

Recommandé
Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Six Sigma Case Studies
Similaire à Six Sigma Case Studies (20)
Plus de Vikram Dahiya
Plus de Vikram Dahiya (20)
Dernier
Dernier (20)
Six Sigma Case Studies
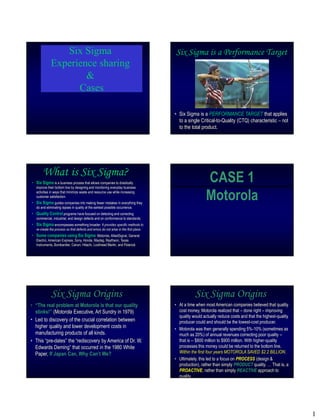
- 1. 1 Six Sigma Experience sharing & Cases Six Sigma is a Performance Target • Six Sigma is a PERFORMANCE TARGET that applies to a single Critical-to-Quality (CTQ) characteristic – not to the total product. What is Six Sigma? • Six Sigma is a business process that allows companies to drastically improve their bottom line by designing and monitoring everyday business activities in ways that minimize waste and resource use while increasing customer satisfaction. • Six Sigma guides companies into making fewer mistakes in everything they do and eliminating lapses in quality at the earliest possible occurrence. • Quality Control programs have focused on detecting and correcting commercial, industrial, and design defects and on conformance to standards. • Six Sigma encompasses something broader: It provides specific methods to re-create the process so that defects and errors do not arise in the first place. • Some companies using Six Sigma: Motorola, AlliedSignal, General Electric, American Express, Sony, Honda, Maytag, Raytheon, Texas Instruments, Bombardier, Canon, Hitachi, Lockheed Martin, and Polaroid. CASE 1 Motorola Six Sigma Origins • “The real problem at Motorola is that our quality stinks!” (Motorola Executive, Art Sundry in 1979) • Led to discovery of the crucial correlation between higher quality and lower development costs in manufacturing products of all kinds. • This “pre-dates” the “rediscovery by America of Dr. W. Edwards Deming” that occurred in the 1980 White Paper, If Japan Can, Why Can’t We? Six Sigma Origins • At a time when most American companies believed that quality cost money, Motorola realized that – done right – improving quality would actually reduce costs and that the highest-quality producer could and should be the lowest-cost producer. • Motorola was then generally spending 5%-10% (sometimes as much as 20%) of annual revenues correcting poor quality – that is -- $800 million to $900 million. With higher-quality processes this money could be returned to the bottom line. Within the first four years MOTOROLA SAVED $2.2 BILLION. • Ultimately, this led to a focus on PROCESS (design & production), rather than simply PRODUCT quality. … That is, a PROACTIVE, rather than simply REACTIVE approach to quality.
- 2. 2 SIX SIGMA QUALITY DEFINITION •Quality is a state in which value entitlement is realized for the customer and provider in every aspect of the business relationship. •Business Quality is highest when the costs are at the absolute lowest for both the producer & consumer. •Six Sigma provides maximum value to companies in the forms of increased profits and maximum value to consumers with high- quality products and services at the lowest possible cost. ● At the beginning of 80’s, In the Japanese market, Motorola’s beeper lost its name value because of the quality difference compared to Japan’s ● In 1981 they tried to meet a challenge to improve quality 5 times in 5 years and they couldn’t. ● They developed a consistent process base on statistical knowledge. ● In 1987, they established 6σ goal as a key initiative. ● Quality Cost Down by $3.2billion ● Origin of 6σ ●(Quality level elevated 100 times in 4 years) ●Culture harmony Western & Oriental 4. 6s Case StudyⅡ. Why 6s? Start : Motorola OUTCOME Start & Prosperity Motorola reached 5.5σ level in 1992. Outcome is $3.2billion from1987 to 1992. MotorolaMotorola Robert W. Galvin, former Motorola CEO Failing to implement Six Sigma in commercial areas with the same force that the company implemented it in its industrial sectors cost Motorola $5 billion over a four-year period. How Big is the Service Sector Anyway? MISTAKEN BELIEFS: Some companies still believe that improving commercial processes is less important than improving industrial processes or that seemingly intangible commercial processes can’t be controlled. BOTH ARE WRONG: Customers are more likely to take their business elsewhere because of poor service than poor products. Companies like GE have shown that improving internal and external commercial processes adds to the bottom line and to customer satisfaction significantly Case 2: Six Sigma and General Electric General Electric CEO, Jack Welch, describes Six Sigma as “the most important initiative GE has ever undertaken.” GE’s operating income, a critical measure of business efficiency and profitability, hovered around 10% for decades. In 1995 Welch mandated that each GE operation from credit card services to aircraft engine plants to NBC-TV work toward achieving Six Sigma. GE was averaging about 3.5s when it introduced the program. Case 2: Six Sigma and General Electric With Six Sigma embedding itself deeper into GE’s processes, they achieved the previously “impossible” operating margin of 16.7% in 1998 – up from 13.6% in 1995. In dollar amounts, Six Sigma delivered more than $300 million to GE’s 1997 operating income and more than $600 million in 1998.
