo
cual se analiza el contenido en proteína y en grasa y la suma de ambos en los mercados de exportación
normalmente debe ser 44%, si se tiene menos baja el precio del PRO- FAT.
Recuperación de las harinas del proceso de extracción por solventes.-
La harina resultante de la extracción de aceite contiene, en promedio un 30 % en peso de solvente y una
humedad del 12 %.
En las siguientes etapas del proceso se debe eliminar el solvente embebido y reducir el contenido de
humedad.
Para ello se emplea un desolventizador – tostador. Este dispositivo es un recipiente cilíndrico encamisado
que cuenta en su interior con bandejas calefaccionadas perforadas. Sobre las bandejas actúan paletas
que vuelcan las escamas de harina desde las bandejas superiores a las inferiores.
En las primeras bandejas se realiza una inyección directa de vapor sobre el producto, que aumenta su
humedad hasta aproximadamente 19 %. Este incremento del contenido de agua favorece la inactivación
de factores antinutricionales.
Las bandejas reciben también calefacción indirecta con vapor. De esta manera se llega a temperaturas
cercanas a los 107°C que favorecen el secado y tostado de la harina. El tiempo de residencia oscila entre
los 10 a 20 minutos.
Un excesivo tiempo de tostado produciría una disminución en la solubilidad de las proteínas y por
consiguiente las disminución del valor nutricional.
Luego del proceso de desolventización, la harina tiene un contenido residual de hexano de 300 a 500
ppm. Esta constituye la principal pérdida de solvente del proceso.
De la torta desolventizada se pueden obtener 2 productos:
Concentrado proteico: se calienta la torta para inactivar las enzimas y se lava para eliminar los solubles
aprox. 48% se obtiene un concentrado de 44- 52% en proteínas que se destina a los frigoríficos para
elaboración de chacinados y embutidos ya que tienen buenas propiedades emulsionantes.
Dr. Jorge Efrén Silva Y.
11. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
En la obtención de los concentrados no se daña a las proteínas sino que se van eliminando los solventes
y se va concentrando.
Aislado proteico: se obtienen por selección de proteínas por ajuste de pH, se van obteniendo por el
punto isoeléctrico de la proteína. Se lo texturiza imitando la carne y se emplean en hamburguesas,
milanesas.
ELABORACIÓN DE JABONES
Jabones.- los que resultan de la saponificación de las grasas o de la neutralización de los ácidos grasos
comprendidos entre C12 y C18 saturados o no con NaOH, KOH, Na2CO3 o K2CO3.
Saponificación de una grasa
Saponificación.- es la reacción que se produce cuando se escinde una grasa con un álcali, obteniéndose
glicerina y una sal del metal alcalino con el ácido graso, conocida comúnmente como jabón.
O
H2C O C (CH2)14 CH3
O O
OH OH OH
HC O C (CH2)14 CH3 + 3NaOH NaO C (CH2)14 CH3 +
O H2C CH CH2
jabón glicerina
H2C O C (CH2)14 CH3
grasa
Neutralización de un ácido graso
O O
H3C (H2C)14 C O H + NaOH H3C (H2C)14 C O Na + H2O
Ácidos grasos Hidróxido de sodio Jabón Agua
Propiedades del jabón.-
La detergencia, o poder limpiador de un jabón, depende en parte del gran descenso que produce en la
tensión superficial.
Otro factor que contribuye es que las moléculas de jabón se caracterizan por contener dos partes
diferenciadas: un grupo hidrófobo (repelente al agua) apolar y uno o más grupos polares o hidrófilos
(afines al agua). Esto le confiere un poder emulsionante, esto es, habilidad para suspender en agua
sustancias que normalmente no se disuelven en agua pura. La cadena hidrocarbonada (parte hidrófoba)
de la sal (el jabón), tiene afinidad por sustancias no polares, tales como las grasas de los alimentos. El
grupo carboxilato (parte hidrofílica) de la molécula tiene afinidad por el agua.
