3. Inhalt Seite
1. Hinweise zur Sicherheit 2
1.1 Bestimmungsgemäßer Gebrauch 2
1.2 Verwendete Sicherheitssymbole und ihre Bedeutung 2
1.3 Hinweise zur Sicherheit von Mensch und Gerät 2
2. Technische Daten 4
3. Funktion des Gerätes 5
3.1 Gerätebeschreibung 5
3.2 Aufstellen der Maschine 6
3.3 Inbetriebnahme 7
3.4 Maßnahmen zur Vorbereitung der Schweißung 7
3.5 Schweißung 8
Herstellung von Segmentbögen ∅ 90 - 315 mm
3.6 9
Herstellung von T-Stücken mit 90° Abgang ∅ 90 - 250 mm
3.7 9
3.8 Bedienung elektronischer Temperaturregler 10
3.9 Bedienung elektronischer Kurzzeitmesser (Timer) 11
3.10 Hand-Automatik Umschalter – OK-Taste 11
3.11 Automatisches Schweißen 12
3.11.1 Bedienung und Durchführung eines automatischen Schweißablaufs 12
3.11.2 Personen- Projektbezogene Daten 12
3.11.3 Materialbezogene Daten 12
3.11.4 Umgebungsbedingungen 14
3.11.5 Fräsvorgang 14
3.11.6 Bewegungsdruckmessung 15
3.11.7 Angleichen 15
3.11.8 Anwärmen 16
3.11.9 Umstellen 16
3.11.10 Druckaufbau 16
3.11.11 Fügen / Abkühlen 17
3.12 Druckeinstellung, Bedienung Steuerhebel 17
3.13 Außerbetriebnahme 18
3.14 Allgemeine Anforderungen 18
3.15 Wichtige Hinweise zu den Schweißparametern 18
4. Pflege und Wartung 18
4.1 Wartungsvorschriften 18
4.2 Maschinen- und Werkzeugpflege 19
4.3 Schmierplan 20
5. Entsorgung 20
6. CE-Konformitätserklärung 20
7. Elektroschaltpläne s. Anhang 1
8. Schweißtabellen s. Anhang 2
9. Gewährleistung s. Anhang 3
1
4. 1. Hinweise zur Sicherheit
1.1 Bestimmungsgemäßer Gebrauch
Die ROWELD P315W3 digital ist nur für das Herstellen von Schweißverbindungen von PE - und PP Rohren,
mit einem Außendurchmesser von 90-315 mm, zu verwenden
1.2 Verwendete Sicherheitssymbole und ihre Bedeutung
Es besteht bei Nichtbeachtung der Sicherheitshinweise Gefahr für das Leben und die Gesundheit
von Personen.
Es besteht bei Nichtbeachtung der Sicherheitshinweise eine mögliche gefährliche Situation, die
Verletzungen oder Sachbeschädigungen zur Folge haben kann.
Dieses Symbol weist auf wichtige Hinweise für den sachgerechten Umgang mit der Maschine hin.
Das Nichtbeachten dieser Hinweise kann zu Störungen an der Maschine oder in der Umgebung
führen.
1.3 Hinweise zur Sicherheit von Mensch und Gerät
Halten Sie Ihren Arbeitsbereich in Ordnung. Unordnung ergibt Unfallgefahr!
Berücksichtigen Sie Umgebungseinflüsse. Setzen Sie Elektrowerkzeuge nicht dem Regen
aus. Benutzen Sie Elektrowerkzeuge nicht in feuchter oder nasser Umgebung. Sorgen Sie für gute
Beleuchtung. Benutzen Sie Elektrowerkzeuge nicht in Nähe von brennbaren Flüssigkeiten oder
Gasen!
Schützen Sie sich vor elektrischem Schlag. Vermeiden Sie Körperberührungen mit geerdeten
Teilen, z.B. Rohre, Heizkörper, Herde, Kühlschränke!
Halten Sie Kinder fern. Lassen Sie andere Personen nicht das Werkzeug oder Kabel berühren,
halten Sie sie von Ihrem Arbeitsbereich fern.
Bewahren Sie Ihre Werkzeuge sicher auf. Unbenutzte Werkzeuge sollten in trockenem,
verschlossenem Raum und für Kinder nicht erreichbar aufbewahrt werden.
Überlasten Sie Ihr Werkzeug nicht. Sie arbeiten besser und sicherer im angegebenen
Leistungsbereich.
Benutzen Sie das richtige Werkzeug. Verwenden Sie keine zu schwachen Werkzeuge oder
Vorsatzgeräte für schwere Arbeiten. Benutzen Sie Werkzeuge nicht für Zwecke und Arbeiten,
wofür Sie nicht bestimmt sind, z.B. benutzen Sie keine Handkreissäge, um Bäume oder Äste zu
schneiden.
Tragen Sie geeignete Arbeitskleidung. Tragen Sie keine weite Kleidung oder Schmuck. Sie
können von beweglichen Teilen erfasst werden. Bei Arbeiten im Freien sind Gummihandschuhe
und rutschfestes Schuhwerk empfehlenswert. Tragen Sie bei langen Haaren ein Haarnetz.
Benutzen Sie eine Schutzbrille. Verwenden Sie eine Atemmaske bei Staub erzeugenden
Arbeiten.
2
5. Zweckentfremden Sie nicht das Kabel. Tragen Sie das Werkzeug nicht am Kabel und
benutzen Sie es nicht, um den Stecker aus der Steckdose zu ziehen. Schützen Sie das Kabel vor
Hitze, Öl und scharfe Kanten.
Sichern Sie das Werkstück. Benutzen Sie Spannvorrichtungen oder Schraubstock, um das
Werkstück festzuhalten. Es ist damit sicherer gehalten, als mit Ihrer Hand und ermöglicht die
Bedienung der Maschine mit beiden Händen.
Überdehnen Sie nicht Ihren Standbereich. Vermeiden Sie abnormale Körperhaltungen.
Sorgen Sie für sicheren Stand und halten Sie jederzeit das Gleichgewicht.
Pflegen Sie Ihre Werkzeuge mit Sorgfalt. Halten Sie Ihre Werkzeuge scharf und sauber, um
gut und sicher zu arbeiten. Befolgen Sie die Wartungsvorschriften und Hinweise für
Werkzeugwechsel. Kontrollieren Sie regelmäßig den Stecker und das Kabel und lassen Sie diese
bei Beschädigung von einem anerkannten Fachmann erneuern. Kontrollieren Sie
Verlängerungskabel regelmäßig und ersetzen Sie beschädigte. Halten Sie Handgriffe trocken und
frei von Öl und Fett.
Ziehen Sie den Netzstecker. Bei Nichtgebrauch, vor Wartung und beim Werkzeugwechsel,
wie z.B. Sägeblatt, Bohrer und Maschinenwerkzeugen aller Art.
Lassen Sie keine Werkzeugschlüssel stecken. Überprüfen Sie vor dem Einschalten, dass die
Schlüssel und Einstellwerkzeuge entfernt sind.
Vermeiden Sie unbeabsichtigten Anlauf. Tragen Sie keine an das Stromnetz angeschlossene
Werkzeuge mit dem Finger am Schalter. Vergewissern Sie sich, dass der Schalter beim Anschluss
an das Stromnetz ausgeschaltet ist.
Verlängerungskabel im Freien. Verwenden Sie im Freien nur dafür zugelassene und
entsprechend gekennzeichnete Verlängerungskabel.
Seien Sie stets aufmerksam. Beobachten Sie Ihre Arbeit. Gehen Sie vernünftig vor.
Verwenden Sie das Werkzeug nicht, wenn Sie unkonzentriert sind.
Kontrollieren Sie Ihr Gerät auf Beschädigung. Vor weiteren Gebrauch des Werkzeuges die
Schutzeinrichtungen oder leicht beschädigten Teile sorgfältig auf ihre einwandfreien und
bestimmungsgemäße Funktion überprüfen. Überprüfen Sie, ob die Funktion beweglicher Teile in
Ordnung ist, ob sie nicht klemmen oder ob Teile beschädigt sind. Sämtliche Teile müssen richtig
montiert sein und alle Bedingungen erfüllen, um den einwandfreien Betrieb des Gerätes zu
gewährleisten. Beschädigte Schutzvorrichtungen und Teile sollen sachgemäß durch eine
Kundendienstwerkstatt repariert oder ausgewechselt werden, soweit nichts anderes in den
Bedienungsanleitungen angegeben ist. Beschädigte Schalter müssen bei einer
Kundendienstwerkstatt ersetzt werden. Benutzen Sie keine Werkzeuge, bei denen sich der
Schalter nicht ein- und ausschalten lässt.
Achtung. Zu Ihrer eigenen Sicherheit benutzen Sie nur Zubehör und Zusatzgeräte, die in der
Bedienungsanleitung angegeben oder vom Werkzeug-Hersteller empfohlen oder angegeben
werden. Der Gebrauch anderer als in der Betriebsanleitung oder im Katalog empfohlener
Einsatzwerkzeuge oder Zubehör kann eine persönliche Verletzungsgefahr für Sie bedeuten.
Lassen Sie Ihr Elektrowerkzeug durch eine Elektrofachkraft reparieren.
ROTHENBERGER Elektrowerkzeuge entsprechen den einschlägigen Sicherheitsbestimmungen.
Reparaturen dürfen nur durch eine Elektrofachkraft ausgeführt werden, andernfalls können
Unfälle für den Benutzer entstehen.
3
7. 3. Funktion des Gerätes
3.1 Gerätebeschreibung
Die ROWELD P 315 W3 digital ist eine kompakte, Heizelement-Stumpfschweißmaschine, die speziell für den
Einsatz im Werkstattbereich konzipiert wurde.
Durch die Vielseitigkeit der Schweißmaschine „Typ ROWELD“ können die folgenden Schweißverbindungen von
PE -, PP - und PVDF - Rohren mit Außendurchmesser von 90 - 315mm sicher hergestellt werden:
I. Rohr - Rohr
II. Rohr - Rohrbogen
III. Rohr - T - Stück
IV. Rohr - Vorschweißbund
V. Segment - Rohrbögen
VI. T-Stücke
Die Maschine besteht im Wesentlichen aus:
Grundmaschine, Grundspannwerkzeugen 315mm für Rohr, Reduktionsspanneinsätzen, Fräseinrichtung und
Heizelement.
Beim Verschweißen von Rohrbögen ist das als Zubehör erhältliche Fitting-Spannwerkzeug 5.5879 links bzw.