- 3. 3 ● Quality Cost Down by $3.8 billion ● Adopt to all Biz. ●Train and do projects 4. 6s Case StudyⅡ. Why 6s? Prosperity :GE OUTCOME Start & Prosperity ● In 1995 GE launched 6σ process to overcome a difficult business environment and to challenge World Class Quality. ● They made new processes such as Productivity,Inventory Return etc, but improvement was delayed because of defects in processes. ● GE thinks World Class Quality is big challenge. GE now focuses on 6σ process for next generation . G EG E Case 3: AlliedSignal • 70,000 Employees • Chemicals, Fibers, Plastics, Aerospace Products, Automotive Products. • Larry Bossidy came from GE to become CEO in 1991 • Market Value = $4 billion in 1991 • Market Value = $29 billion by the end of 1998 • Market Value = $38 billion by 2000. AlliedSignal • 1996 GOALS: • 6% productivity increase • Reduced Inventory • Full-Capacity Utilization • Little or no Overtime • Reliable Products • 5s Manufacturing • 5s Designs • Predictable Cash Flow • 5s Suppliers • BY END OF 1998: • Total Impact of Six Sigma Within AlliedSignal Reached $2 Billion. • Six Sigma Profits in Service Areas including: – Order Processing – Shipping – Procurement – Product Innovation We can’t tell other organizations how to do Six Sigma, but we can tell them how not to do it. Allied has made mistakes along the way and, in the process, learned some tremendous lessons. • LESSON 1: The Organization’s Leadership Must Own Six Sigma • Upper management supported Six Sigma, managers below those at the top saw it as a “flavor of the month”. • Black Belts seen as a nuisance. • Black Belts were using “Six Sigma jargon” while managers were using business vocabulary. This led to confusion. • SOLUTION: Introduce ALL levels of management to Six Sigma. • Management had weeklong training sessions to understand the methods of the Breakthrough Strategy and how Black Belt training and experience could be leveraged. ALSO … how various initiatives “fit together”. • BEGAN TO FOCUS ON PROCESSES – NOT PEOPLE as the source of problems. Also, understanding of the Breakthrough Strategy provided a “plan of action”, rather than just a “command” to make something happen. Six Sigma Changed the Company Culture and One of the flaws at Allied is that we had too much vertical mobility. Managers inch up the same smokestack, learning more and more about less and less. But companies that train promising individuals as Black Belts circumvent the vertical flow and move people around horizontally, having them serve time in as many major businesses or divisions as possible to give them a kaleidoscopic view of the organization and the benefit of being mentored by a variety of new blood. Linked AlliedSignal’s Goals, Vision & Activities. Lesson Two: A Beginning Without an End Having recognized the need to train managers in the Six Sigma Breakthrough Strategy, Allied dedicated the next year to training 1,000 leaders in the organization in how Six Sigma worked, and in its potential financial impact. Training sessions lasted 3.5 days and emphasized Six Sigma’s impact on: Profitability through improved processes; The Crucial role of Black Belts, RATHER THAN teaching statistical processes involved in achieving Six Sigma. Initially trained top managers at each of Allied’s 11 Strategic Business Units and gradually worked their way down the organization to middle management, line supervisors, and so on. COMPLAINTS FROM BLACK BELTS WITHIN SIX MONTHS: Management turnover and too much promotion of Black Belts into management before benefit from the training and skills could be realized. SO … training had to be ongoing. Allied is not in the business of measuring activity. We are in the business of measuring results. IF something doesn’t have a positive impact on customer satisfaction, our shareholders, and employees, and in the process makes a lots of money, THEN we just flat out aren’t going to do it.” RICHARD A. JOHNSON, Director of Six Sigma at AlliedSignal
- 4. 4 Lesson Three: Black Belt Retention AlliedSignal’s goal: send Black Belts with a minimum of 18-24 months experience mastering the Breakthrough Strategy back into the organization to create Six Sigma behavior & thinking. 40% of Black Belts were promoted to departmental or plant managers. Others left AlliedSignal for higher-paying jobs at suppliers. Others completed only one or two projects before they were pulled back into their previous assignments with leadership not properly reviewing projects and properly acting upon financial opportunities created by Black Belts so that managers felt that Six Sigma wasn’t particularly important. 