Dr. Jorge Efrén Silva Y.
12. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Molécula de jabón y sus propiedades
MATERIAS PRIMAS
Las materias primas más importantes para fabricar jabón son el sebo y el aceite de coco. Se emplean
también otros materiales como el aceite de palma y aceite de palmiste. Si es preciso, los aceites pueden
tratarse antes de la saponificación, por ejemplo, decolorarse con tierra de batán para eliminar impurezas
coloreadas o, en el caso de aceites con un elevado contenido en triglicéridos no saturados, hidrogenarse
parcialmente para mejorar el color y la estabilidad.
Índices de saponificación.-
Para obtener una correcta saponificación de las materias primas es necesario conocer el índice de
saponificación de la grasa o aceite utilizado. Ello nos permitirá calcular las proporciones adecuadas de
cada componente.
Se define el índice de saponificación de una grasa como el número que indica la cantidad en miligramos
de hidróxido potásico (KOH) necesaria para saponificar por completo un gramo de esa grasa en concreto.
Con hidróxido de potasio se elaboran jabones líquidos, y con hidróxido de sodio (NaOH) se obtienen
jabones sólidos. Por lo tanto, para la fabricación de jabón sólido es necesario transformar el índice de
saponificación de cada grasa en otro tipo de índice alternativo que esté expresado en peso de hidróxido
de sodio. Para ello, basta con multiplicar el índice de saponificación de cada grasa concreta por la masa
molar del hidróxido sódico (utilizado para la obtención de jabón sólido) y dividir por la masa molar del
hidróxido potásico (utilizado para la obtención del jabón líquido).
Así, la Tabla mostrada a continuación es la más utilizada en jabonería, y sus parámetros están basados en
los valores medios de los índices de saponificación reales de cada grasa en relación al hidróxido de sodio
(en lugar del hidróxido potásico), es decir con la conversión ya realizada y expresado en gramos.
Dr. Jorge Efrén Silva Y.
13. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Índices de saponificación referentes a NaOH expresados en gramos
Por lo tanto, para saponificar totalmente 100 g de aceite de oliva se necesitan 13,4 g de NaOH. El
hidróxido de sodio debe disolverse en agua con proporciones entre el 25% y el 33%.
PROCESOS DE ELABORACIÓN
Existen varios métodos y variaciones para obtener jabones. Básicamente pueden resumirse en dos tipos
de procesos:
· Proceso en Frío o también llamado CP (Cold Process)
· Proceso en Caliente o HP (Hot Process).
Ambos procesos usan la saponificación como reacción principal, aunque cada uno de ellos presenta una
gran cantidad de variantes.
El proceso en frío es el más común en la elaboración artesanal de jabón por ser el más sencillo de
realizar, y es el utilizado en la presente planta piloto. El proceso en caliente es más complicado y
requiere de más temperatura, pero en cambio posibilita la recuperación de productos cuya consecución
no ha sido exitosa, mediante el fundido y reutilización de los mismos. Por esta razón es por lo que este es
el proceso más utilizado para la elaboración industrial de jabón natural. El producto final así obtenido
tiene como característica su aspecto translúcido.
A continuación se detallan las recetas de estos dos procesos.
Receta de proceso en frío.-
Los pasos para su realización son los siguientes:
Dr. Jorge Efrén Silva Y.
14. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
1. Preparar y pesar las proporciones de los distintos aceites a utilizar.
2. Verter el aceite en un recipiente y calentar lentamente, hasta una temperatura de aproximadamente
55º C.
3. Pesar el hidróxido de sodio (sosa cáustica) y el agua, disolver en el agua el hidróxido de sodio (debe
evitarse inhalar los vapores emanados). La concentración de la mezcla debe oscilar entre el 25% y el
33%.
4. La disolución de NaOH en agua produce una reacción exotérmica que calienta la mezcla. Esperar a
que la disolución alcance una temperatura aproximada de 55º (la misma que los aceites).
