FESTIVAL IMPERDIBLE24 - Calaceite -15-16 junio.pdf
Análisis de control estadístico de procesos para sensor de presión
1. Práctica de Control Estadístico de Procesos
Control por Variables
Fichero de datos: Sensorpresion.sf3
1. Los datos
Un sensor de presión ha de trabajar en condiciones de alta temperatura. Para controlar la calidad en su
fabricación, se realiza un control sobre el efecto de la temperatura en la resistividad del circuito impreso de
dicho sensor. Los datos obtenidos están en valores adimensionales (valores beta). Las tolerancias técnicas son:
Límite de Tolerancia Inferior: 19.7 unidades. Límite de Tolerancia Superior: 39.8 unidades. Idealmente, los
circuitos deberían proporcionar un valor nominal de 29 unidades (fichero Sensorpresion.sfx).
La cadena de producción produce una media de 150 circuitos en media hora. La obtención de los valores
beta de la prueba tiene, para cada circuito, una duración media de 2 minutos, por lo que se podrían analizar,
aproximadamente, 15 en media hora (un 10 % de la producción). Criterios organizativos y económicos
aconsejaron finalmente reducir a 5 el número de circuitos que se analizarían cada media hora (de esta forma, el
técnico que realiza las pruebas puede realizar otras tareas relacionadas con la inspección del material en
curso).
El procedimiento de control es entonces el siguiente. El técnico recoge 5 circuitos producidos
consecutivamente, los inspecciona y anota los resultados de la inspección (los 5 respectivos valores beta) junto
con otros datos relacionados con el proceso (personal, incidencias, cambios en herramientas o materiales, etc.).
A la media hora de la recogida vuelve a recoger otros 5 circuitos, etc. Por tanto, el control estadístico se realiza
con subgrupos de tamaño 5. Para la elaboración del gráfico de control se obtienen un total de 100 mediciones
(20 grupos de 5). Los datos se encuentran en la variable Sensor del fichero Sensorpresion.sfx .
Se desea diseñar un gráfico de control X − R para monitorizar esta característica de los circuitos
2. Entrada de datos
La realización de Gráficos X − R y X − S con Statgraphics es muy similar. Por tanto, sólo se describirá
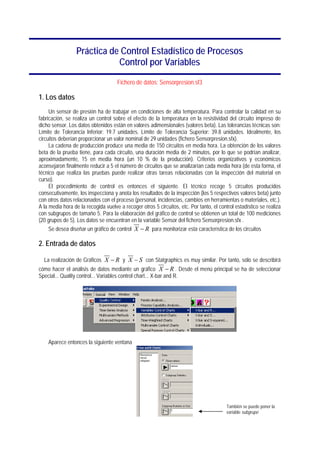
cómo hacer el análisis de datos mediante un gráfico X − R . Desde el menú principal se ha de seleccionar
Special... Quality control... Variables control chart... X-bar and R.
Aparece entonces la siguiente ventana
También se puede poner la
variable subgrupo
2. La variable que contiene los datos se ha de escribir en el campo Observations. En nuestro caso, la variable
sensor tiene el coeficiente beta de cada sensor analizado. El número de observaciones que contiene cada
subgrupo se escribe en el campo Subgroup number or Size. En nuestro caso basta con poner el número 5. Si
cada subgrupo tiene distinto tamaño, se introducirá la variable que contiene los valores numéricos del tamaño
de cada subgrupo. En nuestro caso, la variable subgrupo tiene el número de subgrupo. Es equivalente poner el
número 5 en el campo Subgroup number or Size, que poner la variable subgrupo.
Si en lugar de los datos originales se posee sólo la media y rango de cada subgrupo, se seleccionará, en la
entrada de datos, la opción Subgroup Statistics, y se introducirán las variables que contienen las medias y los
rangos de cada subgrupo.
3. Construcción del gráfico de control
Para ver un resumen del análisis se pulsa Tabular Options apareciendo la ventana
donde en la opción Analysis Summary se muestra los parámetros utilizados en los gráficos. La información que
se muestra es la siguiente:
Gráfico de medias
Gráfico de rangos
Estimaciones de parámetros
de la variable de interés
Esta información nos proporciona los valores numéricos de los gráficos de control: línea central (centerline) y
Límites de Control Superior (UCL) e inferior (LCL). También nos proporciona el número de puntos que se
encuentran fuera de los límites (beyond limits). Además nos proporciona la media, desviación típica y rango
medio de los datos. Veamos a continuación algunos de los cálculos mostrados en esta pantalla de resumen.
Como en este gráfico la dispersión se mide a través de los rangos, tenemos que el estimador insesgado de la
desviación típica del proceso es
R
σ=
ˆ
d2
donde R = 5.8 y para n=5 tenemos d 2 = 2.326 . Por tanto,
3. R 5.8
σ=
ˆ = = 2.49355 ,
d 2 2.326
que coincide con el resultado proporcionado por Statgraphics. Asimismo, el LCS (UCL) del gráfico de medias a
partir de los rangos es
σˆ 5.8
LCS = x + 3 = 33.32+3 = 36.6654 ,
n 2.326
que coincide también con el valor del UCL proporcionado por Statgraphics. El LCS para el gráfico de rangos es
LCS = D4 R .
