1. CAPÍTULO 4
4. Distribución de planta y
Manejo de materiales
reservado para el grupo de máquinas.
E
l problema de la Distribución de Desentendiéndose de la aplicación y espacio
planta siempre presenta su mayor disponible las máquinas pueden ponerse en
preocupación en la ubicación y uno de los modelos mostradas en la figura
arreglo de los departamentos, 4.1. •
células o máquinas sobre un piso El modelo de flujo - U se usa
de oficina o planta. A causa de los aspectos frecuentemente cuando es necesario guardar
de combinación geométrica del problema, el los fines receptores y navieros de la línea al
problema de Distribución de planta es un mismo fin de la planta. Esto puede ser
problema de cálculos muy difícil. Además, debido las consideraciones que maneja el
el problema de Distribución se asocia con material (las mismas bifurcaciones pueden
factores cuantitativos y cualitativos con lo usarse para ambos propósitos) o
que será aún más difícil modelar y analizar. consideraciones externas de acceso (camino
de acceso, muelles de camión). El flujo - U
En general, es siempre preferible se prefieren también en justo - a - tiempo de
hacer algún análisis y la simplificación de la Distribución. En este caso, los
proceso, para descomponer el problema en trabajadores se ponen en el centro de la U y
problemas pequeños separados. Esto reduce pueden controlarse uno al otro progresar y
el tamaño del problema que permite un colaborar fácilmente cuando se requiere. La
estudio más completo de varias alternativas menor distancia también ayuda en el equipo
de Distribución. de producción. El flujo - O se usan
usualmente en las células de máquina que
4.1. TIPOS DE PATRONES DE son atendidas por un material común que
FLUJO maneja el robot. Las Distribuciones de
serpentinas se usan para los procesos largos
En el problema de Distribución de de ensamble que se tienen que adaptar en
planta, el énfasis se pone frecuentemente áreas cuadradas. Cabe mencionar que este
sobre el flujo de materiales entre tipo de flujo es similar al que tiene la
departamentos o el trabajo en estaciones. El empresa PROMMESA, S.A. de C.V.. Claro
flujo de materiales requiere, que el manejo que no se presenta un flujo idéntico, pero
de material no sea costoso, por que este consideramos es el más similar y
costo se sumaria al valor de la operación. posiblemente se busque que la propuesta de
Idealmente, nosotros preferiríamos que distribución maneje este tipo de flujo.
nuestro análisis preliminar sea reducir el
problema al número de máquinas agrupadas 4.2. TIPOS DE DISTRIBUCIÓN
y dentro de cada grupo de máquinas todas
las partes siguen la misma sucesión de • Producto Estático
máquinas. Esto resultará en un arreglo lineal • Producto o la Producción en línea
de máquinas y el problema restante, sería • Grupo o Célula de Distribución
poner estas máquinas en el espacio • Distribución por tipo de proceso
•
Palekar U. S.; "Plant Layout"; Courses.
208
2. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Producto o Producción en línea
Las distribuciones de planta por
producto, se usan cuando uno sólo o un
conjunto de productos estrechamente
relacionados, deben ser fabricados en
volúmenes altos. Las máquinas y las
estaciones de trabajo se arreglan, en una
fabricación en línea de montaje. EL orden de
las máquinas de la línea seguirá el orden en
que el procesamiento debe ser desempeñado.
Con anterioridad al diseño de tal
Distribución de planta en línea de montaje,
se resuelve el problema de balanceo de la
línea frecuentemente determinando el mejor
conjunto de tareas/actividades que deben
desempeñarse en cada estación.
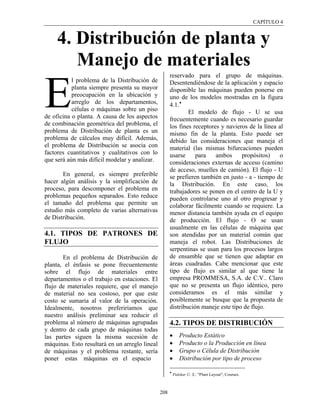
Figura 4.1 Tipos de patrones de flujo típicos en la Grupo o Célula de Distribución
distribución de planta
El grupo de distribución se usa
Dependiendo de la naturaleza del
cuando una familia de componentes será
producto y el tipo de fabricación (volumen
fabricada por una pequeña célula de
bajo contra volumen alto, el producto mixto,
fabricación. Una célula o celda de
etc.) que es desempeñado, Las distribuciones
fabricación, es un conjunto pequeño de
de planta se clasifican como se indica a
máquinas y técnicas de manufactura
continuación: •
flexibles que permiten mejorar la
productividad, calidad y tiempo de
Producto Estático
desarrollo de algún producto. •
En este arreglo, cada célula tiene material
El Producto Estático en las
propio que maneja dicho sistema. Si es
distribuciones de planta, se usan cuando el
posible del todo, una parte del componente
producto a fabricar es grande y abultado. En
se procesa completamente en una célula de
tales casos, el producto se fabrica o arma
fabricación. Los componentes se encaminan
con una ubicación fija y se mueve alrededor
después a distintas áreas de ensamble.
del producto la maquinaria conforme se
necesita. Los ejemplos de tales
Distribución por tipo de Proceso
Distribuciones se encuentran en la
fabricación de aeronaves, barcos, etc. La
Las distribuciones por tipo de
fabricación de tales productos se controla
proceso agrupan a las máquinas que
sobre una base de proyecto y la ubicación de
desempeñan actividades similares en
maquinaria cambia como el proyecto
evoluciona. •
Una célula de fabricación, está formada típicamente por:
Torno y Centro de Maquinados de control numérico, Robot de 6
grados de libertad y capacidad de carga de 10 Kg., Robot de
revolución horizontal para trabajos de ensamble, Robot para
verificación dimensional de producto terminado, 4 bandas
transportadoras automatizadas, Robot de almacén y descarga con
•
Palekar U. S.; "Plant Layout"; Courses. brazo de movimiento bidimensional.
209
3. CAPÍTULO 4
procesos por departamentos. Así, en una planta. Los pedazos representan
planta con un Distribución por proceso, departamentos y el rompecabezas con el
puede tener un departamento de rectificado marco representa el edificio que aloja estos
(todos los tornos), un departamento de departamentos. El rompecabezas se
molienda, un departamento de acabados, etc. complicaría aun más si nosotros agregamos
Tal distribución es común en plantas más otros elementos del problema de
viejas y en el trabajo de talleres. Ellos distribución. Por ejemplo, puede haber
requieren que se maneje una cantidad grande varias maneras diferentes para poner el
de material, como también que se muevan rompecabezas unido para que se adapte en el
las partes de los productos entre espacio asignado. Si asociamos cada
departamentos para diversas operaciones. En configuración con una alternativa y nuestro
ellos se tienen la ventaja, de que los deseo es encontrar la mejor alternativa,
trabajadores y los supervisores pueden nosotros tendríamos que considerar cada
especializarse en su proceso. PROMMESA, configuración factible. La cantidad de
S.A. de C.V. utiliza una distribución por tiempo requerida que resuelva el
proceso y consideramos que esta rompecabezas sería aún más extensa. El
distribución será respetada por ser adecuada problema de distribución comúnmente
y solamente redistribuiremos la planta de tal involucra la reducción al mínimo de los
manera que sea más flexible y eficiente. costos por el manejo de materiales; que
resulta en un costo asociado con cada
distribución factible.