5.5870 rechts und die entsprechenden Reduktionsspanneinsätze zu verwenden.
Beim Verschweißen von Vorschweißbunden ist die als Zubehör erhältliche 4 - Backen - Spannscheibe 5.5880 zu
verwenden.
Zum Herstellen von T-Stücken ist die T-Stück-Spannvorrichtung 5.5227 zu verwenden.
Die Schweißmaschine darf nur von hierzu berechtigten und angemessen qualifizierten
Fachkräften z.B. gemäß DVS 2212 Teil 1 bedient werden.
Die Maschine darf nur von ausgebildeten und autorisierten Bedienern benutzt
werden!
5
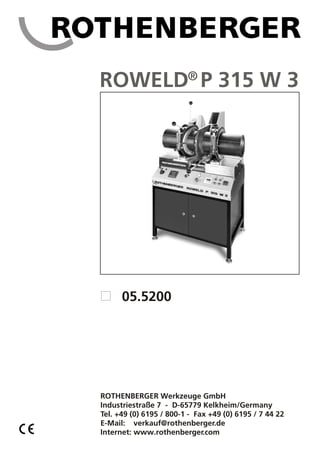
8. 1 Fräseinrichtung
2 Grundspannwerkzeug
3 Heizelement
4 Steuerhebel
7 Manometer
8 Druckeinstell-Potentiometer
9 Not-Aus
10 Kurzzeitmesser
11 Schalter für Fräseinrichtung
12 Schalter für Heizung
13 Temperaturregler
14 Hand/Automatik-Umschalter –OK-Taste
3.2 Aufstellen der Maschine
Maschine auf Hallenboden stellen, und durch Drehen der Maschinenfüße einnivellieren.
ACHTUNG: Alle Maschinenfüße müssen fest auf dem Boden stehen. Nach dem Ausrichten die
Maschinenfüße mit der Sechskantmutter kontern.
6
9. 3.3 Inbetriebnahme
Die Netzleitung mit Kragenstecker an die Stromversorgung 400V∼3 Phasen 50 Hz,16 A anschließen.
Kapitel quot;Hinweise zur Sicherheitquot; beachten!
Hauptschalter an der Rückseite der Maschine einschalten (ON), NOT-AUS – Taster entriegeln,
Steuerungsfreigabe – Taster drücken (Kontrolllampe „weiß“ im Taster leuchtet).
Die Steuerung lässt sich nur einschalten, wenn sich der Steuerhebel in Neutral-Stellung befindet.
Drehrichtung des Netzanschlusses prüfen! (Werkseitig ist die Maschine rechtsdrehend angeklemmt).
Fräseinrichtung einschwenken und einschalten.
Die Hobelscheiben müssen in Schneidrichtung laufen. Wenn die Drehrichtung nicht stimmt, die Steckdose von
einer Elektrofachkraft überprüfen und gegebenenfalls ändern lassen.
Hinweis: Bei falscher Drehrichtung nicht das Hydraulikaggregat einschalten.
Verletzungsgefahr! Während der Inbetriebnahme der Fräseinrichtung nicht in die laufenden
Messer greifen. Die Funktionsfähigkeit des Sicherheitsschalters in der Fräseinrichtung muss
jederzeit gewährleistet sein, um ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu
vermeiden.
Gewünschte Schweißtemperatur am Temperaturregler einstellen (siehe Pkt. 3.3.5 Temperaturregler).
Vorschriften des jeweiligen Landes beachten (in Deutschland gemäß DVS-Blätter).
Heizelement einschalten (Last).
Der Regler wird bereits durch Einschalten der Steuerung aktiviert (z.B. zur Restwärmeanzeige!).
Die Heizung muss explizit zugeschaltet werden.
Verbrennungsgefahr ! Das Heizelement kann eine Temperatur von ca. 300° C erreichen und
ist unmittelbar nach Gebrauch in den dafür vorgesehenen Schutzkasten zurückzuschwenken.
3.4 Maßnahmen zur Vorbereitung der Schweißung
Bei Rohren die kleiner als 315 mm sind, die Reduktions-Spanneinsätze (4 Alu- Halbschalen) des zu
verarbeitenden Rohrdurchmessers mit den beiliegenden Senkschrauben in die Grundspannwerkzeuge
montieren.
Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtung einlegen und die
Messingmuttern an den Spannwerkzeugen festziehen. Hierbei sollten die Rohre so eingespannt werden, dass
die Fräseinrichtung problemlos eingeschwenkt werden kann und die Rohre ungefähr im gleichen Abstand über
die Grundspannelemente hinausragen.
Zum Spannen von Formstücken wird ein Spannwerkzeug für Fittings (Zubehör) gegen ein Grundspannelement
ausgetauscht.
Quetschgefahr ! Beim Zusammenfahren der Spannwerkzeuge und Rohre grundsätzlich sicheren
Abstand zur Maschine halten.
7
10. Die Fräseinrichtung zwischen die zu verschweißenden Rohre einschwenken und auf der Führungsstange
sichern. Fräseinrichtung einschalten. Durch Betätigen des Steuerhebels die Rohrenden gefühlvoll gegen die
rotierenden Messer der Fräseinrichtung fahren. Der Anpressdruck lässt sich stufenlos am Druckeinstellventil
einstellen.
Nachdem der Hobelspan ununterbrochen aus dem Fräser austritt, den Druck am Druckeinstell-Potentiometer
reduzieren und Maschine mit dem Steuerhebel auseinander fahren. Fräseinrichtung ausschalten und in die
Ausgangsstellung zurückschwenken.
Durch Zusammenfahren der Rohrenden prüfen, ob die Schweißflächen parallel und axial sind. Der Versatz
zwischen den Rohren darf (gem. DVS) nicht größer 10% der Wanddicke der Rohre und der max. Spalt zwischen
den Planflächen nicht größer als 0,5mm sein. Kleine Unrundheiten der Rohre können durch Festziehen oder
Lösen der Messingmuttern ausgeglichen werden. Nach dem Lösen der seitlich an
der Maschine angebrachten Klemmschrauben ist es möglich, die Querschlitten vor- und zurückzubewegen.
Dadurch kann ein exaktes Anpassen zum gegenüberliegenden Rohr vorgenommen werden. Nach einem
eventuellen Ausrichten der Rohrenden muss der Fräsvorgang wiederholt werden. Mit einem sauberen
Werkzeug (z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
Bitte beachten:
Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit den Händen berührt
werden und müssen frei von jeglicher Verschmutzung sein.
Prüfen, ob das Heizelement seine Betriebstemperatur erreicht hat (Istwertanzeige, grüner Balken).
BITTE BEACHTEN!
Um eine gleichmäßige Wärmeverteilung über das gesamte Heizelement zu gewährleisten ist es notwendig,
nachdem die Temperatur erreicht ist, eine Wartezeit von min. 10 Minuten einzuhalten. Es wird empfohlen, die
Temperatur mittels geeigneten Oberflächen-Temperaturmessgerätes zu überprüfen.
3.5 Schweißung
Bewegungsdruckmessung
Während dem Zusammenfahrens der Werkstückenden ist auf dem Druckregler (obere Anzeige) der
Werkstückbewegungsdruck (Schleppdruck) abzulesen. Als Werkstückbewegungsdruck (Schleppdruck)
bezeichnet man den minimalsten Druck, der notwendig ist, um das Werkstück - abhängig von Länge und
Gewicht - axial zu bewegen.
Dieser ermittelte Wert ist dem Angleich-, Anwärm- und Fügedruck hinzuzurechnen.
Maschine wieder auffahren.
Das Heizelement zwischen die beiden Werkstücke einschwenken.
Die Werkstückenden durch Drücken des Steuerhebels zusammenfahren und den Solldruck (mittlere Anzeige)
den Angleichdruck einstellen.
Wurde die geforderte Wulsthöhe aufgebaut, den Druck auf Anwärmdruck einstellen und den Timer aktivieren.
Hierbei ist darauf zu achten, dass die Werkstückenden nicht den Kontakt zum Heizelement verlieren.
Nachdem die entsprechende Anwärmzeit abgelaufen ist, werden die Werkstücke auseinander gefahren und das
Heizelement ausgeschwenkt. Nun müssen die Werkstückenden wieder zusammen gefahren werden, wobei der
Fügedruck zügig auf den benötigten Wert gesteigert wird.
Aktivieren des Timers mit der Abkühlzeit
Nach Ablauf der Abkühlzeit den Steuerhebel in Mittelstellung bringen. Die verschweißten Werkstücke
ausspannen und Maschine auseinander fahren.
8
11. Herstellung von Segmentbögen ∅ 90 - 315 mm
3.6
Die vordere und hintere Schraube am Fuß des Grundspannwerkzeuges lösen. Werkzeug um die gewünschte
Gradzahl drehen und Schrauben wieder anziehen.
Rohre auf die gewünschte Gehrung sägen und in die Grundspannwerkzeuge spannen.
Beim Fräsen der Rohrenden darauf achten, dass die Rohre mittig auf die Fräserscheiben treffen.
Einstellungsmöglichkeit durch lösen der seitlichen Klemmschrauben und verschieben der Querschlitten in der
Schwalbenschwanzführung.
Achtung! Dem Segmentbogen entsprechende Drucktabelle verwenden.
Herstellung von T-Stücken mit 90° Abgang ∅ 90 - 250 mm
3.7
Seitliche Klemmschrauben an den Tischen lösen und beide Grundspannwerkzeuge aus den Führungen nehmen.
Die T-Stück-Spannvorrichtung montieren. Den Querschlitten mit den doppelten spitzen Rohraufnahmen in die
rechte Führung, den Querschlitten mit der einfachen schrägen Rohraufnahme in die linke Führung einsetzen.
Gegebenenfalls Reduktions-Spanneinsätze für die entsprechende Rohrdimension einsetzen.
Rohre auf 45° Gehrung sägen und gemäß Zeichnung in Spannvorrichtung spannen.
Beim Fräsen darauf achten, dass die Rohrenden mittig auf die Fräserscheiben treffen.
Achtung! Drucktabelle für 90° verwenden. Ansonsten Verfahren wie bei gerader beziehungsweise
Segmentschweißung.
Geschweißten Rohrwinkel ausspannen und die Spitze kurz vor Mitte der Rohre (so das noch genügend Material
übrig bleibt, um mit dem Fräser eine Anpassung an das andere Rohr zu erzielen) absägen.