50% of Black Belts were absorbed back into the organization within six months. NOW … BLACK BELTS must work at least 18-24 months on a series of Six Sigma projects prior to a change of roles. TIME & EXPERIENCE ARE VIEWED AS CRITICAL TO SIX SIGMA SUCCESSAND THE MATURITY OF THE BLACK BELT. Lesson Three - Continued AlliedSignal’s Champions & Master Black Belts 3.5 Day Executive Overview followed by the traditional Four-Month Black Belt training process. MASTER BLACK BELTS are selected from the best of the Black Belts. Each of these trains and mentors 10 Black Belts Each Black Belt trains and mentors 10 Green Belts. NOW: All Salaried Employees are Expected to Undergo the 26 Hours of Training Required for Green Belt Certification by 2000. CHAMPIONS 20 Master Black Belts 70 Black Belts 2000+ Green Belts 18,000 Total # of Employees 70,000 Lesson Four: Supplier Capability is Critical to the Success of the Breakthrough Strategy The Majority of AlliedSignal’s Suppliers were operating at about three sigma. This prevented the company from realizing the full benefits of Six Sigma. AlliedSignal recognized that they needed to view suppliers as their partners. AlliedSignal began TRAINING its suppliers and offering other technical assistance. To achieve Six Sigma it is important to minimize the number of suppliers, limiting these to those that have been trained in the Breakthrough Strategy. Not only does AlliedSignal provide training, BUT then follows up by dedicating ITS OWN BLACK BELTS to mentor and work with critical suppliers. AlliedSignal estimates that for every 300 Black Belts it trains, 100 are either customers or suppliers. Deming: End the Practice of Awarding Business on Price Tag Alone. Lesson Five: There is No Such Thing as Operator Error It is PROCESSES – not PEOPLE that Fail. This maps to one of Deming’s 14 Points for Management: “DRIVE OUT FEAR”. Focus on Processes implies that people are not accused, but rather, that they are able to investigate processes and be “part of the solution”. Lesson Six: Focus on Bottom-Line Improvement The number one source of failure in deploying Six Sigma is the result of LACK OF COMMITMENT FROM THE ORGANIZATION’S LEADERSHIP. The FINANCE DEPARTMENT must be involved so that the impact of Six Sigma Projects on the Bottom-Line is apparent. Black Belts, the Finance Department, and Executive Leadership must work in tandem. While BLACK BELTS create opportunities for cost reduction and increased profitability, the company’s LEADERSHIP must make sure that Black Belts focus on the right projects and take action on the savings opportunities they generate. FINANCE provides closure to the effort by ensuring that the savings are returned to the organization’s bottom line. Lesson Seven: Initiative Overload • LARRY BOSSIDY, CEO: • One of the things I have trouble with is … nonfinancial objectives. Often they’re just as obscure and vacuous as they sound. • FIVE ACTIONS TO PERPETUATE SIX SIGMA: • 1. TRAINING: Allied’s employee base changes enough every nine to ten months that maintenance of Six Sigma culture requires that new employees be trained in the Breakthrough Strategy. • 2. Senior management involvement. • 3. Continued on-site leadership training, and alignment of goals among divisions to reinforce Breakthrough Strategy thinking and goals. • 4. Requiring Black Belts to dedicate a minimum of two years to working on Six Sigma projects. • 5. Supplier involvement and improvement in Six Sigma initiatives. Products and services should be improved ONLY to the degree that customer value is increased. Six Sigma is a program designed to generate money for the company, either through savings resulting from reduced costs, or from boosting sales by increasing customer satisfaction.
- 5. 5 AlliedSignal: Hindrances to Six Sigma Success Working on too many improvements at the same time. Not having someone accountable for the problem. Not being a process-based company. A lack of trained and experienced people. Middle managers who fear uncertainty about future roles. Lack of metrics focused on customer value-added processes. Lack of integrated information and financial systems. Fragmented, staff-driven approaches. Six Sigma Six Sigma is a way of achieving world class performance by focusing on customers' needs and eliminating defects Six Sigma is a quantitative statistical measurement that means not more than 3.4 defects per million opportunities Case Study : Tata Chemical Failure Mode & Effects Analysis Process Mapping & Failure Mode and Effects Analysis Agenda • Introduction to TCL • Context and Need for FMEA • Introduction to FMEA • Definition of terms • Steps in performing an FMEA • Introduction to the FMEA & S-O-D Tables • Methodology Adopted • Deliverables from FMEA • Action Plan
