LËVIZJET THEMELORE TE MAKINAT METALPRERËSE-
•Télécharger en tant que PPT, PDF•
2 j'aime•4,848 vues


Recommandé
Recommandé
Contenu connexe
Tendances
Tendances (20)
Plus de Rrahim Maksuti
Plus de Rrahim Maksuti (20)
LËVIZJET THEMELORE TE MAKINAT METALPRERËSE-
- 1. LËVIZJET THEMELORE TE MAKINAT METALPRERËSEELEMENTET THEMELORE TË REGJIMIT TË PËRPUNIMIT ME PRERJE
- 2. LËVIZJET THEMELORE TE MAKINAT METALPRERËSE Për përftimin e sipërfaqeve sipas kushteve teknike, lënda e parë (copa nistorepjesa që përpunohet) dhe vegla prerëse fiksohen në makinat metalprerëse, organet punuese të të cilave u transmetojnë atyre lëvizje. Për realizimin e suksesshëm të procesit të prerjes, lëvizjet duhet të jenë plotësisht të përcaktuara. Këto lëvizje janë të ndryshme për makina të ndryshme metalprerëse .
- 3. Lëvizjet e organeve punuese të makinave metalprerëse me qëllim të realizimit të përpunimit me prerje (heqje ashklegëdhendje), pavarsisht llojit të procesit mund të jenë: lëvizje themelore (bazë) dhe lëvizje ndihmëse.
- 4. Lëvizjet themelore(bazë) janë të lidhura drejtpërdrejtë me procesin e heqjes së ashklës nga sipërfaqja e lëndës së parë që përpunohet (pjesës-copës) dhe ndahen nëe: lëvizje kryesore dhe lëvizje të hapit (ushqimit-avancimit). Lëvizja kryesore realizon procesin e prerjes dhe shpesh emërtohet edhe si lëvizje e prerjes. Lëvizja e hapit (ushqimit-avancimit) siguron vazhdimësinë e procesit të prerjes në të gjithë gjatësinë e sipërfaqes që përpunohet (punohet).
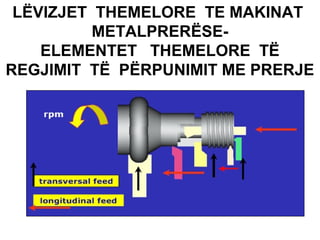
- 5. Drejtimi i lëvizjes së hapit mund të jetë: gjatësor-longitudinal-aksial tërthor-transverzal-radial pjerrët (kithtë) Gjatësor Tërthor I pjerrët
- 6. Lëvizjet ndihmëse siç tregon edhe emërtimi, ndihmojnë në realizimin e procesit të përpunimit (punimit) me heqje ashkle. Ndër lëvizjet ndihmëse mund të përmenden: lëvizjet për vendosjen dhe heqjen e detalit, lëvizjet për afrimin dhe largimin e veglës prerëse, lëvizjet për ndryshimin e regjimeve të punimit, lëvizjet për matjen e përmasave të punimit, etj.
- 7. Lëvizjet ndihmëse, në varësi të shkallës së automatizimit të procesit mund të kryhen nga: punëtori, makina, punëtori dhe makina së bashku.
- 8. Vlen të theksohet se parimisht lëvizja kryesore realizohet gjithmonë me shpëjtesi më të madhe së levizja e hapitushqimit. Lëvizjet themelore dhe ato ndihmëse u transmetohen organeve të punës të makinave metalprerëse nga punëtori ose me ndihmen e mekanizmave përkates. Këto mekanizma transmetojnë lëvizjet nga burimi i energjisë (elektromotorit) deri tek organet e punës.
- 10. Gjatë tornimit lëvizja kryesore është rrotulluese, të cilën e bën pjesa që i nënshtrohet përpunimit, kurse lëvizja e hapit-ushqimit është translatore (drejtvizore) dhe e bën vegla prerëse (thika).