5. Añadir la solución de hidróxido de sodio a los aceites paulatinamente.
6. Agitar continuada pero moderadamente la mezcla hasta que se espese apareciendo la “traza”
(aumenta la viscosidad de forma que la superficie del producto no queda lisa al gotear parte del
producto sobre la misma).
7. Añadir los colorantes y aceites de esencias.
8. Agitar y verter la mezcla en el molde.
9. Opcionalmente cubrir el jabón con un tejido y dejarlo asentar durante 24 horas o hasta que se
endurezca.
10. Extraer el jabón del molde y cortarlo en pastillas. Cubrir el jabón con un tejido y ponerlo a secar
durante cuatro semanas antes de usarlo, periodo durante el cual la reacción continua.
Receta de proceso en caliente.-
La primera parte del proceso es idéntica al proceso en frío, hasta el apartado 7). A partir de ahí:
8. Calentar el jabón lentamente. No es necesaria la agitación.
9. Esperar a que la mezcla empiece a hervir.
10. Transcurrido un intervalo de 20-30 minutos puede darse una fase de separación. Es posible que el
jabón aparente cortarse y separarse los aceites del NaOH. En este caso hay que remover
enérgicamente hasta volver a alcanzar la homogeneización y volver a calentar durante 20-30
minutos más.
Esta circunstancia no afectará al producto final.
11. A continuación se da la fase de gelificación. El jabón toma aspecto de gel espeso, traslúcido y algo
oscuro. Agitar cada 15 minutos aproximadamente.
Aparecen burbujas en la masa gelificada.
12. Se continuará agitando cada 15 minutos hasta que se evapore el agua sobrante.
13. Verificar que el pH está alrededor de 9.
14. Añadir aceites en un 10% para conseguir sobreengrasar el producto.
15. Para conseguir una pasta más fluida puede añadirse lactato de sodio o carbonato potásico para
facilitar el removido y vertido en moldes.
16. Colocar en el molde la pasta obtenida, cubrir con papel de aluminio o plástico.
Dejar secar durante un día. La reacción es completa en este proceso, por lo que no es necesario
esperar cuatro semanas como en el caso del proceso en frío.
Otros procesos en la fabricación de jabón.-
Existen otros dos procesos muy utilizados que se caracterizan por fundir una base que ya es jabón y
obtener otro con el agregado de aditivos. Estaos métodos tienen la ventaja que no es necesario el uso
directo de hidróxido de sodio. Los más conocidos son el proceso de derretido y vertido y el proceso del
recalentado.
Dr. Jorge Efrén Silva Y.
15. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
El proceso de derretido y vertido (Melt & Pour) o también llamado de la Glicerina, consiste en derretir,
por medio de calentamiento, un jabón base que se vende preparado a tal efecto. Ello permite realizar
mezclas con jabones y colorantes diversos.
El proceso del recalentado parte del jabón obtenido mediante el proceso en frío. Es necesario disponer
de una pieza recientemente elaborada (menos de dos días). El jabón se trocea, se añade agua o leche
para disolver el jabón y se calienta la mezcla hasta llegar casi al punto de ebullición. Se cubre el
recipiente y se calienta hasta 110ºC-130ºC durante un periodo de 1 a 3 horas. Posteriormente se añaden
colorantes o fragancias, y se vierte en un molde. Puede retirarse del molde entre 6 y 12 horas después.
Grasa animal
Aceite vegetal
Lavado Aditivos
Saponif i cac ó
i Salinización Coloreado Mezcla Extrusión
Sal Adicion de silicato Corte
NaOH
Vapor Acabado
Secado
Empaque
Filtración
Jabón
Evaporación Destilación Glicerina
Esquema general en la fabricación de jabón
FABRICACIÓN INDUSTRIAL DE JABÓN
En la industria del jabón el proceso más comúnmente utilizado para su obtención es el proceso en
caliente.