4.3. ¿POR QUÉ EL PROBLEMA Desde el inicio el problema es difícil,
DE LA DISTRIBUCIÓN DE frecuentemente se usa un modelo heurístico
para resolver el problema. Típicamente se
PLANTA INFLEXIBLE? considera un único aspecto del problema y
una o más posibles soluciones al problema,
Como nosotros constatamos se crean usando esta versión restringida. Las
anteriormente el problema de Distribución soluciones resultantes se ajustan para crear
de planta presenta una combinación una distribución aceptable y la mejor
geométrica de espacios y características que solución resultante se implementa.
hacen el problema más difícil. Para
comprender él por qué de este caso, nosotros
consideramos el ejemplo de un
rompecabezas. Como nosotros sabemos, un
4.4. TÉCNICAS DE
rompecabezas toma una cantidad grande de DISTRIBUCIÓN DE PLANTA
tiempo para resolverlo cuando hay un
número grande de pedazos. El problema Actualmente existe una gran
llega a ser más difícil cuando el marco del variedad de técnicas empleadas para
rompecabezas no da demasiada información determinar la mejor distribución de planta,
sobre que pedazos deben ser adyacentes. entre las más utilizadas podemos mencionar
¡Ahora imaginemos un rompecabezas que la técnica de las plantillas, los modelos
no tiene ningún cuadro sobre él!. Claramente matemáticos, rutinas computarizadas, etc •.
esto sería mucho más difícil. El La técnica de las plantillas se basa como su
rompecabezas permanecería siendo difícil nombre lo indica en juegos de plantillas y
aún cuando todos los pedazos sean maquetas que se emplean para representar y
rectangulares. Este rompecabezas representa
una parte del problema de distribución de •
Palekar U. S.; "Plant Layout"; Courses.
210
4. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
visualizar maquinaria, equipos o áreas, y a Un enfoque de alto nivel al proceso
través de estas plantillas establecer la entero de la distribución de planta fue
ubicación de los diferentes elementos de la formulado primero por Richard Muther. El
distribución de acuerdo a las diferentes método se llama el Sistema de Distribución
relaciones que existen entre ellos. La de planta planificado, Systematic Layout
distribución resultante mediante esta técnica Planning (SLP) y plantea la sucesión de
es muy subjetiva ya que depende del criterio pasos que deben seguirse mientras se diseña
y experiencia de los procesos por parte del una distribución de planta. Los pasos en el
planeador. En general se obtienen buenos SLP son como se indica a continuación:
resultados, sin embargo esta técnica resulta
• Cuantifique, el flujo de material entre
insuficiente para el análisis de plantas muy
departamentos
grandes y complejas o con un alto número
de elementos. • Cree la carta de relación de actividades
• Cree el diagrama de relaciones
Los modelos matemáticos pretenden • Determine los requerimientos de espacio
encontrar soluciones óptimas para la • Cree la carta de relación de espacios
distribución de planta, pero debido al gran • Cree distribuciones alternas
número y complejidad de las relaciones, Mientras estos pasos son
estos modelos se tornan muy complejos y conceptualmente simples, dentro de cada
difíciles de manejar, por lo cual se paso un número de actividades diferentes
encuentran muy limitados para aplicaciones debe desempeñarse. Nosotros usaremos el
un poco más grandes. SLP como un camino para orientarnos en
nuestra discusión del problema de
Las rutinas computacionales no Distribución de planta.
presentan tantas limitaciones como los Se utilizarán elementos de esta técnica para
modelos matemáticos ya que pueden estudiar la situación actual de la empresa
soportar un gran número de relaciones entre PROMMESA, S.A. de C.V. y generar las
los diversos elementos, sin embargo, aun no alternativas que permitan aumentar la
logran sustituir la visión y criterio que tiene eficiencia de esta. Por lo cual veremos cual
un diseñador con experiencia, es por ello es la estructura de las fases de trabajo.
que generalmente solo se emplea para
generar alternativas que faciliten la toma de
Fases de trabajo de SLP •
decisiones. Actualmente existen varios
programas de este tipo, entre los más
1. Emplazamiento. Determinar la ubicación
reconocidos podemos mencionar CRAFT,
del área a ser distribuida. Esto no es
COFAD, CORELAP, ALDEP, PLANET,
necesario cuando no se trata de un nuevo
etc.
proyecto.
2. Planteamiento general. Establecer un
4.5. “SYSTEMATIC LAYOUT arreglo que incluya todas las áreas y
PLANNING (SLP)” PLANEACIÓN elementos a ser distribuidos.
SISTEMÁTICA DE PLANTA 3. Planteamiento detallado. Localizar
(SLP) • específicamente cada pieza de
maquinaria y equipo en las diferentes
áreas o departamentos, además debe
• •
Richard Muther; "Systematic Layout Planing. Richard Muther; "Systematic Layout Planing"
211
5. CAPÍTULO 4
incluir las instalaciones de los diferentes • T = Tiempo en relación a P, Q, R, S y a
servicios de soporte que se requieran. la programación del proyecto de
4. Instalación. Una vez que la distribución planteamiento.
a detalle esta terminada se deberá Con la investigación de estos
implementar apropiadamente, cuidando elementos (particularmente la composición
que esta se realice de la manera de producto y la interrelación P-Q)
planeada. tendremos los elementos básicos necesarios
para empezar el análisis.
Cada distribución se apoya en tres
fundamentos: 4.5.1. DIAGRAMA PRODUCTO
• Relaciones. El grado de cercanía CANTIDAD (P –Q).
deseado o requerido entre los elementos.
• Espacios. La cantidad, clase y forma o Este diagrama es fundamental para
configuración de los elementos a ser ubicar el tipo de distribución que debe tener
distribuidos. una planta, de acuerdo a la clase de
producción que está presente. El análisis de
• Ajustes. Acomodo de los elementos de la
este diagrama consiste en observar la forma
mejor forma de acuerdo a las
de la curva de la relación entre la variedad
limitaciones.
de productos contra la cantidad producida de
Elementos básicos para el planteamiento éstos. Si la empresa PROMMESA, S.A. de
C.V. presentara una pequeña variedad de
Antes de entrar en detalle en las productos, pero elaboran grandes volúmenes
Fases II y III, deberíamos ver los elementos de éstos, se trata de una producción en masa,
básicos o factores sobre los cuales la distribución más adecuada deberá ser
necesitamos hechos e informaciones. Estos evidentemente "Por Producto o en Línea".
son fáciles de recordar cuando los Mientras que si mantiene una gran
codificamos según el “alfabeto del ingeniero diversidad de productos, pero realiza una
de planteamientos”, PQRST. En el esquema baja producción de éstos, la distribución más
de procedimientos de SLP (Figura 4.2) se lógica deberá ser "Por proceso o Función"
puede ver que los datos de entrada son que es similar a la que tiene en este
información sobre las actividades y además momento la empresa. Si la forma de
5 letras que representan la inicial de una en producción se encuentra equilibrada en
inglés, Product (P), Quantity (Q), Routing cuanto a la variedad y cantidad producida se
(R), Supporting Service (S) y Time (T). recomienda una distribución de planta
Prácticamente, cada planteamiento empieza, combinada, donde se implementen líneas de
o al menos descansa sobre estos elementos producción para los artículos o productos
como base para su planificación. con demanda estable y mientras que se
• P = Producto o material, incluyendo implementaran células de producción para la
variaciones y características. elaboración de los demás artículos, este
• Q = Cantidad o volumen de cada ultimo tipo de distribución consideramos
variedad o artículo. que podría ser adoptado por PROMMESA,
• R = Ruta o proceso, por ejemplo la S.A de C.V.. A continuación se presenta
operación, su secuencia y la maquinaria una breve lista de los productos que la
del proceso. empresa procesa típicamente, así como un
• S = Servicios o actividades auxiliares diagrama tipo P - Q, en donde se ilustra la
que soportan las operaciones de relación entre el número de productos que se
producción. procesan y la cantidad de cada uno de ellos.