9
12. Diesen abgesägten Rohrwinkel in die beiden rechten, spitzen Spannvorrichtungen spannen. Ein drittes 45°
schräg gesägtes Rohr in die linke Spannvorrichtung spannen.
Rohrstücke durch verschieben in den Querschlitten ausrichten und durch Abfräsen aneinander anpassen.
Die beiden Rohrstücke gemäß der Drucktabelle 90° verschweißen.
3.8 Bedienung elektronischer Temperaturregler
Die Schweißmaschine ist mit einem digitalen Temperaturregler Typ 400 ausgestattet.
Der digitale Temperaturregler ist werkseitig optimal konfiguriert und eingestellt. Zur Temperatureinstellung
muss lediglich die F Taste gedrückt werden bis die Anzeige „_SP“ zeigt. Jetzt kann die Solltemperatur im
Bereich von 0-280°C mit den Pfeiltasten verändert werden.
Werden keine weiteren Tasten gedrückt, zeigt die Anzeige wieder die Ist-Temperatur, der Regler stellt
automatisch die neu gewählte Temperatur ein. Solange die Ist-Temperatur geringer ist, als die eingestellte
Solltemperatur blinkt der rote Pfeil (low). Ist die Ist-Temperatur größer blinkt der rote Pfeil (high). Entspricht der
eingestellte Sollwert dem Istwert, leuchte der grüne Balken. Sollte die tatsächliche Oberflächentemperatur am
Heizelement nicht dem angezeigten Istwert entsprechen, so kann ein „Offset“ eingegeben werden. Dazu
F Taste gedrückt halten, bis „InP“ im Display erscheint (ca.7sek); F Taste loslassen. Danach F
Taste so oft tippen, bis „oFS“ erscheint. Diesen Wert dann entsprechend anpassen. Zum abschließen der
Änderung F Taste so lange drücken, bis der Istwert wieder angezeigt wird.
Achtung! Alle anderen Parameter sollten nicht verändert werden.
10
13. Werkseinstellung:
Menü „CFG“ Menü „InP“ Menü „Out“ Menü „PAS“
„S.tu“ 0 oder 1 „Ctr“ 6 „AL.n“ 0 „Prot“ 32
„h.Pb“ 1.5 „tYP“ 16 „r.o.1“ 0
„h.lt“ 1.21 „FLt“ 0.1 „r.o.2“ 0
„h.dt“ 0.3 „FLd“ 0.5 „Ct.1“ 10
„h.P.H“ 100 „dP.S.“ 0 „Ct.2“ 10
„rst“ 0 „Lo.S“ 0 „rEL.“ 0
„P.rE“ 0 „HI.S“ 300
„SoF“ 0 „oFS“ xx
„Lb.t“ 0 „HI.A“ 0
„Lb.P“ 25 „Lo.L“ 0
„FA.P“ 0 „HI.L“ 280
Bem: Durch die Autotuning-Funktion können die Angaben unter CFG geringfügig abweichen.
Sollten größere Regelschwingungen auftreten, so kann die Autotuning-Funktion bei kaltem Heizelement
aktiviert werden (Im Menü CFG den Punkt „S.tu“ auf 2 einstellen; Rückstellung auf 0 erfolgt automatisch).
3.9 Bedienung elektronischer Kurzzeitmesser (Timer)
Bei Erstinbetriebnahme:
Transportsicherung am Batteriefach (roter Kunststoff) entfernen, Schutzfolie entfernen.
Gewünschte Laufzeiteinstellung:
1. Timer Nullen, dazu den Knopf „M“ und „S“ gleichzeitig drücken.
2. Knopf „M“ drücken, um die Minuten einzustellen.
3. Knopf „S“ drücken, um die Sekunden einzustellen.
(Piepton hörbar)
Timer ein-/ausschalten
1. Wenn die gewünschte Zeit eingestellt ist, Knopf „START/STOP“ einmal drücken. Die Laufzeit beginnt,
dabei blinken die Anzeigen M und S
Signal, Speicherabruf
1. Wenn die Zeit abgelaufen ist, ertönt für 30sek ein Summer-Alarm.
2. Zum erneuten Aufrufen der eingestellten Zeit Knopf „START/STOP“ einmal drücken.
Batteriewechsel
1. Batteriefach öffnen.
2. Alte Batterie entfernen (Achtung! Fachgerecht entsorgen).
3. Neue Knopfzellenbatterie Typ G-13, 1,5V mit dem Positivpol „+“ nach oben einlegen.
4. Batteriefach schließen.
3.10 Hand-Automatik Umschalter – OK-Taste
Die Schweißmaschine kann sowohl im Automatik-, als auch im Handbetrieb benutzt werden. Steht der
Umschalter auf Handbetrieb, können alle Aktionen manuell bedient werden: Auf-Zufahren, Temperaturvorwahl,
Fräser Ein/Aus usw.
Steht der Umschalter auf Automatik (DATALINE muss angeschlossen sein) arbeitet die Maschine als CNC-
Halbautomat. Hierbei haben die verschiedenen Taster (Fräser, Heizung) sowie der Temperaturregler keine
Funktion. Alle Aktionen werden vom DATALINE gesteuert.
11
14. 3.11 Automatisches Schweißen
3.11.1 Bedienung und Durchführung eines automatischen Schweißablaufs
Durch Drücken der ENTER-Taste (der Cursor steht bereits an oberer Position) im Hauptmenü bzw. durch
Drücken des ersten Buchstaben des gewünschten Menüpunktes (hier –S-) oder durch Drücken der OK-Taste an
der CNC-Basis-Steuerung wird ins Programm Schweißen umgeschaltet.
3.11.2 Personen- Projektbezogene Daten
Als erstes werden die personen- und projektbezogenen Daten angezeigt.
Schweisser/Code
SCHWEISSER 1
S1
Protokoll Nr.: 1
Naht Nr. : 1
Projekt/Auftrag
PROJEKT 1
P1
Müssen keine Änderungen durchgeführt werden, wird die ENTER-Taste oder die OK-Taste gedrückt.
Schweißer/Code ändern:
Sollten jedoch die Personen oder Projekt Daten geändert werden, so muss die ESC-Taste gedrückt werden. Der
Cursor springt nun in Zeile 2, wo ein neuer Schweißername/Code eingegeben werden kann. Durch Drücken der
ENTER-Taste springt der Cursor jeweils eine Zeile weiter.
Bevor direkte Eingaben durchgeführt werden, kann mit den Hauptauswahltasten die interne
Speicherfunktion genutzt werden. (Siehe Interne Eingabe Speicherfunktion 3.5).
Es sollte vorab vereinbart werden, in welcher Form freie Texteingaben eingetragen werden, dies erleichtert die
späteren Protokoll-Funktionen.
Nahtnummer ändern:
Hier kann die Nahtnummer als freie Eingabe oder mit den Haupt-Auswahltasten eingegeben werden.
Die Nahtnummer sollte Projekt/Code bezogen eingesetzt werden.
Nach einem erfolgreich protokollierten Schweißvorgang wird die Nahtnummer automatisch erhöht.
Protokollnummer:
Diese Nummer dient der eindeutigen Bezeichnung eines Protokolls. Die Protokollnummer kann nicht geändert
werden, sie erhöht sich sowohl bei fehlerhaften, als auch bei fehlerfreien Schweißungen. Die Protokollnummer
bezeichnet auch den Dateinamen bei zum PC-übertragenen Daten.
Projekt/Auftrag ändern:
Hier kann das Projekt/Code als freie Eingabe oder mit den Haupt-Auswahltasten eingegeben werden. (Siehe
Interne Eingabe Speicherfunktion)
3.11.3 Materialbezogene Daten
Als nächstes werden die material bezogen Daten angezeigt.
Material : PE-100
Aussendurchm. : 160
Wanddicke : 9.1
SDR : 17.6
Verbindung : R/R
Laenge : 12
Winkel : 0
CH.Nr. 01234/0101
12
15. Müssen keine Änderungen durchgeführt werden, wird die ENTER-Taste gedrückt.
Material ändern:
Nach Drücken der ESC- Taste können Änderungen durchgeführt werden. Der Cursor springt dabei in die erste
Zeile. Mit den Haupt-Auswahltasten (nach unten/oben) wird das Material ausgewählt.
Es kann nur ein gespeichertes Material ausgewählt werden. Sollte das gewünschte Material nicht
darunter sein, siehe Einstellen (3. Ebene) Rohrmaterialien.
Außendurchmesser ändern:
Durch Bestätigung der Eingabe mit der ENTER-Taste springt der Cursor in die nächste Zeile. Mit Hilfe der
Haupt-Auswahltasten kann der gewünschte Aussendurchmesser angewählt bzw. als freie Eingabe eingetragen
werde. Dabei ändern sich auch die Wanddicke in Abhängigkeit der gewählten SDR.
Wanddicke ändern:
Durch Bestätigung mit der ENTER-Taste springt der Cursor in die nächste Zeile. Hier kann die Wanddicke
ebenfalls mit den Haupt-Auswahltasten oder als freie Eingabe eingestellt werden. Wird die Auswahl mit den
Haupt-Auswahltasten durchgeführt, so ändert sich auch die SDR. Wird eine freie Eingabe gemacht, zu der
keine SDR passt, wird in der SDR-Zeile -.— angezeigt. Eine direkte Eingabe der SDR ist nicht möglich.
Verbindung ändern:
Mit Hilfe der Haupt-Auswahltasten kann die durchgeführte Verbindungsart der Schweißung ausgewählt
werden. Es sind keine freien Eingaben möglich. Hinweis: Die Verbindung R/R bezeichnet eine ROHR an ROHR
Schweißung. (Dient nur zur Information z.B. als Trassierungshilfe).
Länge ändern:
Hier kann die angeschweißte Rohrlänge als freie Eingabe eingetragen werden. Die Maßeinheit ist dabei frei (m,
cm ...), es sollte sich jedoch vorab auf ein System der Eingaben geeinigt werden. (Dient nur zur Information z.B.
als Trassierungshilfe).
Winkel ändern:
Ist eine Schweißmaschine ausgewählt, welche die Möglichkeit bietet, Segmentwinkel anzufertigen, kann hier
dieser Gesamtwinkel des Segmentteiles eingegeben werden.
Diese Eingabe hat einen entscheidenden Einfluss auf die errechneten Schweißparameter. Wenn
das Segment angefertigt ist, sollte sofort wieder auf den alten Wert zurück gestellt werden.