- 16. Broaching machine Broaching tools Complex hole shapes cut by broaching
- 18. ELEMENTET THEMELORE TË REGJIMIT TË PËRPUNIMIT ME PRERJE . Regjimi: Ecuria e procesit të përpunimit (punimit) me prerje, mënyra dhe rregullat e realizimit të procesit të përpunimit me prerje.
- 19. Përpunimi (punimi) i metaleve në makinat metalprerëse përfshin heqjen me radhe të shtresave të caktuara të metalit nga lënda e parë (copa-pjesa) që punohet, deri në përftimin e detalit me: formë të specifikuar, përmasa të specifikuara dhe vrazhdësi (ashpërsi) të specifikuar. Për tu realizuar kjo punë, nevojitet që të caktohen drejt elementet e regjimit të prerjes.
- 20. Vlen të theksohet se për përcaktimin e elementeve kryesore të regjimit të përpunimit me prerje, mund të shfrytëzohen dy varianta: 1-llogaritja e përafërt e elemeneteve përkatëse të procesit, duke tentuar gjithmonë në përcaktimin e vlerave optimale, 2-shfrytëzimi i të dhënave të standardizuara, të dhëna në tabela dhe grafikone nëpër doracakë (manuale) të ndryshëm.
- 21. Elementet themelore të përpunimit me prerje janë: shpejtësia e prerjes-(v-N), hapi (ushqimi)-(S-f), thellësia e prerjes-(δ-d). regjimit të
- 22. Përveç këtyre elementeve themolore, në grupin e elementeve të prerjes mund të merren edhe elementet e shtresës së prerë: trashësia e shtresës së prerë-(a), gjerësia e shtresës se prerë-(b), sipërfaqja e seksionit tërthorë të prerjes-(f), vëllimi i ashklës-(Q) Në elementet e regjimit të prerjes bën pjesë edhe koha (t ose T).
- 23. Shpejtësia e prerjes paraqet raportin e rrugës së kaluar në njësinë e kohës të një pikë të sipërfaqes së përpunuar të pjesës (detalit) ose të tehut të veglës prerëse, varësisht nga ajo se kush e kryen rolin e lëvizjes kryesore. Shpejtësia e prerjes matet në metra në minut (m/min) ose m/s, për makinat retifikuese. Për makinat metalprerëse me lëvizje kryesore rrethore, shpejtësia e prerjes përcaktohet me anën e barazimit:
- 24. πDn m v= ( ) 1000 min πDn m v= ( ) 1000 x60 s ku: v-shpejtësia e prerjes, në (m/min ose m/s), D-diametri i pjesës që përpunohet (punohet) tornimit ose diametri i veglës prerëse gjatë frezimit, shpimit dhe retifikimit, në (mm), n-numri i rrotullimeve të elementit (boshtit të punës ose veglës) që rrotullohet, në (rr/min).
- 25. Për makinat metalprerëse me lëvizje kryesore drejtvizore, shpejtësia e prerjes përcaktohet me barazimin: L v= ' (m / min) t 0 x1000 ku: L-gjatësia e hapit të pjesës-elementit që kryen lëvizjen kryesore drejtvizore, në (mm), t,0-kohëzgjatje e një hapi, në (min).
- 26. Te këto makina metalprerëse me hap vajtje-ardhje, përveç lëvizjes kryesore punuese kemi edhe lëvizje këthyese-boshe. Nëse me t’’0- shënohet kohëzgjatja e hapit këthyes-bosh, atëhere ciklet e lëvizjes që quhen hapa të dyfishtë të makinës (n l) shprehen nëpërmjet barazimit: 1 nl = ' (h.d . / min) '' t 0 +t 0
- 27. Te mekanizmat te të cilët transmetohen hapa të dyfishtë është i rëndësishëm raporti në mes të hapit të punës dhe hapit bosh: ' t0 K = '' t 0 dhe gjithmonë K>1 Nëse : t '' 0 ' t0 = K
- 28. nl = 1 t '0 t0+ K ' K = ' t 0 ( K + 1) K t0 = nl ( K + 1) ' Nëse t’0 zëvendësohet në barazimin për shpejtësinë e prerjes, atëhere fitohet: L( K +1) xnl v= ( m / min) 1000 K
- 29. Sasia e ashklës së prerë Karakter st kat K a r a k t e r ii s t ii k a t Cilësia e sipërfaqes Jetëgjatësia e veglës Jetëgjatësia e veglës Rezistenca e prerjes Rezistenca e prerjes Spjetësia eeprerjes Spjetësia prerjes
- 30. Faktorët ndikues në shpejtësine e prerjes: -lloji i materialit që i nënshtrohet përpunimit, -lloji i materialit të veglave prerëse, -përmasat e pjesës, -vrazhdësia e specifikuar e sipërfaqes së punuar, -thellësia e prerjes, -shtangësia e makinës, etj.