212
6. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
ESQUEMA DE PROCEDIMIENTOS DE SLP.
Datos de entrada: P,Q,R,S,T y Actividades.
1. Flujo de materiales 2. Relación de actividades
3. Diagrama de relaciones
4. Requerimientos de espacio 5. Espacio disponible
6. Diagrama de relación
de espacios
7. Modificaciones 8. Limitaciones
por consideraciones practicas
Plan X Plan Z
Plan Y
9. Evaluación Plan de
distribución
Figura 4.2 Esquema de procedimientos de SLP.
Richard Muther; "Systematic Layout Planing"
Los valores que aparecen en la tabla tomaron en cuenta aquellos productos que
son la suma de lo producido en los últimos fueron producidos en una cantidad mayor o
tres meses de operación (Septiembre, igual a las 5000 piezas / mes; a partir del
Octubre y Noviembre de 1998). Cabe mes de Septiembre. Evidentemente la lista
mencionar que en dicha lista sólo se de artículos que se maquilan durante un
213
7. CAPÍTULO 4
TABLA 4.1.
PRODUCCIÓN UNITARIA/ PIEZA ACUMULADA DE TRES MESES (SEP., OCT., NOV.)
CLIENTE No. DE PARTE DESCRIPCIÓN VOLUMEN
PRODUCCIÓN/MES
BOSEH G398041317 SOPORTE T. S/A C/OR. 74616
NISSAN CIVAC 55054F4000 SEAT ASSY RR SPR LWR 58056
NISSAN MOTORES 10005F4000 SLINGER ENG, FR 45150
ROCKWELL C50670 GLAS ATTACHED 33450
MABE 186D1340P002 INSERTO JAL. CORTO ALM. G. E. 32584
INSA 1164215111 TOP PANEL FB. 31750
MABE 186D1342P005 BASE INSERTO JAL. G.E. LARGO 31400
NISSAN P. NUEVA 24425F4000 VAR. P/BAT. 30490
MABE 186D1341P014 INSERTO JAL. LARGO ALM. G.E. 30200
MABE 186D1342P006 BASE INCERTO JAL. G.E. CROM. 26880
MABE 186D5403P001 BASE MOLDURA MABE 26500
MABE 221C5112P008 BARRA JAL. G.E. ALM. L-3 26300
ROCKWELL C50820 FLECHA XJ 97 26300
ROCKWELL C50821 FLECHA XJ 97 25540
MABE 221C5112P004 BARRA JAL. G.E. 216 ALM. 24414
MABE 186D1341P010 INSERTO JAL. LARGO ALMENDRA 24150
NISSAN TRANSEJE 32131D03G0 TAPA CARCAZA 22976
NISSAN TRANSEJE 30520B25G8 P.C. EMBRAGUE 21310
GENERAL MOTORES 10066041 REINFORCEMENT 20000
NISSAN CIVAC 14485F4000 VAR. P/BATERÍA 18550
NISSAN TRANSEJE 32281A43G0 FLECHA FIJA 17700
NISSAN TRANSEJE 38431B05G6 RETEN DE VELOCIDAD 17485
NISSAN TRANSEJE 30776F4300 S.C. EMBRAGUE 15950
MABE 221C5112P007 BARRA JAL. G.E. BCO L-3 15754
NISSAN CIVAC 55220F4000 SHAKLE R. R. 14750
NISSAN CIVAC 51028F4000 PLATE CROSS 14000
NISSAN CIVAC 62042F4300 BRACE FR BMPR RH 13700
ROCKWELL C50406 SOPORTE 12820
MABE 221C5112P003 BARRA JAL. EASY 216 BOQ. 12450
NISSAN P. NUEVA 64824F4200 SOP. CANISTER 12120
NISSAN MOTORES 11046F4101 COVER CYL FR 10250
ROCKWELL C10432 FLECHA TOYOTA 7500
ROCKWELL C10480 CANAL ENS. 7200
año es mucho mayor de hecho la lista de lo cual consideramos se les debe prestar
todos los productos producidos por mayor atención que a los demás, debido a
PROMMESA, S.A. de C.V. fue presentada que dichos artículos tiene un nivel alto de
en el capítulo 1, sin embargo el volumen producción y también representan mayores
producido de varios de estos productos es utilidades para la empresa PROMMESA,
muy pequeño e intermitente. S.A. de C.V. Cabe mencionar que la gran
mayoría de los artículos producidos tiene
Del diagrama P - Q podemos como base las operaciones de corte en
apreciar que la mayoría de los diferentes cizalla, troquelado, segundas operaciones y
productos se procesan sobre la base de acabado. Por lo tanto es evidente que el tipo
distintos volúmenes, siendo sólo tres de distribución de planta que se requiere
artículos los que presentan un volumen alto emplear es " por Proceso o Función ".
de producción y además coincide con el Actualmente la planta presenta este tipo de
análisis ABC realizado en el capítulo1, por Distribución.
214
8. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
V O LU M EN D E PR O D U C C IÓ N " D ia g ra ma P-Q "
8 000 0
7 000 0
6 000 0
5 000 0
4 000 0
3 000 0
2 000 0
1 000 0
0
1
SO P O RT E T . S/A C/O R. SE A T A SSY RR SP R L W R SL IN GE R E N G, FR
GL A S A T T A CH E D I N SE RT O JA L . CO RT O A L M . G. E . T O P P A N E L FB.
BA SE IN SE RT O JA L . G.E . L A RGO VA R. P /BA T . I N SE RT O JA L . L A RGO A L M . G.E .
BA SE IN CE RT O JA L . G.E . CRO M . BA SE M O L D U RA M A BE BA RRA JA L . G.E . A L M . L -3
F L E CH A X J 9 7 FL E CH A X J 9 7 BA RRA JA L . G.E . 2 1 6 A L M .
I N SE RT O JA L . L A RGO A L M E N D RA T A P A CA RCA Z A P .C. E M BRA GU E
R E I N F O RCE M E N T VA R. P /BA T E RÍA FL E CH A FIJA
R E T E N D E VE L O C ID A D S.C. E M BRA GU E BA RRA JA L . G.E . BCO L -3
SH A K L E R. R. P L A T E CRO SS BRA CE FR BM P R RH
SO P O RT E BA RRA JA L . E A SY 2 1 6 BO Q . SO P . CA N IST E R
CO VE R CY L FR FL E CH A T O Y O T A C A N A L E N S.
Fig. 4.3. Producción trimestral contra cantidad.
215
9. CAPÍTULO 4
4.5.2. FLUJO DE MATERIALES Y Corte de Silueta: Recortar la plantilla
SECUENCIA DE OPERACIONES. requerida del artículo en proceso con la
ayuda de un troquel.