- 6. 6 GEOGROPHICAL LOCATION OF MITHAPUR GEOGROPHYCAL MAP Where We are PROFILE • One of the major units of TATA Group • Started in 1939 • Largest Inorganic Chemical Complex in ASIA • Largest manufacturer of Soda Ash in INDIA • Other products are Sodium Bicarbonate, Vacuum Iodised Edible Salt, Caustic Soda Lye, Liquid Chlorine, Hydrochloric Acid, Liquid Bromine, Inorganic Bromides, Portland & Pozzolana Cement • Gas based fertilizer complex at Babrala U.P. • Extensive rail siding within Mithapur works. • Produces wealth from waste • Acquired Certification of – ISO - 9001 : 2000 ; ISO - 14001 – Commendation for NQ Award The New Economy Competitive Environment • Gradual evolutionary change • Stability • Clearly defined industry boundaries • Power from incumbency • Domestic markets • Employee loyalty Competitive Environment • Frequent, discontinuous change • Creative destruction • Competitive advantage hard to sustain • Global markets • Instant access to unlimited employment opportunities The Old Economy Winds of Change in Tata Chemicals Winds of Change in Tata Chemicals Customised demands on product specs More players crowd the marketplace Environment laws Become more stringent ANSAC targets India Chinese start dumping SA Import duties keep dropping Customer does backward integration Competitor enhances capacity Govt. committed to deregulate Urea in the next five years Unstable national policy/ environment - Urea Intense price competition Our Cultural Pillars SpeedyExecution CollaborativeResponsiveness RelentlessCostFocus CompetitiveExcellence TATA CHEMICALS LIMITED Cost of Poor Quality Hidden Failure Costs Commonly measured failure costs Scrap, Rework Warranty Engineering Time Management Time Shop & Field Downtime Increased Inventory Decreased Capacity Delivery problems Lost orders
- 7. 7 6s 8-D Problem Solving Tech. S P C F M E AD O E (Statistical Process Control) Process MappingBench Marking Failure ModeandEffects Analysis (FMEA) • Structured analysis for identifying ways & methods in which the product or processes can fail and then plan to prevent those failures. • FMEA is a proactive tool for reducing defects and non- conformities. • A “before-the-event” action, not an “after-the-fact” exercise. Advantages of FMEA 1. Identifies process deficiencies 2. Identifies the critical characteristics and helps in developing control plans 3. Establishes a priority of corrective actions 4. Assists in the analysis of the process 5. Documents the rationale for changes Introduction FMEA is a structured approach in :- • Identifying ways in which a product / process can fail to meet critical customer requirements. • Estimating the risk of causes with regard to these failures. • Preparing control plan for preventing these failures. • Prioritizing the actions for improving the process. • FMEA is an extremely important tool for each phase of Six Sigma strategy viz. Measure, Analyze, Improve, Control. Definition of terms • Failure Mode : It is a manner in which a part or a process can fail to meet specifications. It is usually associated with defect or non-conformities. • Examples : Missing part, Off specification parts (Oversized, Undersized) etc. Definition of terms • Cause : Causes are sources of variation which are associated with key process inputs. Cause can be best defined as a deficiency which results in a failure mode. • Examples : Instructions not followed, Lack of experience, incorrect documentation, Poor handling etc.
- 8. 8 Definition of terms • Effect : Effect is the impact on the customer (both internal & external) if the failure mode is not prevented or corrected. • Examples : Customer dissatisfaction, Frequent product breakdowns, Customer downtime. Relationship of Cause, Failure mode & Effect Cause Failure Mode Effect (Failure) Failure Mode Causes Causes Causes Causes CausesCauses Effect (Failure) Prevent or Detect Stepsin FMEAprocess • Develop a process map & identify process steps. • List key process inputs for each process. • List key process outputs for satisfying process requirements. • List ways the process inputs can vary (causes) and identify associated failure modes & effects. • Assign severity occurrence and detection rating for each cause. Stepsin FMEAprocess • Calculate risk priority number ( RPN) for each potential failure mode. • Determine recommended actions to reduce RPN’s. • Establish time frame for corrective actions. • Take corrective actions. • Put all controls in place. Ranking Parameters employed • Severity (SEV) : Severity indicates how severe is the impact of the effect on the customer. • Occurrence (OCC) : This indicates the likelihood of the cause of the failure mode to occur. • Detection (DET) : This indicates the likelihood of the current system to detect the cause or failure mode if it occurs. • Risk priority number : This number is used to place priority to items for better quality planning.RPN = SEV X OCC X DET