Schweißparameter ändern:
Sind bei den ersten drei Eingabemöglichkeiten bzw. bei der Winkeleingabe Änderungen durchgeführt worden,
so werden jetzt alle relevanten Schweißparameter berechnet und in einem extra Bildschirm angezeigt. Hier
muss jeder einzelne Schweißparameter mit der ENTER-Taste bestätigt werden. Sollten die Parameter nicht
denen der Rohrhersteller entsprechen, so können diese geändert eingegeben werden. Wird jedoch min. ein
Parameter geändert, so erhält das Protokoll den Hinweis : Parameter nicht nach NORM Nr./Datum.
Entsprechende Ergänzungen können in der Bemerkungszeile eingetragen werden.
Bei den Schweißparametern wird die Heizelementtemperatur angezeigt. Die Einstellung am
Heizelement sollte bereits jetzt auf den evtl. geänderten Wert nachgestellt werden, um spätere
Wartezeiten zu vermeiden.
Charge ändern:
Hier kann die Rohrcharge, Herstellungsnummer, Teilenummer o.ä. eingetragen werden. (Dient nur zur
Information z.B. zur Rückverfolgung).
13
16. 3.11.4 Umgebungsbedingungen
Als nächstes werden die Umgebungsbedingungen angezeigt.
Witterung:
sonnig
Schutzmassnahmen:
keine
Bemerkungen:
BEMERKUNG 1
Müssen keine Änderungen durchgeführt werden, wird die ENTER-Taste oder die OK-Taste gedrückt.
Witterung ändern:
Durch drücken der ESC-Taste erscheint der Cursor in der 2. Zeile. Mit den Haupt-Auswahltasten kann das
aktuelle Wetter (gemäß Wetterschlüssel DVS) ausgewählt werden.
Schutzmaßnahmen ändern:
Mit Hilfe der Hauptauswahltasten können hier die angewandten Schutzmaßnahmen (gemäß
Schutzmaßnahmenschlüssel DVS) ausgewählt werden.
Bemerkung ändern:
Hier kann in freier Eingabe ein Zusatz zum gespeicherten Protokoll eingegeben werden (z.B. Hinweise zu evtl.
manuell geänderten Parametern usw.). Dieser Zusatz kann auch nach Beendigung der Schweißung geändert,
gelöscht oder neu eingegeben werden.
Bei Serienschweißungen unter den jeweils gleichen Bedingungen müssen diese Eingaben nur
einmal durchgeführt werden. Danach kann Bildschirmweise mit der ENTER-Taste weiter
geschaltet werden.
3.11.5 Fräsvorgang
Hierbei müssen die zu verschweißenden Halbzeuge eingespannt sein (vgl. Einrichten). Den Fräser einsetzen und
einschalten. Darauf achten, dass der Fräser ordnungsgemäß arretiert ist.
Fräsvorgang
---------------------
Fräser einsetzen
Vorgang mit OK
Starten
---------------------
Durch drücken der OK-Taste wird der Fräsvorgang aktiviert. D.h. der Fräser startet und die Grundmaschine
schließt sich mit einem voreingestellten Druck. Sollte dieser Anpressdruck zu niedrig oder zu hoch sein, kann er
mit der Knebelwahltaste verändert werden. Knebel nach links Druck vermindern; Knebel nach rechts
Druck erhöhen.
Der Fräsvorgang wird durch drücken der OK-Taste beendet. Dabei wird der Anpressdruck auf Minimum gesetzt
die Maschine geöffnet und der Fräser ausgeschaltet. Der Fräser kann entnommen und im Einstellkasten
abgelegt werden.
Wird festgestellt, dass der Fräsvorgang wiederholt werden muss, so kann dies sofort geschehen, indem man
den Knebeltaster in Richtung auffahren drückt (neu Fräsen- auffahren). Das Programm springt zurück zum
Fräsvorgang.
14
17. 3.11.6 Bewegungsdruckmessung
Durch drücken der OK-Taste wird die Bewegungsdruckmessung durchgeführt.
Bewegungsdruck
---------------------
Fräser entfernen
Taste weiter
▓▓▓▓▓▓▓▓▓▓▓
▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓
neu Fräsen-auffahren
Bei der Bewegungsdruckmessung schließt sich die Grundmaschine und der Druck wird dabei kontinuierlich
erhöht. Verfährt die Grundmaschine dabei mit konstanter Geschwindigkeit (oberer Balken), wird der
Bewegungsdruck ermittelt. Der Fortschritt des Messvorgangs wird am unteren Balken angezeigt. Nach dem die
Grundmaschine vollständig geschlossen ist, wird ein Druck, welcher etwas über dem Angleichdruck liegt,
aufgebaut, um zu prüfen, ob die Rohrenden ordnungsgemäß eingespannt sind.
Sichtprüfung:
Nach dem Zusammenfahren der Werkstücke prüfen, ob die Schweißflächen plan, parallel und axial sind. Ist
dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen den
Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max. Spalt zwischen den
Planflächen nicht größer als 0,5 mm sein.
Wird festgestellt, dass der Fräsvorgang wiederholt werden muss, so kann dies geschehen, indem man den
Knebeltaster in Richtung auffahren drückt (neu Fräsen- auffahren). Das Programm springt zurück zum
Fräsvorgang.
3.11.7 Angleichen
Nach durchgeführter Bewegungsdruckmessung, Prüfung der Planparallelität und Versatz kann die
Grundmaschine wieder aufgefahren werden. Dazu wird die OK-Taste gedrückt und die Grundmaschine öffnet
sich automatisch. Jetzt wird das Heizelement eingesetzt bzw. eingeschwenkt. Durch nochmaliges Drücken der
OK-Taste schließt sich die Grundmaschine und der Angleichvorgang beginnt.
Sollte kein Heizelement eingesetzt sein, die Temperatur des Heizelementes oder die Umgebungstemperatur
nicht innerhalb der parametrieren Grenzen liegen wird eine entsprechende Gegenreaktion bzw. Meldung
durchgeführt / angezeigt.
Der Wulstaufbau wird über das Wegmesssystem überwacht und gesteuert.
Angleichvorgang
Druck Soll : 18.3
Druck Ist : 18.3
Wulsthöhe : 1.5
---------------------
▓▓▓▓▓▓▓▓▓▓▓
Sollte der Wulstaufbau beeinflusst werden müssen, so kann dies bei den Schweißparametern -
Punkt Verfahrweg manipuliert werden.
15
18. 3.11.8 Anwärmen
Nach dem Angleichvorgang schaltet die Steuerung automatisch in den Anwärmvorgang um. Hierzu wird der
Druck auf Anwärmdruck/2 reduziert.
Anwärmen
Anw.Druck(max): 2.4
Anw.Druck(ist): 1.2
Anw.Zeit(soll): 91
Anw.Zeit(ist) : 45
▓▓▓▓▓▓▓▓▓▓▓
Die Zeitnahme erfolgt automatisch.
3.11.9 Umstellen
Nach Ablauf der Anwärmzeit öffnet sich die Grundmaschine selbsttätig. Es ertönt kurz zuvor ein Signalton.
Beim Semi-Automat muss jetzt das Heizelement entnommen werden. Beim Voll-Automat schwenkt das
Heizelement automatisch aus.
Umstellen
---------------------
Heizelement entfernen
Umstellzeit(max): 7
Umstellzeit(ist): 3
▓▓▓▓▓▓▓▓▓▓▓
Die Grundmaschine schließt beim Umstellen sowohl in der Semi- als auch in der Voll-
Automatischen Version selbsttätig. Nach entfernen des Heizelements den Gefahrenbereich
unverzüglich verlassen.
3.11.10 Druckaufbau
Treffen die Rohrenden aufeinander ist der Umstellvorgang abgeschlossen und die Druckaufbauphase beginnt.
Druckaufbau
---------------------
Fügedruck einstellen
Fügedruck(soll): 18.3
Fügedruck (ist): 10.2
Aufbauzeit(max): 7
Aufbauzeit(ist): 3
▓▓▓▓▓▓▓▓▓▓▓
Der Druckaufbau wird über den Parameter RAMPE gesteuert und kann dort beeinflusst werden.
16
19. 3.11.11 Fügen / Abkühlen
Fuegen
---------------------
Fügedruck(soll): 18.3
FÜgedruck(ist) : 18.3
Fügezeit(soll) :13:00
Fügezeit(ist) : 6:23
▓▓▓▓▓▓▓▓▓▓▓
Beim Fügen muss über die gesamte Fügezeit der Fügedruck entsprechend den zulässigen, parametrierten
Toleranzen gehalten werden. Ist die Fügezeit abgelaufen, stoppt der Fügevorgang automatisch. Nach
Beendigung der Schweißung wird angezeigt, ob der Schweißvorgang erfolgreich war.
Schweissvorgang
fehlerfrei
Taste weiter
Mit der ENTER- oder OK- Taste springt das Programm zurück ins Hauptmenü. Wurden jedoch Abweichungen
zu den geforderten Schweißparametern erkannt, so erscheint eine Fehlerliste.
Schweissvorgang
fehlerhaft
Fehler 1.....
Fehler 2.....
Taste weiter
Die Fehlerliste kann sich auch über mehrere Bildschirmseiten erstrecken, die dann nacheinander zur Anzeige
kommen.
Nach dem Schweißvorgang kann es nötig sein eine Bemerkung einzugeben bzw. zu ändern.
Durch Drücken der ESC-Taste kann die Bemerkungszeile geändert werden. Es besteht aber auch
jederzeit die Möglichkeit die Bemerkungszeile zu ändern.
3.12 Druckeinstellung, Bedienung Steuerhebel
Der Steuerhebel verfügt über 4 Stellungen:
Mittelstellung: Hydraulik und Ventile ausgeschaltet.
Linksstellung: Auffahren der Maschine im Eilgang
Halb-Rechtsstellung: Druck halten (Stellung ist rastend)
Voll-Rechtsstellung: Eilgang zufahren (springt zurück in Halb-Rechts)
Durch Betätigung des Steuerhebels wird automatisch die Hydraulik eingeschaltet. Die Maschine bewegt sich in
die gewählte Richtung.
Im Eilgang kann die Maschine mit einem Druck von ca. 35bar verfahren werden. Dieser Druck wird im
Schaltkasten (R3) eingestellt (sollte nur bei Bedarf geändert werden).