Una vez establecido el tipo de Desengrase: Retirar el óxido, grasa y/o
distribución que se requiere, el cual coincide polvo contaminante de la superficie del
con el que existe en la planta, procedemos a artículo en proceso.
analizar la clase de relaciones existes entre Acabado: Efectuar Zincado en tinas, el cual
las diferentes áreas que conforman la planta. deberá ser plateado o azul, sin poro, mancha
Para ello utilizaremos la información de lo o burbuja.
que mencionamos como Routing o Rutas. Punzonado General: Operación realizada en
Los documentos típicos que pueden proveer el troquel la cual consiste en perforar el
datos sobre el movimiento de los insumos en material, dándole una forma geométrica
la planta son los siguientes: definida.
• La cuenta de materiales Formado: Operación realizada en el troquel,
• Carta de ruta (flujo del proceso) la cual consiste en darle al material ciertas
• La reunión entre las cartas de formas especiales en ciertas regiones del
operaciones del proceso mismo.
• El diagrama de procedencia Doblado: Operación realizada en el troquel,
la cual consiste en realizar uno o varios
Para efectuar el análisis del flujo de dobleces a iguales o diferentes ángulos.
materiales utilizaremos las siguientes Estampado: Realizar una impresión en el
herramientas: material con la ayuda del troquel.
• Control del proceso Corte de Tubo: Operación que se realiza en
• Flujo del proceso el torno y la cual consiste en tronzar el tubo
En los anexos del capítulo 4 (Anexo con la ayuda de una cuchilla para tronzar de
4.1, 4.2 y 4.3), se muestran los controles de cobalto.
proceso y flujos de proceso para los tres Avellanado: Realizar un chaflán interior en
primeros artículos seleccionados con ayuda el tubo con la ayuda de un buril de cobalto,
del diagrama P – Q, efectuado sobre la afilado a 45o.
producción de la empresa PROMMESA, Ensamble: Operación realizada con el fin de
S.A. de C.V., cabe mencionar que las ensamblar dos o más partes para formar una
herramientas anteriores fueron realizadas sola pieza o un sólo conjunto. en este caso se
como propuesta en el capítulo anterior (3). realizara el ensamble con la ayuda de un
soldadura por puntos.
Descripción de las principales operaciones Alineado: Operación que se realiza con la
ayuda de un dispositivo especial el cual
Recepción de Material: Se recibe e permite la perfecta alineación entre centros.
inspecciona el material proveniente del Inspección Final: Verificar los diferentes
almacén de Materia Prima y se traslada a la diámetros, longitudes, alturas y anchos, del
siguiente operación. material además del acabado.
Corte de Lámina: Está operación depende de Empaque: Acomodar el artículo terminado
la forma en que se haya solicitado el en cajas.
material, pudiendo ser en cinta o en hoja. Si Almacenamiento: Una vez revisado y
se trata de la primera entonces está empacado el producto, es colocado en el
operación no se realiza y si se trata de la almacén de producto terminado para que sea
segunda esta operación es imprescindible. entregado al cliente.
216
10. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Cabe mencionar que no será utilizado Cada diamante representa la relación
ningún método numérico para determinar el entre un par de departamentos. La mitad
flujo de los materiales, sino que solamente superior del diamante se usa para indicar la
se emplearan las distancias recorridas y las clasificación mientras la mitad inferior se
relaciones (o adyacencias) que presenten los usa para explicar la razón para la
diferentes departamentos que componen la clasificación. Una tabla de códigos de razón
planta productiva de la empresa se muestra también con la carta REL.
PROMMESA, S.A. de C.V..
Actividad del diagrama de relaciones
4.5.3. DIAGRAMA DE RELACIONES
“Carta REL” El diagrama de relaciones “Carta
REL” puede usarse para determinar la
La Carta REL • representa la adyacencia entre departamentos. Si el flujo
importancia de la adyacencia entre de material es una consideración importante
departamentos y usa seis niveles de o si el control del supervisor es otra
clasificación como se indica a continuación: consideración importante entonces una
clasificación alta entre dos de los
A Absolutamente necesario departamentos sugiere que estos
departamentos deberían estar
E Especialmente importante geográficamente cerca uno del otro. La
forma y tamaño de los departamentos limita
I Importante el número de departamentos que pueden ser
adyacentes uno del otro. Uno de los
O Importancia Ordinaria primeros pasos a desarrollar en una
distribución es determinar la adyacencia
U Insignificante entre departamentos diferentes.
X Indeseable
Es el analista el que determina la
clasificación exacta para la asignación de un
par de actividades. La Carta REL se
representa tradicionalmente usando una
tabla tal como la mostrada en la figura 4.4.
Fig. 4.4. Diagrama Rel
•
Palekar U. S.; "Plant Layout"; Courses: layout.
217
11. CAPÍTULO 4
4.5.4. PRINCIPALES SECCIONES DE 35. Regaderas Hombres.
LA EMPRESA. 36. Regaderas Mujeres.
37. Inspección Final MABE.
Actualmente son 54 las principales 38. Almacén de Producto Terminado II.
áreas que componen la planta, sin embargo, 39. Empaque I.
a través del Diagrama de Relaciones se 40. Embarque.
pretende integrar mejor los diferentes 41. Área de Desperdicio de Lámina.
elementos por lo cual este número puede 42. Área de Materia Prima Rechazada.
ser reducido. 43. Recepción.
44. Departamento de Personal.
Planta baja
1. Almacén de Producto Terminado 2. Primer piso
Control de Calidad. 45. Oficinas de Planta.
3. Taller Mecánico. 46. Oficinas generales.
4. Almacén de Herramientas.
5. Área de Soldadura. Segundo piso
6. Área de Ensamble. 47. Ingeniería de Calidad.
7. Área de Troquelados. 48. Ingeniería de Manufactura.
8. Almacén de Materias Primas (Barras). 49. Área de Pintura MABE.
9. Almacén de Materias Primas (Láminas).
10. Área de Segundas Operaciones. Exteriores
11. Oficina de Producción. 50. Estacionamiento.
12 Área de Taladros. 51. Subestación.
13. Área de punteado. 52. Área de Tanques de Gas.
14. Inspección de Proceso. 53. Comedor.
15. Área de Cuarentena. 54. Contenedores de Basura.
16. Almacén de Partes para Ensamble.
17. Área de Máquinas de Temple por En las dos hojas siguientes se
Inducción. muestra el diagrama de relaciones de las
18. Área de Afilados. principales áreas de la empresa
19. Área de Maquinados. PROMMESA, S.A. de C.V. y también el
20. Área de Desperdicio (Rebaba) plano en donde se encuentran representadas
21. Almacén General. dichas áreas de la empresa, con la
22. Almacén de Barras Obsoletas. distribución de planta actual.
23. Almacén de Cajas.
24. Área de Maquinado de SINGER.
25. Ensamble y Empaque I.
26. Inspección Final.
27. Área de Pintura.
28. Área de Galvanoplastía.
29. Ensamble y Empaque I.
30. Área de Fosfatizado.
31. Laboratorio.
32. Compresores.
33. Sanitarios Hombres.
34. Sanitarios Mujeres.
218
12. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Fig. 4.5. Diagrama de RELACIONES ACTUAL
219
14. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Considerando la Actual Distribución Primer piso
de Planta y el Diagrama de relaciones, se ha
decidido integrar varias áreas de la empresa. 33. Oficinas de Planta.
Con estos cambios se pretende también 34. Oficinas Generales.
simplificar y reducir el número de relaciones
entre los nuevos elementos de la planta. Y Segundo piso
por supuesto también, facilitar el proceso de
redistribución de las áreas 35. Departamento de Ingeniería.