Para n=5 se tiene que D4 = 2.115 , por lo que
LCS = 2.115 × 5.8 = 12.26 ,
coincidiendo así con el resultado de Statgraphics.
Para visualizar los gráficos de control seleccionamos Graphics Options donde tenemos la ventana
Si seleccionamos ambos gráficos (X-bat Chart: gráfico de medias; Range Chart: gráfico de rangos) obtenemos
donde puede observarse que los valores del gráfico son los que se presentaron numéricamente más arriba. Un
gráfico de control debe tener unos límites calculados con observaciones obtenidas cuando el proceso está bajo
control. Por tanto, si queremos utilizar los datos de la variable sensor para diseñar el gráfico, debemos eliminar
aquellas muestras que están fuera de los límites. Para hacerlo, seleccionamos Analysis Options en el botón
derecho del ratón. Tenemos entonces
4. que nos lleva a la siguiente ventana
Como estamos construyendo el gráfico, debemos seleccionar Initial Study . Para eliminar las submuestras fuera
de los límites, seleccionamos Exclude, y llegamos al siguiente menú
En este menú podemos eliminar la submuestra que deseemos (opción: Manual). En esta opción Manual
también podríamos incluir alguna submuestra excluida anteriormente. La opción Reset sirve para utilizar todos
los grupos (sólo útil si previamente se habían eliminado subgrupos). La opción que interesa en este momento
es la de Automatic. Con esta opción no sólo se eliminarán los grupos que se han detectado inicialmente fuera
de control, sino aquellos que estén fuera de control después de recalcular los límites. El programa realiza la
operación eliminacion/recálculo de límites recursivamente hasta que todas las observaciones se encuentren
dentro de los límites de control. El programa actualizará los gráficos y los análisis. Los subgrupos eliminados
aparecen marcados para poder identificarlos. El resultado es
donde se han eliminado los 5 subgrupos que antes se salían de los límites en alguno de los gráficos. Los
valores numéricos de los gráficos aparecen en la parte derecha del gráfico. También aparecen en la ventana de
Analysis Summary que se mencionó arriba, con la diferencia de que ahora los resultados se basan sólo en los
subgrupos dentro de los límites. Estos resultados son
5. Ahora, la estimación se sigma sí es del proceso bajo control. La capacidad del proceso es entonces
Capacidad = 6 × σ = 6 × 2.14961=12.89
ˆ
4. Propiedades del gráfico
4.1 Curva OC
Una vez que tenemos el gráfico de control diseñado, podemos conocer algunas características importantes,
como la probabilidad de detectar cierto desajuste con el gráfico de control. Esta probabilidad se obtiene a partir
de la denominada curva Característica de Operaciones, u OC curve (Operation Characteristic). La curva OC se
define como
OC(μ ) = Probabilidad de estar entre los límites de control cuando la media del proceso es μ
Es decir, OC(μ ) = 1-Probabilidad de alarma. Cuando el proceso está bajo control, es decir, cuando
μ = 33.2133 se tendrá que OC(33.2133) = 0.997 . En general, se tiene que
(
OC(μ ) = P LCI < X < LCS X ~ N ( μ , σ 2 ) )
Por tanto, dada la media y la varianza del proceso, esa probabilidad podría calcularse fácilmente usando los
valores de la distribución normal. En el Statgraphics podemos obtener esas probabilidades para el gráfico de
control. En las opciones gráficas seleccionamos OC curve,
y obtenemos
donde el eje X es la media del proceso y el eje Y la probabilidad de estar entre los límites. Puede observarse en
este gráfico que cuando el proceso está bajo control ( μ = 33.2133 ), se tiene Pr(accept)=0.997. Para ver
6. mejor el valor que corresponde en el gráfico podemos usar la opción Locate. Para acceder a esta opción
debemos primero hacer doble clic en el gráfico. Sólo entonces, al pulsar el botón derecho del ratón aparecerá la
opción Locate.
Al seleccionar Locate aparece un par de líneas que pueden desplazarse con el ratón o las flechas de cursor. Si
las colocamos en máximo de la curva OC encontramos que si μ = 33.2133 entoces Pr(accept)=0.997.
Podemos ahora hacer el siguiente ejercicio: ¿Cuál es la probabilidad de detectar con este gráfico que la media
aumenta hasta 35 unidades? Según el gráfico de la curva OC que se muestra a continuación, la probabilidad de
estar entre los límites si la media pasa a ser 35 es 0.87. Por tanto, la probabilidad de dar la alarma es 0.13
Si hacemos este cálculo analíticamente tendríamos
P(alarma) = P( X > LCS ) + P( X < LCI ) ~ P( X > LCS )
⎛ X − μ LCS − μ ⎞
= P⎜ > ⎟
⎝σ / n σ/ n ⎠
Utilizamos que σ = 2.1496 ; μ = 35 ; n = 5 ; LCS = 36.0973 . Por tanto,
ˆ
⎛ 36.0973 − 35 ⎞
P (alarma) = P ⎜ z > ⎟ = P ( z > 1.14) = 0.13
⎝ 2.1496 / 5 ⎠
que coincide con lo que nos dice el gráfico.