Bem.: Beim Verfahren im Eilgang erfolgt keine Druckregelung. Erst in der Halb-Rechtstellung.
Vorgehensweise: Beim Zufahren der Maschine sollte der Eilgang genutzt werden. Unmittelbar vor dem
Zusammentreffen der Rohrenden sollte dann auf Druck halten zurück gestellt werden. Dann wird die
Druckregelung aktiviert und der Druck baut sich rampenförmig bis zum gewählten Wert auf. Wird zu früh in
Druck halten zurückgeschaltet, kann es vorkommen, dass der Druck übersteuert.
Die Solldruckvorwahl erfolgt über das Einstellpotentiometer.
17
20. 3.13 Außerbetriebnahme
Heizelement ausschalten.
Maschine am Hauptschalter ausschalten.
3.14 Allgemeine Anforderungen
Da Witterungs- und Umgebungseinflüsse die Schweißung entscheidend beeinflussen, sind unbedingt die
entsprechenden Vorgaben in den DVS - Richtlinien 2207 Teil 1, 11 und 15 einzuhalten. Außerhalb
Deutschlands gelten die entsprechenden nationalen Richtlinien.
( Die Schweißarbeiten sind ständig und sorgfältig zu überwachen !)
3.15 Wichtige Hinweise zu den Schweißparametern
Alle erforderlichen Schweißparameter wie Temperatur, Druck und Zeit sind den DVS - Richtlinien 2207 Teil 1,
11 und 15 zu entnehmen. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.
Im Einzelfall sind unbedingt die materialspezifischen Bearbeitungsparameter der Rohrhersteller einzuholen !
Die in den beigefügten Schweißtabellen genannten Schweißparameter sind Anhaltswerte, für die die Firma
ROTHENBERGER keine Gewähr übernimmt!
Die in den Schweißtabellen angegebenen Werte für den Angleich - und Fügedruck wurden nach folgender
Formel berechnet :
Schweißfläche ( cm² ) x Schweißfaktor
Druck ( bar ) =
Zylinderfläche ( cm² )
Schweißfaktor: PE = 1,5 PP = 1,0
Die Zylinderfläche der ROWELD P315W3 beträgt 8,04cm²
Bezug : Deutscher Verlag für Schweißtechnik DVS - Verlag GmbH. ,
Postfach 10 19 56, Aachener Str. 172, 40223 Düsseldorf 1,
Tel. : ( 0211 ) 15 10 56, Fax : ( 0211 ) 157 59 - 50
4. Pflege und Wartung
4.1 Wartungsvorschriften
Zur Erhaltung der Funktionsfähigkeit der Maschine sind folgende Punkte zu beachten:
• Die Führungsstangen müssen frei von Schmutz gehalten werden. Bei Beschädigungen an der Oberfläche
sind die Führungsstangen auszutauschen.
• Maschine darf nur mit der auf dem Typenschild angegebenen Spannung betrieben werden.
• Um einwandfreie Schweißergebnisse zu erhalten, ist es notwendig, das Heizelement sauber zu halten. Bei
Beschädigungen der Oberfläche muss das Heizelement neu beschichtet bzw. ausgetauscht werden.
Materialrückstände auf dem Heizspiegel vermindern die Antihafteigenschaften und sollten mit einem nicht
fasernden Papier und Spiritus entfernt werden.
• Der Ölstand des Hydraulikaggregates ist in regelmäßigen Abständen zu prüfen (der Ölstand sollte in Mitte
des Ölschauglas liegen). Gegebenenfalls ist Hydraulik - Öl HPLD – 22 (Art. Nr.: 05.3649) nachzufüllen.
• Das Hydraulik - Öl HPLD - 22 (Art. Nr.: 05.3649) ist alle 12 Monate zu wechseln.
18
21. • Um Funktionsstörungen zu vermeiden, ist das Hydraulikaggregat regelmäßig auf Dichtheit, festen Sitz der
Verschraubungen zu prüfen.
• Linearführungen halbjährlich nachfetten. Der Schmierkreis der Linearführung ist mit einem Schmierfett auf
Lithiumbasis gefüllt. Diesem ist ein extrem druckbeständiger Zusatzstoff beigefügt. Zwar handelt es sich
hierbei um qualitativ hochwertiges Schmierfett, die Qualität nimmt jedoch im Laufe der Zeit ab.
• Neues Schmierfett wird durch den Schmiernippel an der Stirnseite des Wagens eingefüllt. Es wird ein
qualitativ hochwertiges Schmierfett auf Lithiumbasis empfohlen.
• Die Fräseinrichtung ist mit zwei doppelseitig angeschliffenen Messern ausgerüstet. Bei nach lassender
Schnittleistung können die Messer gewendet bzw. durch neue ersetzt werden.
• Es ist stets darauf zu achten, dass die zu bearbeitenden Rohr - bzw. Werkstückenden insbesondere die
Stirnflächen frei von Verschmutzung sind, da sonst die Lebensdauer der Messer gravierend vermindert
wird.
4.2 Maschinen- und Werkzeugpflege
( Wartungsvorschriften beachten !)
• Scharfe und saubere Werkzeuge erzeugen bessere Arbeitsergebnisse und sind sicherer.
• Stumpfe, zerbrochene oder verloren gegangene Teile unverzüglich auswechseln. Prüfen, ob das Zubehör
sicher mit der Maschine verbunden ist.
• Bei Wartungsarbeiten nur Original - Ersatzteile verwenden. Reparaturen dürfen nur durch fachlich
qualifiziertes Personal ausgeführt werden.
• Bei Nichtbenutzung, vor Pflege- und Wartungsarbeiten und vor dem Wechseln von Zubehörteilen,
Maschinen vom Stromnetz trennen.
• Vor dem Wiederanschluss an das Stromnetz ist sicherzustellen, dass die Maschine und das
Zubehörwerkzeug ausgeschaltet sind.
• Bei Verwendung von Verlängerungskabeln sind diese auf ihre Sicherheit und Funktionsfähigkeit zu prüfen.
Es dürfen nur für den Außeneinsatz zugelassene Kabel verwendet werden.
• Nicht benutzen darf man Werkzeuge und Maschinen, wenn Gehäuse oder Handgriffe, besonders solche
aus Kunststoff, gerissen bzw. verzogen sind.
• Schmutz und Feuchtigkeit in solchen Rissen leiten den elektrischen Strom. Dies kann zu einem elektrischen
Schlag führen, falls im Werkzeug bzw. in der Maschine ein Isolationsschaden auftritt.
Anmerkung: Weiterhin verweisen wir auf die Unfallverhütungsvorschriften.
19
22. 4.3 Schmierplan
1 Hydrauliköl HLPD 22 (Art.Nr.: 05.3649) alle 12 Monate (bzw. 1000h)
2 Halbjährlich nachfetten Lithiumfett auf Mineralölbasis ISO VG 68- ISO VG 100
5. Entsorgung
Teile des Gerätes sind Wertstoffe und können der Wiederverwertung zugeführt werden. Hierfür stehen
zugelassene und zertifizierte Verwerterbetriebe zur Verfügung. Zur umweltverträglichen Entsorgung der nicht
verwertbaren Teile (z.B. Elektronikschrott)befragen Sie bitte Ihre zuständige Abfallbehörde
6. CE-Konformitätserklärung
Wir erklären in alleiniger Verantwortung, dass dieses Produkt mit den Bestimmungen der Richtlinien
89/392EWG; 73/23EWG übereinstimmt.
Für weitere Informationen wenden Sie sich bitte an die nachfolgende Adresse oder an eine der genannten
Tochtergesellschaften.
ROTHENBERGER Werkzeuge GmbH
Industriestraße 7
D- 65779 Kelkheim
20
23. Contenido Página
1. Avisos sobre seguridad 22
1.1 Uso adecuado 22
1.2 Símbolos de seguridad empleados y su significado 22
1.3 Avisos sobre seguridad de personas y aparato 22
2. Datos técnicos 24
3. Funcionamiento del aparato 25
3.1 Descripción del aparato 25
3.2 Colocación de la máquina 26
3.3 Puesta en servicio 27
3.4 Preparación de la soldadura 27
3.5 Soldadura 28
Producción de curvas segmentadas con ∅ 90 - 315 mm
3.6 29
Producción de piezas en T con salida de 90° ∅ 90 - 250 mm
3.7 29
3.8 Manejo del regulador de temperatura 30
3.9 Manejo del timer-contador (medidor electrónico de periodos cortos) 31
3.10 Interruptor manual automático – Botón OK 31
3.11 Soldadura automática 32
3.11.1 Manejo y guiado 32
3.11.2 Datos sobre las personas y proyectos 32
3.11.3 Datos sobre el material 32
3.11.4 Condiciones ambientales 34
3.11.5 Proceso de fresado 34
3.11.6 Medición de la presión de arrastre 35
3.11.7 Igualación 35
3.11.8 Calentamiento 36
3.11.9 Cambio 36
3.11.10 Formación de presión 36
3.11.11 Unión / Enfriamiento 37
3.12 Selección de presión, utilización de la palanca de control 37
3.13 Puesta fuera de servicio 38
3.14 Requisitos generales 38
3.15 Avisos importantes sobre los parámetros de soldadura 38
4. Limpieza y mantenimiento 38
4.1 Limpieza y mantenimiento 38
4.2 Limpieza de máquina y herramienta 39
4.3 Plano de engrase 40
5. Eliminación de desechos 40
6. Declaración de conformidad CE 40
7. Planos eléctricos ver anexo 1
8. Tablas de soldadura ver anexo 2
9. Garantía ver anexo 3
21
24. 1. Avisos sobre seguridad
1.1 Uso adecuado
La ROWELD P315W3 digital sólo debe utilizarse para la producción de uniones soldadas de tubería de PE-
PP con un diámetro exterior entre 90-315 mm
1.2 Símbolos de seguridad empleados y su significado
¡Este símbolo avisa de un peligro posiblemente amenazante para la vida y la salud
de las personas! ¡La no observancia de esta advertencia puede tener graves
consecuencias para la salud e incluso causar la muerte!
¡Este símbolo le advierte de una situación posiblemente peligrosa! ¡La no
observancia de esta indicación puede originar heridas personales leves o daños
materiales!
¡Este símbolo le da instrucciones importantes de cómo manejar el equipo
de forma adecuada! ¡La no observancia de estas instrucciones puede originar
averías en el equipo o en el entorno!