36. Área de Pintura MABE.
Planta baja
Exteriores
1. Almacén de Producto Terminado General.
2. Departamento de Control de Calidad. 37. Estacionamiento.
3. Taller Mecánico. 38. Subestación.
4. Área de Soldadura. 39. Área de Tanques de Gas.
5. Área de Ensamble. 40. Comedor.
6. Área de Troquelados. 41. Contenedores de Basura.
7. Almacén de Materia Prima.
8. Área de Segundas Operaciones. El diagrama de relaciones ajustado
9. Oficina de Producción. de estas áreas se presenta en la hoja
10. Área de Taladros. siguiente, con ayuda de este diagrama
11. Área de Punteado. realizaremos un diagrama de bloques con el
12. Inspección de Proceso. cual determinaremos la ubicación correcta
13. Área de Cuarentena. de cada área o departamento que forma parte
14. Almacén de Partes de Ensamble. de la empresa PROMMESA, S.A. de C.V.
15. Afilados.
16. Área de Maquinados. Para realizar el diagrama de bloques
17. Área de Desechos de Materia Prima. que nos muestre la distribución de planta
18. Almacén General. más adecuada para la empresa, haremos uso
19. Almacén de Cajas. de un procedimiento que nos servirá para
20. Área de Maquinado de SINGER. esquematizar el diagrama de relaciones
21. Ensamble y Empaque I. ajustado.
22. Inspección Final.
23. Área de Pintura. 4.5.5. PROCEDIMIENTO PARA
24. Área de Galvanoplastía. ESQUEMATIZAR EL DIAGRAMA DE
25. Ensamble y Empaque II. RELACIONES.
26. Área de Fosfatizado.
27. Laboratorio. 1. Identificar el número y nombre de las
28. Compresores. áreas o secciones que se esquematizarán.
29. Sanitario H / M. Señalar estás de acuerdo a la convención
30. Regaderas H / M. del SLP.
31. Almacén de Producto Terminado
MABE. 2. Elabore el Diagrama de A's (línea negra
32. Oficinas de Personal gruesa). Este será el diagrama 1.
221
16. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
3. Reacomode para obtener 5. Adicione las X's (línea verde en Zig-
aproximadamente de igual longitud las Zag) cuando agregue las O's (línea rosa)
líneas gruesas de las relaciones A y y reacomode buscando que todas las
entonces adicionar las relaciones E (línea relaciones conserven su proporción de la
azul claro). Este será el Diagrama 2. mejor manera.
Agregue las relaciones XX (2 líneas Zig-
Zag), al Diagrama en este momento. En 6. El Diagrama Final será básico para la
caso de no tener XX agregue las X’s. Distribución cuando sean agregados los
ajustes por espacio, y modificaciones por
4. Reacomode tratando de obtener limitaciones prácticas (Cuando sea
longitudes de las líneas de las relaciones elaborado el diagrama de bloques).
del mismo tamaño. Entonces adicione
las I's (líneas anaranjadas) y reacomode
de ser necesario.
Símbolo Actividad
Áreas de fabricación, ensamble, desensamble
Áreas relacionadas a transporte.
Zonas de almacenamiento.
Zonas de espera.
Áreas de inspección o prueba.
Áreas de soporte y servicios.
Oficinas o áreas de planeación
Fig. 4.8. Diagrama A’s
A’s
E’s
I’s 26 27
O’s
X’s
223
17. CAPÍTULO 4
Fig. 4.9. Diagrama A’s y E’s
4 5 1
16
7
33
26 27
37 34
224
18. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Fig. 4.10. Diagrama A’s , E’s e I’s
4 5 12 13
10 14
11
15
3 6 8
16 23
22
21
24
20 25
1
33 199 26 27
7
18
35
32
37 34
225
20. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Fig. 4.12. Diagrama A’s, E’s, I’s, O’s y X’s
4 5 12 13
29
10 11 14
3 6 8 15
2 9
16
22 17
21
25 23
31 20
24 28
1
19
26 27
33 7
18
32 35 40
30
38 34
39
37 36
41
Nota. Los símbolos sombreados de color verde, representan aquellas áreas que no son deseables que se encuentren cerca de las demás
áreas de producción o de servicios de la empresa PROMMESA, S.A. de C.V..
227
21. CAPÍTULO 4
4.5.6. DETERMINACIÓN DE - Área de Troquelados.
ESPACIOS. - Área de Maquinados.
- Área de Pintura.
Antes de establecer la ubicación de - Área de Galvanoplastía.
cada elemento de la planta es necesario - Área de Fosfatizado.
considerar los espacios que cada sección - Área de Soldadura.
requiere para operar adecuadamente. Es
importante identificar los diferentes La relación de la maquinaria y el
servicios e instalaciones que en cada equipo con los que cuenta la empresa
elemento requiere. PROMMESA, S.A. de C.V., es mostrado en
el anexo 4.7 del capítulo 4 de este proyecto
Procedimiento para la determinación de terminal (la relación mostrada es bastante
espacios. simplificada debido al gran número de
maquinas y equipo que utiliza la planta
1. Identificar las actividades o áreas productiva).
involucradas usando la misma
numeración y terminología usada para el Debido a las limitaciones que se
Diagrama de Relaciones. tienen en las instalaciones, que son
justificadas en cierto grado con ayuda de la
2. Identificar, la maquinaria y equipo de tabla 4.2 Áreas y características por
cada área, o al menos el tipo general de actividades”, no es posible realizar grandes
éstos. ajustes a la distribución de planta actual,
debido a que aunque son pocas las secciones
3. Determine para la operación de las que se consideran fijas, existen otras que a
actividades. pesar se pueden ser cambiadas, no es muy
recomendable ya que necesitan de algún tipo
• Área requerida según los datos P, de instalación o servicio de apoyo especial
Q, R, S y T. por lo que quitar y volver a colocar está
• Necesidades de espacio para instalación o servicio resultaría demasiado
servicios y funcionamiento de costoso.
cada elemento.
En la tabla 4.3, se muestra la relación
4. Determine los Servicios de Soporte que de áreas de la distribución de planta actual y
cada sección necesite. la propuesta.
5. Realizar, los ajustes y balances entre También se presenta el plano
espacio requerido y espacio disponible. (diagrama de bloques) de la empresa
PROMMESA, S.A. de C.V., con la
En la planta existen secciones que se distribución de planta propuesta,
consideran fijas ya que el costo por determinada con ayuda del SLP.
cambiarlas de posición es muy alto, otras
debido a que desde el punto de vista
operativo no es posible cambiarlas. entre las
secciones que se consideran fijas se
encuentran:
228
22. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
TABLA 4.2.
ÁREAS Y CARACTERÍSTICAS POR
Mínimo espacio entre
Máxima carga sobre
Claro sobre cabeza
Cimentación o fosa
ACTIVIDADES
soportada s / piso
Agua y drenaje
Electrificación
Temperatura
Ventilación
Máx. carga
columnas
especial
PROYECTO: DISTRIBUCIÓN DE PLANTA.
cabeza
PLANTA: PROCESOS METALMECÁNICOS, S. A. DE C. V.
FECHA: 28 DE DICIEMBRE DE 1998.