- 9. 9 Severity-Occurrence-DetectionTables Rating Degree of Severity Likelihood of Occurrence Ability to detect 1 Customer will not at all observe Very remote possibility Sure that the potential failure the adverse effect will be detected & prevented before reaching next customer 2 Customer will experience Low failure with supporting Almost sure that the potential slight discomfort documents failure will be detected before reachig the next customer 3 Customer will experience Low failure without supporting Less chances that the annoyance because of slight documents potential failure will reach the degradation of performance next customer undetected 4 Customer dissatisfied due to Occasional failures Some controls may detect reduced performance the potential from reaching the next customer 5 Customer is uncomfortable Moderate failure rate with Moderate chances potential supporting documents failure reach next customer Rating Degree of Severity Likelihood of Occurrence Ability to detect 6 Warranty repairs Modearate failure rate without Controls are not likely to detect supporting documents or prevent the potential failure from reaching the next customer 7 High degree of customer High failure rate with supporting Less chances that the potential dissatisfaction documents failure will be detected or prevented before reaching the next customer 8 Vey high degree of customer High failure rate with supporting Very less chances that the dissatisfaction documents potential failure will be detected or prevented before reaching the next customer 9 Negative impact on the Failure is almost certain Remote chances of Existing controls will not detect customer the potential failure 10 Negative impact on the Assured failure It is certain Existing controls will not detect customer, people & society the potential failure 1 2 3 4 5 6 7 8 9 Process Potential failure mode Potential failure effect SEV Potential causes OCC Current Controls DET RPN Part No. 1 2 3 4 5 List failure modes for each step List effects of each failure mode List causes for each failure mode Rank severity on 1 to 10 scale Rank occurrence on a 1 to 10 scale List how the cause is presently being controlled RPN= SEV*OCC*DET Rank how well cause/failure can be detected on 1 to 10 scale FMEA Table: ( Column 1 to 9 ) 10 11 12 13 14 15 Actions Recommended Responsib ility SEV OCC DET RPN List actions recommended on RPN pareto Designates people responsible for corrective action RPN is recalculated on completion of corrective action Methodology Adopted • Step-1 • Identification of processes. • Step-2 • Walking the process. • Step-3 • Generation of Process Flow Diagram. PROCESS FLOW DIAGRAM • Step-4 • Validation of Process Flow Diagram. Methodology Adopted Step-5 Listing the Potential Failure Modes, Effects, Causes and Current Controls. Step-6 Determining the ratings for Severity, Occurrence and Detection.
- 10. 10 PROCESS FUNCTION REQUIRE MENTS POTENTIAL FAILURE MODES POTENTIAL EFFECTS OF FAILURES SE V POTENTIAL CAUSES OF FAILURES O CC CURRENT PROCESS CONTROLS DE T RP N POTENTIAL FAILURE MODE AND EFFECT ANALYSIS Kiln Operation Refractory lining failure -Improper firing; -Abnormal flame propagation 4 2 64 Shell temp. scanning, Pyrometer & visual inspection 8 Kiln Shutdown; Process failure Improper air supply excessive CO formation 7 Low air flow rate & hence low O2 3 monitoring of air flow rate in DCS 2 42 Improper clinker formation 6 Low ID Fan Step & Damper Position 3 monitoring of air flow rate in DCS 2 36 PROCESS FUNCTION REQUIRE MENTS POTENTIAL FAILURE MODES POTENTIAL EFFECTS OF FAILURES SEVE RITY POTENTIAL CAUSES OF FAILURES OCC URE NCE CURRENT PROCESS CONTROLS DE TE CTI ON RPN Refractory lining failure plant shutdown 8 improper firing, abnormal flame propagation 4 Shell temp. scanner, visual and pyrometer inspection 2 64 excessive CO formation 7 Low air flow rate and hence low O2 3 DCS monitoring air flow rate 2 42 Improper clinker formation 6 Low ID Fan Step & Damper Position 3 DCS monitoring air flow rate 2 36 Main drive hang up Plant shutdown 8 electrical/mechanic al/instrumental 3 DCS Monitoring 2 48 Pier support malfunction Plant shutdown 8 Mechanical 3 Creep measurement every shift 3 72 Limited fuel stock plant shutdown 7 Improper planning 4 Daily inspection & stock checking 1 28 ESP failure Environmental hazards leading to plant shut down 10 Mechanical / electrical 3 DCS monitoring & interlocking, PM schedule 2 60 Improper air supply Kiln operation POTENTIAL FAILURE MODE AND EFFECT ANALYSIS Methodology Adopted Step-7 Find out Critical Tasks on the basis of RPN. FMEA Table Step-8 Preparing the critical task table and identification of KPM’s for the Critical Tasks. CRITICAL TASK TABLE DepartmentsCovered • Cement Plant (10) • Salt Vacuum (5) • Power Plant (4) • Soda Ash (9) • Analytical Lab (5) • Marine (7) • SAMG (5) • CCG* (6) • SCM* (5) * Processes are mapped,FMEA to be performed Deliverablesof FMEA -A list of potential failure modes ranked by the RPN. -A list of critical and/or significant parameters to track. -A list of recommended actions to address the critical tasks and failure modes. -A potential list to eliminate the cause of failure modes, reduce their occurrence, and improve defect detection. Action Plan • Critical tasks that have been identified for each process should be targeted for improvement. • Recommendation & implementation of actions to reduce the occurrence of the cause of failure and/or improving the current controls for detection of cause or failure mode • Track the Key Performance Indicators (KPI’s) of the critical tasks.