1.3 Avisos sobre seguridad de personas y aparato
Mantenga en orden su área de trabajo. ¡El desorden deriva en peligro de accidentes!
Considere las influencias de la intemperie. No exponga las herramientas eléctricas a la
lluvia. No utilice herramientas eléctricas en un ambiente húmedo o mojado. Garantice que haya
suficiente luz. ¡No utilice herramientas eléctricas cerca de líquidos inflamables o gases!
Protéjase de golpes eléctricos. ¡Evite contactos físicos con partes puestas en tierra, p.ej.
tubos, cocinas, neveras!
Mantenga a los niños lejos del alcance. No deje que otras personas toquen la herramienta o
el cable, manténgalos lejos de su área de trabajo.
Guarde sus herramientas en un lugar seguro. Las herramientas que no se van a utilizar
deberían ser guardadas en un lugar seco, cerrado y lejos del alcance de niños.
No sobrecargue su herramienta. Trabaja mejor y más seguro en el nivel de rendimiento
indicado.
Use la herramienta adecuada. No use herramientas o dispositivos de adaptación que sean
demasiado pesados. No use las herramientas para fines para los que no han sido diseñadas, por
ejemplo, no use sierras circulares manuales para cortar árboles o ramas.
Póngase la ropa de trabajo conveniente. No Ileve ropa ancha o joyas. Podrían ser asidos
por las piezas en movimento. Al efectuar trabajos al aire libre, se recomienda el uso de guantes y
de zapatos antideslizantes. Póngase una redecilla para el pelo si lo tiene largo.
Utilice gafas protectoras. Utilice una mascarilla respiratoria para trabajos que produzcan
polvo.
22
25. No utilice el cable indebidamente. No coja la herramienta por el cable y no lo utilice para
sacar la clavija del enchufe. Proteja el cable del calor, aceite y cantos agudos.
Fije bien la herramienta. Utilice dispositivos de tensado o pinzas para fijar la pieza bruta. De
esta manera está mejor fijada que con su mano y posibilita el manejo de la máquina con las dos
manos.
No sobreextienda su área de estabilidad. Evite posturas anormales. Asegure una
estabilidad y mantenga siempre el equilibrio.
Cuide debidamente sus herramientas. Mantenga afiladas y limpias sus herramientas para
trabajar bien y de manera segura. Preste atención a las disposiciones de mantenimiento y avisos
sobre recambio de herramientas. Controle regularmente la clavija y el cable y mande a un
especialista a cambiarlos en caso de daños. Controle regularmente los cables de prolongación y
sustituya los dañados. Mantenga las manijas secas y libres de aceite y grasa.
Retire la clavija de la red. En caso de no utilización, antes del mantenimiento y al recambiar
la herramienta, como p.ej. la hoja de sierra, la perforadora y las herramientas de máquina de
todo tipo.
No deje las llaves de herramienta puestas. Verifique antes de la conexión que las llaves y la
herramientas de ajuste hayan sido retiradas.
Evite una marcha inicial sin personal. No lleve ninguna herramienta conectada a la red
eléctrica con el dedo en el interruptor. Cerciórese de que el interruptor está desconectado al
conectarlo a la red eléctrica.
Cables de prolongación al aire libre. Utilice sólo cables de prolongación permitidos para ser
utilizados al aire libre y con una etiquetación correspondiente.
Esté siempre atento. Observe siempre su trabajo. Actúe de forma sensata. No utilice la
herramienta si no está concentrado.
Controle su aparato si está dañado. Verifique que los dispositivos de protección o las partes
ligeramente dañadas tienen un funcionamiento perfecto y apropiado antes de seguir utilizando la
herramienta. Verifique si el funcionamiento de las partes móviles está bien, si no están atascadas
o si las partes están dañadas. Todas las partes deben estar correctamente montadas y cumplir
todas las condiciones para garantizar el funcionamiento perfecto del aparato. Los dispositivos de
protección y partes dañadas deben ser reparados y sustituidos en un taller posventa mientras no
figure lo contrario en las instrucciones de manejo. Los Interruptores dañados deben ser
sustituidos en un taller posventa. No utilice herramientas en las cuales no se pueda conectar y
desconectar el interruptor.
Atención. Por su propia seguridad, utilice sólo accesorios y aparatos accesorios recomendados o
indicados en las instrucciones de manejo o por el fabricante de herramientas. El uso de otras
herramientas o accesorios puede ser un peligro de lesión para Vd.
Lleve a reparar su herramienta eléctrica a un electricista. Las herramientas eléctricas
ROTHENBERGER cumplen con las determinaciones de seguridad convencionales. Las reparaciones
sólo pueden ser realizadas por un electricista, en caso contrario pueden ocurrir accidentes al
usuario.
23
26. 2. Datos técnicos
Máquina base
: ∅ 90-315 mm
Gama de soldadura de tubo
Potencia de soldadura de tubo : PN 2,5 - PN 20
: 400V ∼ 3L - 4200W
Conexión eléctrica
Carrera máx. cilindro : 200 mm
Superficie del cilindro : 8,04 cm²
Caudal de la bomba : 0,65 / 1,95 l/min
Gama de presión : 3-90 bar (5-130 bar)
Aceite hidráulico : HLPD 22 (Art.Nr.: 05.3649)
Medidas : 980x800x1400
Fresadora
: 400V ∼ 3L - 750W
Conexión eléctrica
: 1400 min-1 / 193 min-1
RPM motor
: 29 min-1
RPM en vacío (disco fresadora)
Elemento calefactor
: 400V ∼ 3L - 3000W
Conexión eléctrica
Regulación de temperatura : electrónica
Superficie : 430x350mm
Instalación Total
: 400V ∼ 3L - 4200W
Conexión eléctrica conjunta
Peso total con caja : 520 kg
de transporte
24
27. 3. Funcionamiento del aparato
3.1 Descripción del aparato
La ROWELD P 315 W3 digital es una máquina de soldar a tope compacta, concebida especialmente para su
empleo en el Taller.
Gracias a la versatilidad de esta máquina de soldar a tope, mediante la función „Typ ROWELD“ se pueden
llevar a cabo los siguientes tipos de soldadura a tope con tubería de PE-PP y PVDF con diámetro exterior entre
90 - 315mm:
I. Tubo - Tubo
II. Tubo - Codo
III. Tubo - Pieza en T
IV. Tubo - Piezas previamente soldadas
V. Segmento - Codo
VI. Pieza en T
La máquina se compone básicamente de: Máquina base, elementos tensores de 315mm para tubo, insertos
adaptadores de mordaza, fresadora y placa calefactora.
Para la soldadura de codos, debe emplearse la pieza para uniones con accesorios izquierda 5.5879 ó derecha
5.5870, ambas disponibles como accesorios.
Para la soldadura de piezas previamente soldadas, ha de emplearse el adaptador de bridas 5.5880 disponible
como accesorio.
Para la fabricación de piezas en T, ha de emplearse la mordaza para piezas en T 5.5227.
La máquina de soldar únicamente debe ser utilizada por personal autorizado y cualificado, de
acuerdo con lo nombrado en la DVS 2212 Parte 1.
¡La máquina sólo debe ser utilizada por personal autorizado y capacitado!
25
28. 1 Fresadora
2 Mordazas principales
3 Elemento calefactor
4 Palanca de control
7 Indicación de control de presión
8 Potenciómetro de selección de presión
9 Botón de parada de emergencia
10 Timer de periodos cortos
11 Interruptor fresadora
12 Interruptor elemento calefactor
13 Regulador de temperatura
3.2 Colocación de la máquina
Colocar la máquina sobre el suelo del taller, nivelándola mediante los apoyos regulables.
ATENCIÓN: Los apoyos deben estar fijos en el suelo. Después de haberlos colocado, fijar las
tuercas hexagonales de apriete.
26
29. 3.3 Puesta en servicio
Conectar el cable de red a la toma principal de 400V∼3 fases, 50 Hz,16A.
Observar la Sección quot;Avisos sobre seguridadquot;
Conectar el interruptor principal en la parte trasera de la máquina (ON), resetear el botón NOT-AUS de parada
de emergencia, liberar el control principal – apretar el botón (la lámpara de control se ilumina en blanco).
El control principal sólo debe conectarse, cuando la palanca de control se encuentra en la
posición neutral.
Comprobar la conexión rotacional de la conexión a red (la máquina viene de fábrica con rotación
según las agujas del reloj).
Girar hacia dentro y conectar la fresadora.
Los discos deben moverse en la dirección de corte. Si el sentido de movimiento no es el correcto, llevar la
conexión a que la examine un electricista y si fuera necesario, cambiarla.
Aviso: No conectar la unidad hidráulica si el sentido de giro no es el adecuado.
Peligro de heridas Durante la puesta en marcha de la fresadora, no tocar la cuchilla en
movimiento. La funcionabilidad del interruptor de seguridad debe estar en todo momento
garantizada, para evitar una puesta en marcha fuera de la máquina.
Seleccionar la temperatura de soldadura deseada en el regulador de temperatura (ver Punto. 3.3.5 Regulación
de temperatura). Seguir las indicaciones en vigor en cada país (en Alemania, según DVS).
Conectar la placa calefactora (carga).
El regulador se activará con la puesta en marcha del control principal (p.e., para indicación del
calor residual). El elemento calefactor debe ser conectado explícitamente.
Peligro de quemaduras El elemento calefactor puede alcanzar una temperatura de hasta 300°
C y debe colocarse en su caja inmediatamente después de su uso.
3.4 Preparación de la soldadura
Para tubería con diámetro inferior a 315 mm, deben montarse en las mordazas principales los insertos
adaptadores de mordaza (4 segmentos semicirculares de aluminio) para las distintas medidas de tubo con las
correspondientes tuercas.
Colocar los tubos o fittings a ser soldados en el interior de las mordazas y apretar las tuercas. Los tubos tienen
que colocarse de manera que pueda colocarse entre ellos el refrentador y de modo que sobresalga la misma
longitud de tubo por ambos lados de la máquina.
Para el amarre de accesorios, se utiliza una mordaza especial en lugar de la convencional.
Peligro de aplastamiento Al juntar los tubos, ha de mantenerse una distancia de seguridad
con respecto a la máquina.
27
30. Colocar la fresadora entre los tubos a soldar, asegurando el mecanismo de seguridad. Conectar la fresadora.
Mediante el movimiento de la palanca de control, acercar los tubos contra el refrentador. La presión empleada
puede ajustarse continuamente mediante la válvula de regulación de presión.