ACTIVIDAD ÁREA
m2
Almacén de producto terminado general. 123.41 O O U O O
Control de calidad. 66.60 I O U O O
Taller mecánico. 421.36 I O U O A
Área de soldadura. 64.12 O O U A A
Área de ensamble. 97.60 O O U O E
Área de troquelado. 267.14 O O A O A
Almacén de materia prima. 254.18 O O U O O
Área de 2° operaciones. 335.23 I O I I A
Oficinas de producción. 17.46 I O O O O
Taladros. 157.10 E O O U O A
Área de punteado. 20.92 x O O U E A
Inspección de proceso. 17.41 i O O U O O
Área de cuarentena. 26.58 s O A U I I
Almacén para partes de ensamble. 36.70 t N O O U O O
Afilado. 47.14 e o 2 I O U O E
Área de maquinados. 318.65 c 0 3. O O E I A
Área de desechos de materia prima. 16.48 l 0 2 U O U I U
Almacén general. 77.00 a a 0 5 O O U O O
Almacén de caja. 59.50 r p U O U O O
Área de maquinados Singer. 99.47 o l O O I O A
Ensamble y empaque. 96.58 a i K m. O O U O O
Inspección final. 43.78 d c g O O U O O
Área de pintura. 235.65 e a E A A E A
Área de galvanoplastia. 109.17 c b A E I E E
Ensamble y empaque. 67.62 u l O O U O O
Área de fosfatado. 110.23 a e A E I A E
laboratorio. 10.15 d A O O O O
Compresores. 22.75 o O O O O A
Sanitarios H y M. 17.68 A O O I O
Regaderas H y M. 88.3 A I O I O
Almacén de producto terminado Mabe. 15.9 O O U O O
Oficinas de personal. 80.48 I O O O O
1°P oficinas de planta. 47.7 I O I O O
1°P oficinas de generales. 242.13 I O I O O
2°P ingeniería 121.4 O O I O O
2°P área de pintura Mabe. 116.87 E A A A A
Estacionamiento. 1460.67 O O U O O
Subestación. 44.08 X O E I A
Área de tanques de gas. 56.03 A X A A E
Contenedores de basura. 62.85 X X U A X
Comedor. 132.64 A O E E O
229
23. CAPÍTULO 4
TABLA 4.3.
RELACIÓN DE ÁREAS
Sección o Área Actual Propuesta
m2 m2
1. Almacén de producto terminado general. 123.41 129.26
2. Control de calidad. 66.60 87.00
3. Taller mecánico. 421.36 365.00
4. Área de soldadura. 64.12 64.12
5. Área de ensamble. 97.60 97.60
6. Área de troquelado. 267.14 498.53
7. Almacén de materia prima. 254.18 177.18
8. Área de 2° operaciones. 335.23 200.00
9. Oficinas de producción. 17.46 17.46
10. Taladros. 157.10 157.10
11. Área de punteado. 20.92 20.92
12. Inspección de proceso. 17.41 17.41
13. Área de cuarentena. 26.58 26.58
14. Almacén para partes de ensamble. 36.70 36.70
15. Afilado. 14.22 46.80
16. Área de maquinados. 318.65 318.65
17. Área de desechos de materia prima. 16.48 16.48
18. Almacén general. 77.00 77.00
19. Almacén de caja. 40.56 40.56
20. Área de maquinados Singer. 99.47 99.47
21. Ensamble y empaque. 96.58 96.58
22. Inspección final. 43.78 43.78
23. Área de pintura. 235.65 235.65
24. Área de galvanoplastia. 109.17 109.17
25. Ensamble y empaque. 67.62 67.62
26. Área de fosfatado. 110.23 110.23
27. Laboratorio. 10.15 10.15
28. Compresores. 22.75 22.75
29. Sanitarios H y M. 17.68 17.68
30. Regaderas H y M. 88.30 88.30
31. Almacén de producto terminado Mabe. 15.90 39.80
32. Oficinas de personal. 80.48 80.48
33. 1°P oficinas de planta. 47.70 47.70
34. 1°P oficinas de generales. 242.13 242.13
35. 2°P ingeniería 121.40 121.40
36. 2°P área de pintura Mabe. 184.15 151.63
37. Estacionamiento. 1460.67 1460.67
38. Subestación. 44.08 44.08
39. Área de tanques de gas. 56.03 56.03
40. Contenedores de basura. 62.85 62.85
41. Comedor. 132.64 132.64
230
24. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
Fig. 4.13. Plano de la distribución de planta propuesta
231
25. CAPÍTULO 4
Las siguientes modificaciones que se En está sección se integraron los
proponen para mejorar la actual Distribución almacenes de Materias Primas barras y
de Planta, fueron realizadas tomando como láminas, con el único fin de que dejen de ser
base la esquematización del diagrama de unidades individuales y se consideren como
relaciones y las restricciones que presenta la unidad dividida internamente en dos
planta. secciones
1. Departamento de Control de 5. Área de Afilados.
Calidad.
Está área queda formada por las
Está sección de la empresa queda áreas de afilados y Máquinas de temple por
integrada con las secciones de Control de inducción, ya que esta última área a dejado
Calidad e Inspección Final de MABE, con el de funcionar debido a que sus máquinas se
fin de agilizar y facilitar la inspección y volvieron obsoletas y ya no eran utilizadas,
pruebas de calidad que se realizan en los por lo que se decidió usar el área completa
productos que se procesan para esta para afilados y de está manera poder
industria satisfacer las necesidades de mantenimiento
y servicio de herramientas de corte, para las
2. Almacén de Producto Terminado secciones de troquelados, maquinados, taller
MABE. mecánico y el área de segundas operaciones.
Queda integrado con las secciones 6. Área de Desechos de Materia
correspondientes al almacén de Producto Prima.
Terminado II y el área de empaque de Mabe
debido que en las dos secciones se realizan Se integra con las secciones de
exactamente las mismas actividades, sin desperdicio de lámina, rebaba, materia prima
saber cual área era cual, por lo que rechazada y barras obsoletas, ya que
consideramos adecuado la integración de las anteriormente eran consideradas como áreas
dos áreas en una sola. Además de agregarle individuales y solían ocupar un mismo lugar
una sección más en donde se realizan los y son tratadas de la misma manera.
embarques.
7. Sanitarios H - M y Regaderas H -
3. Área de embarques. M.
Está área se recomendó su Se integran en una misma área con el
desaparición debido principalmente a que no fin de reducir secciones y se les considera
se ocupaba como tal ya que los embarques como un conjunto dividido en dos áreas
salían directamente del almacén de producto independientes.
terminado o del área de empaque de Mabe, y
esta sección era usada como una parte más 8. Oficinas de Personal.
del almacén o del área de empaque. Por lo
que se le integro esta tarea como una Queda integrado con las áreas de
función más del almacén de Producto Recepción y el Departamento de Personal
Terminado de Mabe. debido a que ocupan una misma área y las
actividades ahí realizadas pueden ser
4. Almacén de Materias Primas. compartidas.
232
26. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
9. Departamento de Ingeniería. 14. el Almacén de producto
terminado, también se verá ampliado debido
Se integra con las áreas de ingeniería a las modificaciones que se realizaran para
de Calidad y de manufactura, debido a que las áreas de Mabe, como se explico
comparten una misma área. anteriormente.