- 31. Hapi (ushqimi-avancimi)-S paraqet vlerën e çvendosjes së tehut prerës (thikës) në drejtim të sipërfaqes që përpunohet (punohet) për një rrotullim të pjesës (detalit). Hapi-S matet me mm/rrot, mm/h.d., mm/min. Gjatë tornimit kemi hap-ushqim gjatësor (Sgj), që kryhet në drejtim të aksit gjatësor të pjesës; hap-ushqim tërthor (St), që kryhet në drejtim pingul me aksin e pjess; hapushqim të pjerrët (Sp), që kryhet nën një kënd të caktuar kundrejt aksit të pjesës që përpunohet (punohet). Hapi-ushqimi i pjerrët u dedikohet sipërfaqeve konike.
- 32. Llojet e hapit (ushqimit) gjatë tornimit
- 33. Shpejtësia e prerjes Shpejtësia e prerjes Korrelacioni ndërmjet shpejtësisë së prerjes dhe madhësisë së hapit (ushqimit) varet dukshëm edhe nga lloji i materialit të thikës dhe mund të paraqitet në mënyrë tabelare ose grafike. Madhësia eehapit Madhësia hapit
- 39. Hapi (ushqimi) gjatë zdrugthimit
- 40. Në varësi të vazhdimësisë së realizimit, hapi-ushqimi mund të jetë: -kontinual (i pandërprerë) -diskontinual (i ndërprerë-periodik) Nëse me L(mm) shënohet rruga e veglës prerëse nëpër material te makinat metalprerëse me lëvizje rrethore, me t k(min) koha e kaluar për rrugën L dhe me n (rr/min) numri i rrotullimeve të boshtit të punës, atehëre për madhësinë e hapit (ushqimit) S, ftohet shprehja: L S= (mm / rr ) t k xn
- 41. Në mënyrë analoge për makinat metalprerëse me lëvizje drejtvizore fitohet shprehja: B S= (mm / h.d .) t k xnl ku: B-gjerësia e sipërfaqes që përpunohet, në (mm), tk-koha e makinës (koha kryesore), në (min), nl-numri i hapave të dyfishtë për (min).
- 42. Nëse zëvëndesohet vlera e nl , atëhere fitohet relacioni: S = B (t ' 0 +t '' 0) tk ( mm / rr ) përkatësisht: B ( K + 1)t 0 S= ( mm / h.d ) Kxt k '
- 43. Thellësia e prerjes-(t,δ) është distanca ndërmjet sipërfaqes që përpunohet (punohet) dhe sipërfaqes së përpunuar (punuar), e matur në drejtim pingul me sipërfaqen e përpunuar (punuar). Në qoftë se një copë cilindrike me diameter (D) tornohet me një kalim të thikës deri në diametrin (d), thellësia e prerjes do të jetë: D−d t =δ = , (mm) 2
- 45. Elementet e shtresës së prerë-ashklës trashësia e shtresës së prerë-(a), gjerësia e shtresës së prerë-(b), sipërfaqja e seksionit tërthorë të prerjes-(f), vëllimi i ashklës-(V)
- 46. Trashësia e shtresës së prerë-(a) është distanca ndërmjet dy pozicioneve të njëpasnjëshme të sipërfaqes së prerjes për një rrotullim të copës që punohet, e matur në drejtim pingul me tehun kryesor prerës në rrafshin kryesor.