Cuando las virutas del tubo sean continuas, disminuir la presión en el potenciómetro y separar los dos trozos
de tubo mediante la palanca. Apagar el refrentador y devolverlo a su posición original.
Comprobar, acercando de nuevo los tubos, si las superficies de soldadura de ambos tubos son paralelas y
axiales. El desvío axial entre los extremos de las piezas no puede ser (según DVS) mayor del 10% del espesor
de pared de los mismos y el máximo juego entre las superficies no puede ser mayor de 0,5mm.
Se pueden hacer correciones de excentricidad del tubo mediante el ajuste de las tuercas de las mordazas.
Igualmente, pueden moverse hacia delante o hacia atrás los tubos después de haber soltado las tuercas de
apriete, para permitir un ajuste más exacto entre ellos. Si se produjera un re-alineamiento de los tubos, habría
que volver a realizar el fresado. Quitar las posibles virutas del tubo con una herramienta limpia (p.e. un pincel).
Atención:
Las superficies fresadas y preparadas para la soldadura no deben tocarse con las manos y tienen
que estar completamente limpias.
Compruebe si el elemento calefactor ha alcanzado la temperatura de servicio (indicación del valor real, barra
verde).
¡ATENCIÓN!:
Para poder alcanzar una temperatura homogénea en toda la superficie del elemento calefactor es necesario
esperar 10 minutos desde que se alcanza la temperatura deseada. Se recomienda comprobar la temperatura de
la superficie mediante instrumentos de medición adecuados.
3.5 Soldadura
Medición de la presión de arrastre.
Durante el acercamiento de los tubos puede observarse en el regulador de presión (indicación superior) el valor
de la presión de arrastre del extremo móvil de tubería. Este valor de la presión de arrastre corresponde a la
mínima presión necesaria para mover el tubo – dependiente por tanto de la longitud y el peso – en la dirección
axial.
Cuando se ha hallado este valor, ha de añadirse a la presiones de igualación, calentamiento y unión
Volver a separar los extremos del tubo. Introducir el elemento calefactor entre los dos tubos.
Acercar de nuevo los extremos del tubo mediante la palanca de control, seleccionando en el indicador de
presión (display del medio) el valor de la presión de igualación. Una vez alcanzada de forma uniforme la altura
de reborde necesaria, seleccionar la presión de calentamiento y activar el Timer.
Al realizar esta operación, asegurarse de que los extremos del tubo no pierden el contacto con la placa
calefactora.
Una vez haya transcurrido el periodo de calentamiento apropiado, se separan de nuevo los extremos del tubo y
se extrae la placa calefactora. Entonces, han de volverse a juntar los extremos del tubo, aumentando el valor
de la presión hasta alcanzar el valor necesario, en este caso, el valor de la presión de unión.
Encender el timer para el periodo de enfriamiento.
Una vez transcurrido el tiempo de enfriamiento, llevar la palanca de control a la posición central. Soltar las
mordazas y abrir la máquina
28
31. Producción de curvas segmentadas con ∅ 90 - 315 mm
3.6
Soltar los tornillos delantero y trasero del asiento (pie) de la mordaza principal. Rotar la herramienta el ángulo
deseado y volver a apretar ambos tornillos.
Cortar los tubos con el ángulo requerido y amarrarlos con la mordaza principal.
Al refrentar los extremos de tubo, asegurarse de que ambos tubos están centrados con respecto al disco de la
fresadora. El ajuste puede hacerse bien soltando los tornillos laterales de la mordaza o moviendo el carro
transversal de la guía en cola de milano.
¡Atención! Utilizar las tablas de presión correspondientes a las curvas segmentadas.
Producción de piezas en T con salida de 90° ∅ 90 - 250 mm
3.7
Soltar los tornillos aprisionadores a los lados de la mesa y sacar de las guías las dos mordazas principales.
Montar la mordaza para piezas en T. Colocar el carro transversal con el soporte de tubo de doble filo en la guía
derecha y el carro transversal con el soporte de tubo diagonal simple en la guía izquierda.
Utilizar si fuera necesario los insertos adaptadores necesarios para el tamaño de tubo requerido.
Cortar los tubos en inglete a 45º y colocarlos en la mordaza correspondiente siguiendo el dibujo.
Tener cuidado, al fresar, de que el centro del tubo esté alineado con el disco de la fresadora.
¡Atención! Utilizar las tablas de soldadura para 90º. Si no, proceder como para soldadura convencional o
para curvas segmentadas.
Soltar el ángulo de tubo soldado y cortar la punta justo al lado del centro de los tubos (de modo que quede
suficiente material restante para que permita que la fresadora consiga una adaptación con el siguiente tubo).
29
32. Colocar estos ángulos de tubo cortados en los dos soportes derechos de doble filo. Colocar un tercer tubo
cortado diagonalmente a 45º in el soporte izquierdo
Alinear los elementos de tubería, moviéndolos en las carros transversales y ajustarlos mediante la fresadora.
Soldarlos siguiendo las instrucciones de presión de la tabla de 90º.
3.8 Manejo del regulador de temperatura
La máquina de soldadura está equipada con un controlador de temperatura digital, del tipo 400.
El controlador digital de temperatura está configurado y ajustado de manera óptima en fábrica. Lo único
necesario para ajustar la temperatura es apretar el botón F hasta que la pantalla muestra„_SP“. La
temperatura puede entonces ajustarse en el rango 0-280°C usando los botones de flechas.
Si no se aprietan más botones, la pantalla muestra de nuevo el valor medido, y el controlador fija
automáticamente la nueva temperatura seleccionada. La flecha roja (inferior) parpadea mientras el valor
medido es inferior al valor seleccionado. Si el valor medido es superior, la flecha roja (superior) parpadea. Si
ambos valores son iguales, entonces se enciende la barra verde. Si la temperatura real de la superficie del
elemento calefactor no se correspondiera con la del valor medido mostrado, se podría introducir un “offset”
Para hacerlo, apretar el botón F hasta que aparezca en pantalla quot;InPquot; (unos 7 s); soltar el botón F .
Entonces, pulsar el botón F tantas veces como sea necesario hasta que aparezca quot;oFSquot;. A continuación se
cambia el valor como se desee. Para completar el cambio, pulsar el botón F hasta que el valor medido
aparezca de nuevo en la pantalla.
¡Atención! No cambiar los demás parámetros de la máquina
30
33. Ajustes de fábrica:
Menú „CFG“ Menú „InP“ Menú „Out“ Menú „PAS“
„S.tu“ 0 ó1 „Ctr“ 6 „AL.n“ 0 „Prot“ 32
„h.Pb“ 1.5 „tYP“ 16 „r.o.1“ 0
„h.lt“ 1.21 „FLt“ 0.1 „r.o.2“ 0
„h.dt“ 0.3 „FLd“ 0.5 „Ct.1“ 10
„h.P.H“ 100 „dP.S.“ 0 „Ct.2“ 10
„rst“ 0 „Lo.S“ 0 „rEL.“ 0
„P.rE“ 0 „HI.S“ 300
„SoF“ 0 „oFS“ xx
„Lb.t“ 0 „HI.A“ 0
„Lb.P“ 25 „Lo.L“ 0
„FA.P“ 0 „HI.L“ 280
Nota: Debido a la función Autotuning los parámetros de CFG podrían variar ligeramente.
En caso de que se produjeran oscilaciones mayores, podría activarse la función Autotuning para una placa
calefactora fría (en el menú CFG, seleccionar para el parámetro „S.tu“ el valor 2; el reseteado a 0 se
produce de manera automática)
3.9 Manejo del timer-contador (medidor electrónico de periodos cortos)
Con la primera puesta en servicio:
Quitar la protección para el transporte del compartimento de la batería (plástico rojo); quitar el film protector.
Ajuste del periodo deseado:
1. Llevar a cero el contador, apretar simultáneamente los botones quot;Mquot; y quot;Squot;.
2. Apretar el botónquot;Mquot; para seleccionar los minutos.
3. Apretar el botón quot;Squot; para seleccionar los segundos.
(se escucha un pítido)
Encendido y apagado del timer
1. Si se ha seleccionado el tiempo deseado, apretar el botón START/STOP una vez. El tiempo comienza a contar
y los indicadores M y S parpadean.
Señal, memoria de selección
1. Cuando el tiempo ha concluido, suena una alarma durante 30 segundos.
2. Para volver a seleccionar el tiempo, apretar una vez el botón START/STOP
Cambio de batería
1. Abrir el compartimento de la batería.
2. Extraer la batería vieja (¡atención! Reciclar correctamente).
3. Introducir la nueva batería, tipo G-13, 1.5V con la terminal positiva quot;+quot; hacia arriba.
4. Cerrar el compartimento de la batería.
3.10 Interruptor manual automático – Botón OK
La máquina de soldar puede ser utilizada tanto en modo automático como en modo manual. Si el interruptor
está en funcionamiento manual, entonces se pueden ejecutar todas las acciones manualmente: acercar y alejar
los extremos del tubo, selección de temperatura, poner en marcha o parar la fresadora.
Si el interruptor está en funcionamiento automático (el DATALINE debe estar conectado), entonces la máquina
trabaja como una máquina con control numérico CNC. Con este funcionamiento, los distintos botones
(fresadora, elemento calefactor) así como el regulador de temperatura no tienen función alguna. Todas las
funciones están controladas por el DATALINE
31
34. 3.11 Soldadura automática
3.11.1 Manejo y guiado
Presionando el botón ENTER (si el cursor ya está en la posición superior) en el menú principal, o al presionar la
primera letra del punto de menú deseado (en este caso –S-, de Soldadura) o presionando el botón OK del
control CNC, se cambia automáticamente al programa Soldadura.
3.11.2 Datos sobre las personas y proyectos
Primeramente se muestran los datos sobre las personas y proyectos.
Operador/Código
SOLDADOR 1
S1
Informe N° : 1
Union N° : 1
Proyecto/Obra
PROYECTO 1
P1
Si no quiere realizarse ninguna modificación se pulsa la tecla ENTER.
Modificar el soldador/la clave:
Si se quieren modificar los datos de personas o proyectos se debe pulsar la tecla ESC. El cursor salta ahora a la
línea 2 donde se puede introducir un nuevo nombre de soldador/clave. El cursor salta una línea más pulsando
la tecla ENTER.
Antes de realizar introducciones directas se puede utilizar la función de memoria interna con las
teclas principales de selección. (Veáse Función de memoria de introducciones interna 3.5).