10. Taller Mecánico. 15. El taller mecánico se verá
reducido debido a que tiene una pequeña
Se unifica con las áreas del Taller sección que no es utilizada y se encuentra
Mecánico y el Almacén de herramientas actualmente abandonada, por lo que se
debido a que este último era usado única y puede aprovechar está área, otorgando se la
exclusivamente por el taller mecánico, por lo al área de inspección y control de calidad de
que consideramos adecuado que dejen de Mabe, para que el almacén de Producto
considerarse como unidades particulares y terminado general pueda ser ampliado y
formen una unidad total. aprovechar todos los espacios sobrantes de
la empresa.
11. Área de Pintura MABE.
16. El área de Troqueles también se
Está área será cambiada de posición, verá ampliada debido a que en los últimos
debido a la dificultad que presenta con meses se ha presentado un aumenten la
respecto al manejo de materiales. demanda de producción, por lo que se
Actualmente se encuentra en el Segundo tomaran porciones de las secciones de
Piso de la planta y el problema se genera en segundas operaciones y el área de ensamble.
el transporte vertical, ya que el elevador, que
es el equipo de transporte para esta Una Distribución de Planta ideal
operación solamente funcionó por un debería minimizar los costos totales de
pequeño periodo de tiempo. Aparte de que la operación de una planta. los movimientos de
ubicación de está área se encuentra a un materiales (materia Prima, productos en
costado de las oficinas de ingeniería; y está proceso, productos terminados, equipo, etc.)
cercanía no es deseable. La nueva ubicación y trabajadores que no añaden ningún valor al
de está sección será a un costado del área de producto, en cambio si provoca un aumento
galvanoplastía, ya que las dimensiones son en los costos, debido a esto se ha procurado
las adecuadas para está área y además es una reducir lo más posible los recorridos que
sección de la empresa que no sé utilizada y realizan los materiales o en todo caso
solamente se requiere de cambiar la facilitar estos recorridos
instalación y el levantamiento de la pared
frontal Con la nueva distribución de planta
propuesta se logran reducir un poco las
12. El Departamento de Ingeniería se distancias recorridas por los materiales a
ampliarán tomando el área donde se fabricar. El movimiento de las materias
encontraba la sección de Pintura de Mabe. primas y los insumos no varía de manera
considerable con respecto a la distribución
13. Las oficinas Generales serán anterior.
ampliadas, uniéndose con las oficinas de
planta sin perder ambas su autonomía.
233
27. CAPÍTULO 4
Se puede observar en la tabla La reducción de los recorridos de los
resumen que la reducción de distancias se materiales no fue el único aspecto que se
presenta de manera considerable en las cuidó en el presente estudio de Distribución
partes finales de los recorridos de cada uno de Planta, también se tuvo cuidado de
de los productos que se trabajaron y esto es establecer los requerimientos de espacio de
debido a, que más que una nueva cada área, debido a lo cual fueron realizados
distribución de planta completa, se trabajo ajustes en el tamaño de algunas secciones.
sobre la base de las limitaciones que la Estas modificaciones también implican otras
misma empresa dispuso y sólo se pudieron mejoras como son la reducción en los
modificar los recorridos de los materiales en tiempos de los procesos debido a que se
la mayoría de las casos en su parte final acortan las distancias, se facilita el flujo de
(Inspección final, Empaque y Embarque) materiales al organizar los almacenes de
esto será ampliamente detallado en la materiales a procesar.
siguiente sección de manejo de materiales. A
continuación se mostrara la tabla Resumen
de esta sección del proyecto, la cual muestra
los recorridos actuales y propuestos, así
como la reducción que se obtuvo sobre la
base de estos últimos.
TABLA 4.4.
RESUMEN
PRODUCTOS.
OPERACIÓN SLINGER ENG, FR SEAT ASSY RR SPR LWR ENSAMBLE SOPORTE REDUCCIÓN
TUBO
Recorrido Protuesto Actual Protuesto Actual Protuesto Actual
Insp. recibo de lamina. 13.33 13.33 13.33 13.33 13.33 13.33 0.00
Corte de lámina en tiras. 34.86 34.86 34.86 34.86 34.86 34.86 0.00
Corte de lámina en silta. 18.72 18.72 25.72 25.72 25.72 25.72 0.00
Desengrasar. 56.86 56.86 0.00
Acabado 4.68 4.68 0.00
Preformado. 8.19 8.19 0.00
Formado. 3.51 3.51 3.04 3.04 0.00
Punzonado previo 18.72 18.72 0.00
Doblado. 14.74 14.74 0.00
Estampado punzonado. 3.51 3.51 0.00
Punzonado de brazo. 3.00 3.00 0.00
Inspección recibo de tubo 13.33 17.25 3.92
Corte de tubo. 45.39 50.45 5.06
Avellanado. 4.90 4.90 0.00
Ensamble soldadura. 41.65 41.65 0.00
Alineado. 4.68 4.68 0.00
Inspección final 16.84 16.84 48.43 50.40 67.39 71.37 5.95
Embarque 43.27 43.27 9.36 12.50 9.36 12.50 6.28
Empaque. 8.19 10.53 12.40 16.85 12.40 16.85 11.24
234
28. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
4.6. MANEJO DE MATERIALES cualquier análisis de manejo dependerá son:
Materiales, Movimientos y Métodos.
A partir de la Segunda Guerra
Mundial se ha reconocido la importancia Para el estudio del Manejo de
que el manejo de materiales tiene en la Materiales dentro de PROMMESA se
actividad industrial. La aplicación apropiada llevará a cabo mediante un análisis con
del manejo de materiales permite una ayuda de la Técnica denominada S. H. A
integración suavizada de todos los procesos cuyo significado en inglés es Systematic
de una empresa, relacionando el Handling Analysis, y en español significa
movimiento, el tiempo, cantidad y espacio. Análisis Sistemático de Manejo.
Históricamente se ha concentrado la 4.7. “SYSTEMATIC HANDLING
atención sobre la forma de hacer las cosas y ANALYSIS (SHA)” ANÁLISIS
se ha descuidado la ciencia de moverlas. SISTEMÁTICO DE
Hay dos excepciones, la rama de transportes •
MANUTENCIÓN (SHA)
y la técnica de estudios de movimientos en
la estación. Pero el claro entre estas dos es lo
que se conoce como " Manejo de El Análisis Sistemático de Manejo es
Materiales". un procedimiento organizado, de aplicación
universal a cualquier proyecto de manejo de
En el sentido más amplio el Manejo materiales, el SHA consiste en:
de Materiales se define como la "
Preparación, ubicación, posición, 1. Estructura de Fases.
desplazamiento o almacenaje de todos los 2. Patrón de procedimientos.
materiales, partes y componentes que son 3. Colocación de Convenciones.
objeto de la actividad industrial ".
Fases del SHA
El problema típico consiste en
transportar materiales, de un punto a otro sin Como cada proyecto de manejo lleva
retrocesos con un mínimo de transferencias su curso de los objetivos establecidos para
entregándolos a las estaciones de trabajo o instalar la realidad física pasa por cuatro
centros de producción indicados, de forma fases las cuales son:
que se eviten congestiones, demoras o
movimientos innecesarios. I. Integración externa.
II. Plan total de manejo.
Los objetivos o beneficios del III. Planes de manejo detallados.
manejo de Materiales son: IV. Instalación.
1). Reducir costos. Elementos claves
2). Disminuir desperdicios.
3). Aumentar la capacidad productiva de la Se examinarán los elementos claves
empresa. de entrada e información preliminar,
4). Mejorar las condiciones de trabajo. necesarios para actualizar un problema de
manejo de materiales. Estos son:
Los fundamentos básicos del manejo
de materiales tienen sus bases sobre la cual
•
Richard Muther; "Systematic Handling Analysis.