Las grasas se saponifican en una solución de hidróxido sódico en una caldera abierta para evitar el
rebosamiento, que tiene en el fondo tubos de vapor cerrados, para el calentamiento indirecto, y otros
abiertos para un calentamiento directo, pasando el vapor a una velocidad adecuada para mantener la
agitación y la ebullición (1).
Cuando la reacción ha sido completada, se añade sal el cloruro de sodio actúa como electrolito haciendo
que el jabón se insolubilice con lo que precipitan gruesos coágulos de jabón. La capa acuosa, que
contiene glicerina, se elimina y se concentra, purificando la glicerina por destilación al vacío.
Dr. Jorge Efrén Silva Y.
16. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
NaOH NaCl
Grasa
2 3
Vapor
4
Legias madres
5
6
7
10
11
8 9
a la prensa
y etiquetado
polvo de jabón
Esquema tecnológico para la obtención industrial de jabón y polvo de jabón.
El jabón crudo contiene glicerina, álcali y sal y, para separar estas impurezas, se hierve con suficiente
cantidad de agua para que se forme un líquido homogéneo, volviendo a precipitar el jabón por adición
de sal. Este proceso puede repetirse, para recuperar totalmente la glicerina y eliminar las impurezas.
Finalmente, se hierve con agua suficiente para que se forme una mezcla blanda de la que, dejándola en
reposo, se separa arriba una capa homogénea del llamado jabón de caldera, producto que contiene un
69- 70% de jabón, 0,2-0,5% de sal y alrededor de un 30% de agua (2) este jabón tiene aún demasiada
humedad y está muy flojamente unido, es aún más ligero que el agua por ello se lo somete al secado (3)
hasta que no contenga más del 5% de agua lo que puede lograrse por dos modos, por filtración (4) para
separar las lejías madres. El jabón seco y troceado se lleva a una máquina mezcladora (5) en la que se
mezcla con colorante, productos químicos y sustancias de relleno, a continuación pasa a una máquina (7)
por medio de una serie de rodillos de acero (6), se lo mastica y homogeneiza, se lo hace más denso y
finalmente se conduce a una prensa de husillo (8) en la que adquiere la forma deseada y se imprime la
marca. El nombre de jabón de grano dado a ésta clase de producto se debe a su condición sólida. Entre
los jabones de grano existen diferentes variedades, se diferencias por su mayor o menor contenido en
jabón, en rellenos y por su alcalinidad (ácidos, básicos o neutros). Si deseamos obtener polvo de jabón
de la máquina (7) pasas a una picadora (9) que transporta los trozos por medio de bandas (10) a unos
rodillos trituradores que convierten en polvo el jabón (11).
Dr. Jorge Efrén Silva Y.
17. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Jabón de tocador:
El jabón neto procedente de la saponificación contiene sobre el 30% de agua. El contenido en agua se
reduce al 12%. Después se añaden aditivos menores como por ejemplo: perfumes, agentes conservantes
como ácido etilendiaminotetracético, blanqueantes como TiO2, o colorantes, y en algunos casos
germicidas. Se mezcla todo de manera que quede homogéneo. Los jabones de tocador contienen
normalmente de 20-50% de jabón de aceite de coco y 50-80% de jabón de sebo, y pueden contener
también hasta el 10% de ácido graso no neutralizado. El jabón de aceite de coco, más caro, es necesario
para dar un producto con buena espuma y propiedades de disolución satisfactorias.
Jabones en polvo para lavado de ropa:
Las formulaciones típicas constan de jabón sódico, perborato sódico, silicato sódico y pequeñas
cantidades de reforzadores de espuma, carboximetilcelulosa sódica, agentes fluorescentes de
blanqueado, perfumes y agua. Pueden también estar presentes carbonato sódico y/o fosfatos sódicos.
Estos productos dominaron una vez el mercado del lavado de ropa, pero ahora han sido desplazados casi
por completo en la mayoría de los mercados del mundo por productos basados en
alquilbencenosulfonatos. Una notable excepción ocurre en Gran Bretaña, donde los jabones en polvo
todavía tienen una importante proporción del mercado del lavado de ropa.