- 11. 11 Action Plan • Identify causes creating disturbances in the process based on the analysis of the charts. • Once the actions implemented yield satisfactory results, the next iteration of the FMEA is to be performed. Case: Shipping logistics • Situation: – GE Appliance products, such as microwave ovens and air conditioners, are being produced in Asia and shipped to US customers, such as Wal-Mart – Delivery performance is very erratic and the average on-time delivery is about 85% Source: Yan Wang, University of Iowa Shipping logistics (cont.) • Situation: – Product arrives in the US at Los Angeles – From the port, the product is taken either to a GE distribution center or to a customer designated forwarder – Product is then cross docked and sent on to final distribution centers via rail, truck-on-rail, or truck Shipping logistics (cont.) Process map Shipping logistics (cont.) DMAIC steps Define Phase A team is assembled to attack this problem. The team includes suppliers, 3rd party vendors, GE logistics people, finance, sales, and customers The supply chain process is mapped from the supplier to the end customer Measure Phase The current performance is measured by looking at data from the previous 6 months. Capability of this process is 1.5 sigma currently Analyze Phase All of the many inputs are examined and it appears that 2 areas are the vital inputs, the shipping decision by the supplier and getting the product through the port of LA Improve Phase Further investigation by the team yields some changes in procedure that reduces the problem Control Phase Documentation and procedures are updated Shipping logistics (cont.) Process improvement Old Procedure New Procedure GE specifies when products produced and shipped GE specifies when products produced and delivered to US Supplier would comply by selecting first ship going to the US Supplier complies by selecting the “right” ship Shipping time 8 to 18 days Shipping time 8 days Supplier notifies GE system (often delayed) and freight forwarder with paperwork Supplier notifies freight forwarder with paperwork, and freight forwarder communicates through GE system
- 12. 12 Shipping logistics (cont.) • Results: – On time delivery increased to 97% – Transportation costs reduced by $300,000 – Inventory (cash flow) reduced by $1,000,000 – Capability Raised to 3.5 sigma What’s the point? There are two aspects to six sigma – the statistical aspect and the business aspect. Both are important and complementary. “Typical” costs/benefits w.r.t. 6s So what is 6s? • Fundamentally, it is an old idea – consistent with TQM. • It is a culmination of – Continuous improvement (no organization is 6s); Get it right the first time; Share and learn and do that transparently and collectively; It is usually the “next step” in quality; Customer focused (remember defects?); Very well packaged; No particular certification process (if you looking for a normative framework, you may end up being disappointed) • I like it because it covers the entire gamut of – Philosophy, methodology, technique and tool • A measure of capability of a process • A goal for improvement • A system of management to achieve lasting business leadership and top performance Six sigma is Six Sigma Applies to Products & Services, Not the Companies Who Create Them • A company with six sigma is not assured financial success. • We must distinguish between six sigma products and processes, and six sigma companies. • The six sigma strategy creates specific improvement goals for every process within an organization, allowing them to understand and incorporate technological advances lurking on the horizon. • Six Sigma forces organizations to reexamine the way in which work gets done, rather than tweaking existing systems. It simplifies systems and processes, improves capability, and ultimately finds a way to control systems and processes permanently. Even a six sigma product will fail if brought to market too late or into a market with no demand. THIS IS WHY companies must achieve Six Sigma in everything they do. Quality Function Deployment • Is a structured method that is intended to transmit and translate customer requirements, that is, the • Voice of the Customer • through each stage of the product development and production process. • These requirements are the collection of customer needs, including all satisfiers, exciters/delighters, and dissatisfiers. The House of Quality Quality Function Deployment’s House of Quality Customer Perceptions Relationships between Customer Needs and Design Attributes ImportanceRankings Customer Needs Design Attributes Costs/Feasibility Engineering Measures Correlation Matrix 1 2 3 4 5 6 7 8
- 13. 13 Building the House of Quality 1. Identify Customer Attributes 2. Identify Design Attributes / Requirements 3. Relate the customer attributes to the design attributes. 4. Conduct an Evaluation of Competing Products. 5. Evaluate Design Attributes and Develop Targets. 6. Determine which Design Attributes to Deploy in the Remainder of the Process. 1. Identify Customer Attributes These are product or service requirements IN THE CUSTOMER’S TERMS. Market Research; Surveys; Focus Groups. “What does the customer expect from the product?” “Why does the customer buy the product?” Salespeople and Technicians can be important sources of information – both in terms of these two questions and in terms of product failure and repair. OFTEN THESE ARE EXPANDED INTO Secondary and Tertiary Needs / Requirements. 2. Identify Design Attributes. Design Attributes are Expressed in the Language of the Designer / Engineer and Represent the TECHNICAL Characteristics (Attributes) that must be Deployed throughout the DESIGN, MANUFACTURING, and SERVICE PROCESSES. These must be MEASURABLE since the Output will be Controlled and Compared to Objective Targets. The ROOF of the HOUSE OF QUALITY shows, symbolically, the Interrelationships between Design Attributes. 3.Relating Customer & Design Attributes Symbolically we determine whether there is NO relationship, a WEAK one, MODERATE one, or STRONG relationship between each Customer Attribute and each Design Attribute. The PURPOSE it to determine whether the final Design Attributes adequately cover Customer Attributes. LACK of a strong relationship between A customer attribute and any design attribute shows that the attribute is not adequately addressed or that the final product will have difficulty in meeting the expressed customer need. Similarly, if a design attribute DOES NOT affect any customer attribute, then it may be redundant or the designers may have missed some important customer attribute. 