4.2 Curva ARL
Las siglas ARL vienne de Average Run Length, y significa Longitud Media de Racha. Es el número medio de
muestras que necesitamos para dar la alarma. Se puede demostrar que si el proceso tiene media μ , el número
medio de muestras que produciremos hasta que una muestra se salga de los límites de control es
1 1
ARL( μ ) = =
P(alarma) 1 − OC ( μ )
por tanto la función ARL y la OC son dos formas de expresar la sensibilidad del gráfico de control. El
Statgraphics nos proporciona la curva ARL entre las opciones gráficas
7. obteniéndose la siguiente figura
Usando la opción Locate podemos comprobar como, bajo control,
1 1
ARL( μ = 33.21) = = = 370.4
P(alarma) 0.0027
Podemos ahora hacer un ejercicio similar al anterior. Si la media pasa a valer 35 unidades ¿Cuántas muestras
necesitaremos por término medio para dar la alarma? Según el gráfico obtenemos
También podemos obtener ese valor analíticamente (que será más preciso, pues el gráfico depende de la
resolución que permite el cursor). Anteriormente hemos calculado que si la media es 35, P(alarma)=0.13. Por
tanto
1 1
ARL( μ = 35) = = = 7.69
P (alarma) 0.13
que vemos que es muy similar a lo que dice el gráfico. Por tanto, cuando el proceso se desajusta, pasarán por
término medio entre 7 y 8 muestras hasta que nos salgamos de los límites. Por tanto, al investigar el proceso
debemos investigar no solo la muestra que se salió de los límites, sino las 8 anteriores.
5. Indices de capacidad
En las Tabular Options seleccionamos Capability Indices
8. donde obtenemos la siguiente pantalla
Para obtener valores de índices de capacidad debemos introducir las tolerancias del proceso. En Pane Options
(botón derecho del ratón) obtenemos la siguiente ventana de introducción de información
Datos
de entrada
donde los valores numéricos de tolerancias y Nominal debemos introducirlos nosotros a partir de las
especificaciones. Si no tenemos información de tolerancias NO podemos calcular ningún índice de capacidad.
El resultado es
donde lo que más llama la atención es que el proceso está muy descentrado, y tiene problemas de capacidad
con las tolerancias superiores.
9. 6. Aplicación del gráfico a nuevos datos
Una vez que tenemos el gráfico construido (es decir, sus límites de control y línea central) lo aplicaremos a un
nuevo conjunto de datos, que será como se usará en la práctica. Los nuevos datos se encuentran en la variable
Newsensor. Seleccionamos e introducimos los nuevos datos
Para aplicar a estos datos un gráfico de valores concretos, seleccionamos Analysis Options en el botón derecho
del ratón
y obtenemos
Información del
gráfico anterior
En esta ventana seleccionamos ahora Control to Standard, en lugar de Initial Study. Tenemos ahora dos
posibilidades para representar estos nuevos datos en el gráfico anterior. Una opción es introducir la media y
desviación típica estimadas el gráfico anterior (una vez que todas las observaciones estaban entre los límites).
Esta opción se accede en Specify Parameters, y es la que se ha usado en la figura anterior. Una segunda
opción, totalmente equivalente a la anterior es usando Specify Control Limits, y entonces escribiendo
directamente los límites que queremos emplear. En nuestro caso, para usar el gráfico estimado en el conjunto
inicial de datos tendremos los siguientes valores:
Información del
gráfico anterior
Obtenemos los siguientes gráficos:
10. En estos gráficos se aprecia que el proceso parece que tiene una media estable, pero la varianza no. Hay
varios puntos del gráfico de control marcados. Dos de ellos es claramente por estar fuera de los límites de
control, mientras que 4 de ellos son por seguir algún patrón no aleatorio. Si queremos más información sobre la
razón para marcar estos puntos vamos a Tabular Options y seleccionamos Run Tests (test de rachas).
Obtenemos el siguiente resultado:
donde se indica la regla (rules) que se ha aplicado en cada uno de esos cuatro puntos. Si queremos modificar
estas reglas, lo podemos hacer si estando en esa ventana de resultados seleccionamos Pane Options, en el
botón derecho del ratón. Obtenemos entonces la siguiente ventana de opciones que nos permite modificar los
tests de aleatoriedad (o de rachas) como queramos
11. 7. Graficos de observaciones individuales
Los gráficos de control de observaciones individuales se realizan en Special... Quality control... Variables control
chart... Individuals
La ventana de entrada de datos es
donde ahora sólo hay que introducir la variable que tiene las observaciones. El resto de procedimientos y
opciones son similares a la de los gráficos expuestos anteriormente.