Desdoblamiento de las grasas con vapor de agua en contracorriente.-
A veces en la industria en lugar de trabajar directamente con las grasas el proceso de saponificación se
prefiere realizar un tratamiento previo de desdoblamiento de las grasas y a continuación realizar la
neutralización de los ácidos grasos obtenidos.
El procedimiento moderno consiste en desdoblar la grasa a presión, por medio de vapor de agua
sobrecalentado, en ácidos grasos y glicerina.
Los ácidos grasos pueden neutralizarse con sosa o potasa para convertirlos en jabones o bien elaborarlos
químicamente de otra forma.
En la actualidad se realiza el desdoblamiento por arrastre de vapor de agua a una temperatura de 250 ºC
y a 45 atm de presión.
Se añade óxido de cinc o de magnesio para facilitar la emulsión de la mezcla. El desdoblamiento se
realiza en recipientes de presión, con revestimiento de acero noble para evitar la corrosión por ácidos
grasos calientes que quedan en libertad, alcanzando la presión y temperatura deseada, se facilita el
proceso de desdoblamiento por que el agua disuelve hasta el 23 % de la grasa.
El agua y la grasa se introducen en forma independiente (1 y 2) en el autoclave (3), en proporción 2:5.
Los ácidos grasos se separan en la parte superior y se retiran por medio de una válvula de
descompresión. La solución acuosa de glicerina sale por el fondo de la autoclave, se retiran las impurezas
en el filtro (4) y se concentra en el evaporador (5), hasta obtener glicerina en un 80%. Este concentrado
se deja en reposo por algún tiempo para separar completamente algún sedimento que todavía
permanece en la glicerina. Luego se elimina el agua que se encuentra en la glicerina purificada por
destilación al vacío (6).
Dr. Jorge Efrén Silva Y.
18. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
Ácidos grasos
Água
3 6
1
Bomba de vacío
4
Vapor de agua
Grasa Glicerina
Glicerina
2 5
Solución acuosa Glicerina al 80% Residuos Glicerina
de glicerina
Esquema tecnológico del desdoblamiento de grasas con vapor de agua en contracorriente.
BTENCIÓN DE VEHÍCULOS SECANTES
La estructura molecular de un aceite secante convencional, como el aceite de lino, es la siguiente:
O
H2C O C C7H14 CH CH CH2 CH CH C5H11
O
HC O C C7H14 CH CH CH2 CH CH C5H11
O
H2C O C C7H14 CH CH CH2 CH CH C5H11
Se considera que un índice de yodo inferior a 100 es propio de grasas no secantes; superior a 170, de
aceites secantes, y entre uno y otro están los aceites semisecantes.
Al exponer esta sustancia al aire, el oxígeno ataca los extremos no saturados de la cadena de
hidrocarburos en los dobles enlaces, CH=CH-.
Como consecuencia de ello se forma un óxido o éter, y los enlaces cruzados entre las moléculas forman
una macromolécula insoluble:
Dr. Jorge Efrén Silva Y.
19. Ingeniería Agroindustrial – Décimo semestre – Ingeniería Química - ESPOCH
CH CH CH CH
O2 O O
CH CH CH CH
El aceite secante es, por tanto, un monómero cuando está en la lata y se convierte en un polímero
después de aplicarse a una superficie expuesta al aire.
O
H2C O C C7H14 CH CH CH2 CH CH C5H11
O
HC O C C7H14 CH CH CH2 CH CH C5H11
O O O
H2C O C C7H14 CH CH CH2 CH CH C5H11
O O O
H2C O C C7H14 CH CH CH2 CH CH C5H11
O
HC O C C7H14 CH CH CH2 CH CH C5H11
O
H2C O C C7H14 CH CH CH2 CH CH C5H11
Dr. Jorge Efrén Silva Y.