4. Add Market Evaluation & Key Selling Points This step includes identifying importance ratings for each customer attribute AND evaluating existing products / services for each of the attributes. Customer importance ratings represent the areas of greatest interest and highest expectations AS EXPRESSED BY THE CUSTOMER. Competitive evaluation helps to highlight the absolute strengths and weaknesses in competing products. This step enables designers to seek opportunities for improvement and links QFD to a company’s strategic vision and allows priorities to be set in the design process. 5. Evaluate Design Attributes of Competitive Products & Set Targets. This is USUALLY accomplished through in-house testing and then translated into MEASURABLE TERMS. The evaluations are compared with the competitive evaluation of customer attributes to determine inconsistency between customer evaluations and technical evaluations. For example, if a competing product is found to best satisfy a customer attribute, but the evaluation of the related design attribute indicates otherwise, then EITHER the measures used are faulty, OR else the product has an image difference that is affecting customer perceptions. On the basis of customer importance ratings and existing product strengths and weaknesses, TARGETS and DIRECTIONS for each design attribute are set.
- 14. 14 6. Select Design Attributes to be Deployed in the Remainder of the Process This means identifying the design attributes that: have a strong relationship to customer needs, have poor competitive performance, or are strong selling points. These attributes will need to be DEPLOYED or TRANSLATED into the language of each function in the design and production process so that proper actions and controls are taken to ensure that the voice of the customer is maintained. Those attributes not identified as critical do not need such rigorous attention. Using the House of Quality The voice of the customer MUST be carried THROUGHOUT the production process. Three other “houses of quality” are used to do this and, together with the first, these carry the customer’s voice from its initial expression, through design attributes, on to component attributes, to process operations, and eventually to a quality control and improvement plans. In Japan, all four are used. The tendency in the West is to use only the first two. 1 CustomerAttributes Design Attributes 2 DesignAttributes Component Attributes 3 Component Attributes Process Operations 4 Quality Control Plan
- 15. 15 The Cascading Voice of the Customer Product or Service Start Date Business Areas of Emphasis Metrics Supplier Involvement Training Emphasis Reward System Amount of Cultural Change Return on Investment Motorola 1987 Production Defects Intimidation Six Sigma Basics and Statistics Black Belt Recognition Low £1.4 Billion in 7 Years DSEG (Raytheon/TI) 1990 Production Defects and Cycle Time Training Suppliers in the Tools Low Not Published AlliedSignal 1992 Production and Design Training Suppliers Black Belts Six Sigma Basics, Statistics, KISS for Suppliers General Electric 1995 Production, Design, R&D, and Transactional, i.e., the whole organisation Training Suppliers Black Belts Black Belt, Green Belt, and Management Promotions, Bonuses, and Stock Options High Black Belt Recognition Black Belt Recognition Monetary Rewards Six Sigma Basics, Statistics, and Soft Skills Defects, Cycle Time, COPQ, Cost Reduction Six Sigma Basics, Statistics, Soft Skills, Finance Skills, Defects, Cycle Time, Cost Reduction, Stable Operations, Annual Operating ROI (Intellectual Capital) Medium £1.4 Billion in 4 Years Evolution of Six Sigma £3 + Billion in 4 Years (Taken from 1999 Annual Report) What Six Sigma Tells Us • We don’t know what we don’t know. • We can’t do what we don’t know. • We won’t know until we measure. • We don’t measure what we don’t value. • We don’t value what we don’t measure. • TYPICAL RESULTS: companies that properly implement Six Sigma have seen profit margins grow 20% year after year for each sigma shift (up to about 4.8s to 5.0s. Since most companies start at about 3s, virtually each employee trained in Six Sigma will return on average $230,000 per project to the bottom line until the company reaches 4.7s. After that, the cost savings are not as dramatic. • HOWEVER, improved profit margins allow companies to create products & services with added features and functions that result in greater market share. TQM Focus vs. Six Sigma Focus • Total Quality Management • TQM programs often focus on improvements in individual operations with unrelated processes. • The consequence is that with many quality programs, regardless of how comprehensive they are, it takes many years before all the operations within a given process are improved. • Six Sigma • Six Sigma architects focus on making improvements in all operations within a process, producing results more rapidly and effectively. A process is any activity or group of activities that: * takes an input, * adds value to it,and * provides an output to an internal or external customer. An industrial process is any process that depends on machinery for its creation and comes into physical contact with materials that will be delivered to an external customer. It does not include shipping, distribution, or billing processes. A commercial process, such as ordering materials, payroll, or processing customer orders, supports industrial processes, or may stand on its own as a separate and unique business. When at least 80% or more of a process depends on human activity, we consider this a commercial process. •What is a Process? Roles of Six Sigma Champions Create the vision of Six Sigma for the company. Define the path to implement Six Sigma across the organization. Develop a comprehensive training plan for implementing the Breakthrough Strategy. Carefully select high-impact projects. Support development of “statistical thinking”. Ask Black Belts many questions to ensure that they are properly focused. Realize the gains by supporting Six Sigma projects through allocation of resources and removal of roadblocks. Hold the ground by implementing Black Belt recommendations. Make sure that project opportunities are acted upon by the organization’s leadership and the finance department. Recognize people for their efforts. Champion training is one week.