235
29. CAPÍTULO 4
• P Productos o Materiales (Partes, Dimensiones de la Hoja: 91.4 cm * 304.8
artículos, unidades) cm.
• Q Cantidades (Ventas o Volúmenes de Peso de la Hoja de Lámina: 42.51 kg.
contratados). Dureza: 69 - 79 Rb.
• R Rutas (Secuencia de operación y
requisitos de proceso). Composición Química: Lámina SAE 1008.
• S Servicios de Soporte (Tal como C 0.08 - 0.13
control de inventarios, orden de Mn 0.30 - 0.60
procesos, mantenimiento). P 0.04 Máx.
S 0.05 Máx.
• T Tiempo (Tarifas, tiempos de
Corte de la lámina: Cortada en Tiras con un
operación).
ancho de 22.85 cm.
Peso de la tira de lámina: 10.63 kg / Tira.
4.7.1. PATRÓN DE PROCEDIMIENTOS
Número de Tiras por lámina: 4 tiras/lámina.
DEL SHA
Dimensiones del artículo: Lámina 15.42 cm
* 21.27 cm.
El manejo de Materiales se basa en:
Número de piezas por tira: 19 pzas / tira.
Materiales y movimientos que se deben
Peso de la pieza: 0.489 kg.
hacer, estableciendo prácticos métodos
Número de piezas por lote: Lámina: 1000
económicos para acomodar el movimiento
pzas / lote.
de los materiales. el Patrón de
Procedimientos SHA descansa, plenamente
Tipo de material: Tubo SAE 1010,
en estos tres fundamentos
Resistente a la Tracción 270-500 N/mm2.
4.7.2. CLASIFICACIÓN DE LOS Dimensiones de la Hoja: 600 cm de longitud
MATERIALES * 2 cm de diámetro * 1.00 mm de espesor.
Dureza: 75 - 86 Rb.
Debido a que la empresa Tamaño de grano: 6 – 8 (ASTM E -112).
PROMMESA, S.A. de C.V., presenta un Corte del Tubo: Cortado a 51.6 cm de
gran número de artículos diferentes, y que la longitud.
gran mayoría de ellos se producen utilizando Número de partes por Tubo: 11 pzas / Tubo.
como materia prima Lámina, Tubo y Barra, Dimensiones del tubo cortado: 51.6 cm * 2
se pueden agrupar los materiales en clases. cm de diámetro.
Dichas clases de material deben consistir de Número de piezas por lote: 1000 pzas / lote.
artículos que son similares en una
característica dominante o por artículo. En Empaque interior: Se acomodan en cajas o
PROMMESA, S.A. de C.V., se obtuvo la contenedores la cantidad de 500 pzas / caja,
siguiente clasificación de los materiales protegidas con plástico.
sobre la base del tipo de artículo producido. Dimensiones de la caja: 80 * 100 * 70, cm.
Peso Neto: 250 kg * contenedor.
Nombre del artículo: SOPORTE TUBO. Estivación máxima: 3 cajas.
Empresa a quién se le maquila: Robert
Bosch.
Tipo de material: Lámina SAE 1008,
Calibre # 14.
236
30. DISTRIBUCIÓN DE PLANTA Y MANEJO DE MATERIALES
PATRÓN DE PROCEDIMIENTO SHA.
Elemento clave de entrada: P, Q, R, S, T.
1. Clasificación de materiales
2. LAYOUT
3. Análisis de movimiento
4. Visualización de movimientos
5. CONOCIMIENTO Y ENTENDIMIENTO DE LOS MÉTODOS DE MANEJO
DE MATERIALES
6. Planes preliminares de manejo
7. Modificaciones y
limitaciones
8. Calculo de requerimientos
Plan X Plan Y Plan Z
9. Evaluación de
Plan de manejo
alternativas
seleccionado
Fig. 4.14. Patrón de procedimientos del SHA.
Richard Muther; "Systematic Handling Analysis
237
31. CAPÍTULO 4
Nombre del artículo: SEAT ASSY – RR Tipo de material: Lámina de acero rolada en
SPR, LWR. caliente SAE 1010, Calibre # 7.
Empresa a quién se le maquila: Nissan Dimensiones de la Hoja: 91.4 cm* 304.8
Civac. cm.
Peso de la Hoja de Lámina: 42.51 kg.
Tipo de material: Barra de acero estirado en Dureza: 45 - 65 Rb.
frió SAE 1045. Composición Química: Lámina SAE 1010.
Dimensiones de la Barra: longitud 3.0 o 6.0 C 0.08 - 0.13
mts * 0.624” – 0.762” de diámetro. Mn 0.30 - 0.60
Peso de la Barra: 4.656 kg o 9.312 kg. P 0.04 Máx.
Dureza: 20 – 28 Rc (CR SAE 1045). S 0.05 Máx.
Composición Química: Barra CR 1045. Corte de la Lámina: Cortada en Tiras con un
C 0.43 – 0.50 ancho de 6.4 cm.
Mn 0.60 – 0.90 Peso de la tira de Lámina: 7.14 kg / Tira.
P 0.04 Máx. Número de tiras por Lámina: 14 tiras /
S 0.05 Máx. lámina.
Corte de la Barra: Cortada en tramos de Dimensiones del artículo: 6.4 cm * 12.8 cm.
10.86cm. Peso del artículo: 0.299 kg.
Peso del tramo de Barra: 27 o 55 Número de piezas por tira: 23 pzas / tira.
tramos/barra.
Dimensiones del artículo: diámetro (0.624 – Número de piezas por lote: 1000 pzas / lote.
0.762”) * 10.74 de longitud. Peso del artículo ensamble: 1.743 kg.
Peso del artículo: 0.168 kg. Empaque interior: Se acomodan en cajas la
cantidad de 250 piezas / contenedor,
Tipo de material: Lámina de acero rolada en protegidas con plástico.
caliente SAE 1010, Calibre # 7. Dimensiones de la contenedor: 54 cm * 37.2
Dimensiones de la Hoja: 91.4 cm* 304.8 cm * 18.5 cm.
cm. Peso Neto: 500 kg * contenedor.
Peso de la Hoja de Lámina: 42.51 kg. Estivación máxima: 9 contenedores.
Dureza: 45 - 65 Rb.
Composición Química: Lámina SAE 1010. Nombre del artículo: SLINGER – ENG,
C 0.08 - 0.13 FR.
Mn 0.30 - 0.60 Empresa a quién se le maquila: Nissan
P 0.04 Máx. motores.
S 0.05 Máx.
Corte de la Lámina: Cortada en Tiras con un Tipo de material: Lámina SAE 1010;
ancho de 19.3 cm. Rolada en frío, Calibre # 7.
Peso de la tira de Lámina: 6.458 kg / Tira. Dimensiones de la Hoja: 91.4 cm* 304.8
Número de tiras por Lámina: 15 tiras / cm.
lámina. Peso de la Hoja de Lámina: 101.99 kg.
Dimensiones del artículo: 19.3 cm * 17.7 Dureza: 45 - 65 Rb.
cm. Composición Química: Lámina SAE 1010.
Peso del artículo: 1.276 kg. C 0.1 Máx
Número de piezas por tira: 5 pzas / tira. Mn 0.25 - 0.45
P 0.04 Máx.
S 0.05 Máx.
238