- 47. Trashësia e shtresës së prerë mund të shenjohet me shenja të ndryshme (në rastin tonë është shenjuar me (a). Vlen të theksohet se për të njejtën madhësi të hapit (ushqimit), me ndryshimin e këndit kryesor në plan (φ), trashësia e shtresës së prerë ndryshon. Me rritjen e këndit (φ), trashësia e shtresës rritet dhe e kundërta.
- 48. Gjerësia e shtresës së prerë(ashkles)-b është distanca ndërmjet sipërfaqes që përpunohet (punohet) dhe sipërfaqes së përpunuar(punuar) që matet gjatë tehut kryesor prerës në sipërfaqen e prerjes. Vlen të theksohet se gjerësia e shtresës së prerë është në varësi të drejpërdrejtë nga këndi kryesor në plan (φ).
- 49. Sipërfaqja e seksionit tërthore të prerjesf të ashklës është produkti i thellësisë së prerjes (t) dhe hapit (ushqimit-S) ose produkti i gjerësisë së prerjes (b) dhe i trashësisë së prerjes (a). f= t x S (mm2) ose f= b x a (mm2) Sipërfaqja e seksionit tërthorë të prerjes së ashklës që përcaktohet me anë të kësaj formule ka vetëm karakter njehësues (llogaritës), sepse vlera reale e saj ndryshon për një përqindje të caktuar (afro3%).
- 50. Sipërfaqja e seksionit tërthorë të ashklës shërben për llogaritjen e forcave të prerjes, që krijohen gjatë procesit të prerjes. Vëllimi i ashkles-V që pritet për njësi të kohës (minut) përcaktohet me formulën: V= t x S x v= f x v (m3/min) ndërsa Pesha (masa) e ashklës përcaktohet me formulën: Vxγ fxvxγ G= = (kg / min) 1000 x9,81 1000 x9,81 ku: γ-pesha (masa) specifike materialit (kg/m3) (dendësia) e
- 51. Ndër faktorët tjerë që e formojnë procesin teknologjik hyn edhe koha që harxhohet për heqjen e ashklës, respektivisht koha për përpunimin e detalit të gatshëm. Koha e nevojshme për përpunimin (punimin ) e një detali në kushte teknikoorganizative ose ndryshe norma teknike e kohës përbëhet: koha kryesore e makinës (koha makinë)-tk koha ndihmëse-tn koha e shërbimit të vendit të punës-tsh koha për nevoja fizike dhe çlodhje-tfç
- 52. Koha e tërsishme për përgatitjen e një pjese (detali) përcaktohet me formulën: tp=tk+tn+tsh+tfç (min) Koha kryesore e makines (tk) harxhohet drejtpërsëdrejti për heqjen e ashklës.
- 53. Koha ndihmëse (tn) që harxhohet për vendosjen dhe heqjen e pjesës (copës), për afrimin dhe largimin e veglës prerëse, për kyçjen dhe çkyçjen e makinës, për ruajtjen e përmasave, etj. Koha e shërbimit në vendin e punës (tsh) që harxhohet për vendosjen dhe regjistrimin e veglës prerëse, për vajosjen dhe pastrimin e makinës, etj. Koha për nevoja fizike dhe çlodhje (tfç) i dedikohet personalisht punëtorit për kryerjen e procesit të përpunimit.
- 54. Koha kryesore e makinës (tk) dhe koha ndihmëse (tn) kryesisht e determinojnë kohën e tërsishme për përgatitjen e një detali nga pjesa që i nënshtrohet përpunimit, prandaj edhe zvogëlimi i tyre e rrit dukshem rendimentin e punes (afro 90% e tp) . Vlen të theksohet se për caktimin e kohës së punës për çdo lloj të përpunimit me prerje ekzistojnë manualet përkatëse . Normatimi i punës është një fushë e veçantë e përpunimit me prerje dhe i kushtohet poashtu kujdes i veçantë nga se ka ndikim të konsiderueshëm në rendiment.
- 57. Reduktimi i kohës në makinë
Notes de l'éditeur
- {}