De antemano se debería fijar de qué forma se registran las introducciones de texto libres ya que esto facilita las
funciones protocolarias posteriores.
Modificar el número de costura:
Aquí se puede registrar el número de costura como introducción libre o con las teclas principales de selección.
El número de costura debería ser introducido según el proyecto/la clave
Tras haber realizado exitosamente un proceso de soldadura, el número de costura aumenta automáticamente.
Número de protocolo:
Este número sirve para la denominación exacta de un protocolo. El número de protocolo no puede ser
modificado, aumenta tanto en caso de soldaduras erróneas como en caso de soldaduras sin errores. El número
de protocolo denomina también el nombre de archivo en caso de datos transferidos al ordenador.
Modificar el proyecto/pedido:
Aquí se puede registrar el proyecto/la clave como introducción libre o con las teclas principales de selección.
(Veáse Función de memoria de introducciones interna 3.5).
3.11.3 Datos sobre el material
Después se indican los datos sobre el material.
Material : PE-100
Diámetro : 160
Espesor Tubo : 9.1
SDR : 17.6
Unión tipo : T/T
Longitud : 12
Angulo : 0
CH.N° 01234/0101
32
35. Si no se quieren realizar modificaciones se pulsa la tecla ENTER.
Modificar el material:
Se pueden realizar modificaciones tras pulsar la tecla ESC. El cursor salta a la primera línea. El material es
seleccionado con las teclas principales de selección (hacia abajo/arriba).
Sólo se puede seleccionar material memorizado. Si el material deseado no se encuentra entre
ellos, veáse punto 3.1.4 Ajuste (3. nivel) Materiales tubulares.
Modificar el diámetro exterior:
El cursor salta a la próxima línea confirmando la introducción con la tecla ENTER. Con la ayuda de las teclas
principales de selección se puede seleccionar y/o registrar el diámetro exterior deseado como introducción libre.
Se modifican también los grosores de pared dependiendo de los SDR seleccionados.
Modificar el grosor de pared:
El cursor salta a la próxima línea confirmando con la tecla ENTER. Aquí también se puede ajustar el grosor de
pared con las teclas principales de selección o como introducción libre. Si se realiza la selección con las teclas
principales de selección se modifica también el SDR. Si se realiza una introducción libre que no se ajusta a
ningún SDR se puede ver en la línea SDR -.— . Una introducción directa del SDR no es posible.
Modificar la conexión:
Con la ayuda de las teclas principales de selección se puede seleccionar la forma de conexión de la soldadura .
No son posibles introducciones libres. Aviso: La conexión R/R denomina una soldaduraTUBO a TUBO. (sirve
sólo de información p.ej. como ayuda de trazado).
Modificar la longitud:
Aquí se puede registrar la longitud del tubo soldado como introducción libre. La unidad de medición es libre
(m, cm ...), sin embargo, se debería fijar de antemano un sistema de introducciones . (Sirve sólo de información
p.ej como ayuda de trazado).
Modificar el ángulo:
Si se ha seleccionado una soldadora que ofrece la posibilidad de producir ángulos de segmento, se puede
registrar aquí este ángulo total de la pieza de segmento.
Este registro tiene una influencia decisiva sobre los parámetros de soldadura calculados. Si se ha
fabricado el segmento, se debería ajustar de vuelta el valor antiguo.
Modificar los parámetros de soldadura:
Si se han realizado modificaciones en las primeras tres posibilidades de introducción y/o en la introducción del
registro, se calculan entonces los parámetros de soldadura y se visualizan en una pantalla extra. Aquí se debe
confirmar cada uno de los parámetros de soldadura con la tecla ENTER. Si los parámetros no corresponden
con los de los fabricantes de tubos, pueden ser introducidos con modificaciones. Sin embargo, si se modifica
como mínimo un parámetro, el protocolo tendrá el siguiente aviso : el parámetro no es según la NORMA
n°./fecha. Se pueden registrar las adiciones correspondientes en la línea de anotaciones.
La temperatura de los elementos calefactores se indica en los parámetros de soldadura. El ajuste
en el elemento calefactor debería ser ajustado ahora con el posible valor evitando así periodos de
espera posteriores.
Modificar la carga:
Aquí se puede registrar la carga tubular, el número de fabricación, número de piezas, etc. (sirve sólo de
información p.ej.para un control retroactivo).
33
36. 3.11.4 Condiciones ambientales
Después se indican las condiciones ambientales.
Climatologia:
Soleado
Protección:
Ningunas
Notas:
ANOTACION 1
Ha refrentado tubos ?
Si no se quieren realizar modificaciones se pulsa la tecla ENTER.
Modificar el tiempo:
El cursor aparece en la línea 2 pulsando en la tecla ESC. El tiempo actual (según la clave metereológica DVS)
puede ser seleccionado con las teclas principales de selección .
Modificar las medidas de protección:
Con la ayuda de las teclas principales de selección se pueden seleccionar las medidas de protección aplicadas
(según la clave de medidas de protección DVS).
Modificar la anotación:
Aquí se pueden agregar avisos en forma de introducción libre al protocolo memorizado (p.ej. avisos sobre
parámetros modificados manualmente etc.). Este complemento se puede también modificar, borrar o introducir
de nuevo tras finalizar la soldadura.
Estas introducciones sólo se deben realizar una vez en el caso de soldaduras de serie bajo las
mismas condiciones. Después se puede conectar con la tecla ENTER a través de la pantalla.
3.11.5 Proceso de fresado
Para comenzar el proceso, amordazar debidamente el conjunto a soldar. Colocar la fresadora y conectarla.
Asegurarse de que la fresadora está debidamente bloqueada.
Proceso de fresado
---------------------
Colocar el fresadon
Proceso con OK
Iniciar
---------------------
Al presionar el botón de OK, se activa el proceso de fresado, es decir, la fresadora comienza a funcionar y la
máquina base se cierra con la presión correspondiente anteriormente seleccionada. En el caso de que esta
presión fuera demasiado baja o demasiado alta, podría cambiarse con el botón de selección de la palanca:
palanca hacia la izquierda, disminución de la presión; palanca hacia la derecha, aumento de la presión.
El proceso de refrentado concluye al apretar el botón de OK. A continuación disminuye la presión al mínimo, se
abre la máquina y se para la fresadora. La fresadora puede entonces retirarse, y volver a colocarse en su
alojamiento.
Si ha de repetirse el proceso de fresado, se puede conseguir de la siguiente manera: mover el botón de la
palanca en dirección avanzar (nuevo fresado-avanzar) de modo que la máquina vuelva a abrirse. El programa
salta de nuevo al proceso de fresado.
34
37. 3.11.6 Medición de la presión de arrastre
El proceso de medición de la presión de arrastre se lleva a cabo al apretar el botón de OK.
Presión de movimiento
---------------------
Retirar fresador
Tecla seguir
▓▓▓▓▓▓▓▓▓▓▓
▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓
Nuevo fresar-avanzar
Al medir la presión de arrastre, la máquina base se cierra y la presión comienza a aumentar continuamente.
Para ello la máquina base se mueve con velocidad constante (recuadro superior), calculando de este modo la
presión de arrastre. El avance del proceso de medición se muestra en el recuadro inferior. Una vez que la
máquina base se ha cerrado completamente, se forma una presión que es algo superior a la de igualación,
para probar si los tubos están fijados de manera adecuada.
Examen visual:
Después de haber juntado de nuevo las piezas a soldar, comprobar si las superficies a soldar son planas,
paralelas y axiales. Si este no fuera el caso, debería repetirse el proceso de fresado. La asimetría axial entre las
partes finales de las piezas no debe superar el 10% del grosor de la pared del tubo (según DVS) y la hendidura
máxima entre las áreas planas no debe superar los 0,5mm.
Si hubiera de repetirse el proceso de fresado, puede realizarse girando el botón de la palanca en dirección
avanzar (nuevo fresado-avanzar). El programa salta de vuelta al proceso de fresado
3.11.7 Igualación
Después de haber realizado la medición de la presión de movimiento, haber verificado el paralelismo de plano y
del relleno, la máquina básica puede avanzar de nuevo. Para ello se pulsa la tecla OK y la máquina básica se
abre automáticamente. Ahora se coloca y/o vira el elemento calefactor. Pulsando otra vez la tecla OK se cierra
la máquina básica y empieza el proceso de igualación.
Si no se coloca ningún elemento calefactor y la temperatura del elemento calefactor o la temperatura
ambiental no se encuentran dentro de los límites paramétricos se ejecuta/indica una reacción contraria o
notificación correspondiente.
La estructura del aro es supervisada y controlada a través del sistema de medición de trayecto.
Proceso de igualación
Presión teórica: 18.3
Presión real : 18.3
Altura del aro: 1.5
---------------------
▓▓▓▓▓▓▓▓▓▓▓
Si se debe influir en la estructura del aro, puede hacerse en el punto de parámetros de soldadura
trayecto de avance.
35
38. 3.11.8 Calentamiento
El control cambia automáticamente al proceso de calentamiento tras el proceso de igualación. Para ello se
reduce la presión a presión de calentamiento/2.
Calentamiento
Presión max : 2.4
Presión real: 1.2
Periodo teó : 91
Periodo real: 45
▓▓▓▓▓▓▓▓▓▓▓
La medición del tiempo se realiza automáticamente.
3.11.9 Cambio
La máquina básica se abre sola tras finalizar el periodo de calentamiento. Poco antes suena una señal acústica.
El elemento calefactor debe ser retirado ahora en el semiautomático. El elemento calefactor vira
automáticamente en el aparato plenamente automático.
Cambio
---------------------
Retirar lemento
Periodo max : 7
Periodo real: 3
▓▓▓▓▓▓▓▓▓▓▓
La máquina básica se cierra sola al realizar el cambio tanto en la versión semiautomática como en
la versión plenamente automática. Abandone inmediatamente el sector de peligro tras retirar el
elemento calefactor.
3.11.10 Formación de presión
Si las partes finales del tubo se cruzan entonces el proceso de cambio está finalizado y empieza la fase de
formación de presión.
Formación de presión
---------------------
Ajustar presión unión
Presión teórica: 18.3
Presión real : 10.2
Periodo max : 7
Periodo real : 3
▓▓▓▓▓▓▓▓▓▓▓
La formación de presión es controlada a través del parámetro RAMPA y puede ser manipulada desde allí.
36