- 16. 16 Roles of Master Black Belts Understand the big business picture. Partner with the Champions. Get certified as Master Black Belts. Develop and deliver training to various levels of the organization. Assist in the identification of projects. Coach and support Black Belts in project work. Participate in project reviews to offer technical expertise. Help train and certify Black Belts. Take on leadership of major programs. Facilitate sharing of best practices across the corporation. Master Black Belt training consists of two one-week sessions. Roles of Black Belts Act as Breakthrough Strategy experts and be Breakthrough Strategy enthusiasts. Stimulate Champion thinking. Identify the barriers. Lead and direct teams in project execution. Report progress to appropriate leadership levels. Solicit help from Champions when needed. Influence without direct authority. Determine the most effective tools to apply. Prepare a detailed project assessment during the Measurement phase. Get input from knowledgeable operators, first-line supervisors, and team leaders. Teach and coach Breakthrough Strategy methods and tools. Manage project risk. Ensure that the results are sustained. Black Belts Perform the Following Tasks MENTORS: Cultivate a network of Six Sigma individuals at the local organization or site. TEACH: Provide formal training of local personnel in new strategies and tools. COACH: Provide one-on-one support to local personnel. TRANSFER: Pass on new strategies and tools in the form of training, workshops, case studies, and local symposia. DISCOVER: Find application opportunities for Six Sigma strategies and tools, both internal and external (e.g. suppliers and customers). IDENTIFY: Highlight / surface business opportunities through partnerships with other organizations. INFLUENCE: Sell the organization on the use of Six Sigma strategies and tools. Characteristics of Six Sigma Black Belts Highly respected by superiors, peers, and subordinates. Understands the “big picture” of the business. Focuses on results and understands the importance of the bottom line. Speaks the language of management (money, time, organizational dynamics, etc.) Committed to doing whatever it takes to excel. Sponsored by a vice president, director, or business unit manager. Is an expert in his or her specific field. Possesses excellent communication skills, both written and verbal. Inspires others to excel. Challenges others to be creative. Capable of consulting, mentoring, and coaching. Drives change by challenging conventional wisdom, developing and applying new methodologies, and creating innovative strategies. Possesses a creative, critical, out-of-the-box intellect. Allows room for failures and mistakes with a recovery plan. Characteristics of Six Sigma Black Belts Accepts responsibility for choices. Views criticism as a kick in the caboose that moves you a step forward. Encourages commitment, dedication, and teamwork. Unites and inspires a team to a core purpose. Able to communicate all sides of an issue. Solicits diverse ideas and viewpoints. Empathizes. Promotes win-win solutions. Disagrees tactfully and does not overreact. Acts decisively under pressure. Anticipates and confronts problems early and corrects causes.. Effectively identifies priorities from a business standpoint. Manages limited resources in a highly efficient and effective manner. Careful not to assign an unrealistic number of tasks to any team member. Characteristics of Six Sigma Black Belts Understands and respects that people have limitations. Displays a genuine concern and sensitivity toward others. More concerned about business success than personal gain. Does not lord her or his expertise over others. Recognizes that results count more than fancy titles. How Many Black Belts Does an Organization Need? •Revenues/(1 million) = Number of Black Belts •Number of Black Belts/(10) = Number of Master Black Belts
- 17. 17 A Black Belt’s Course of Study The Twelve M-A-I-C Objectives MEASURE Select CTQ Characteristics; the frequency Define Performance Standards; of defects Validate Measurement Systems. ANALYZEEstablish Product Capability; when and where Define Performance Objectives; defects occur Identify Variation Sources. IMPROVE Screen Potential Causes; the process Discover Variable Relationship; Establish Operating Tolerances. CONTROL the Validate the Measurement System; process so that Determine Process Capability; it stays fixed Implement Process Controls. Roles of Green Belts Function as Green Belts on a part-time basis, while performing their regular duties. Participate on Black Belt project teams in the context of their existing responsibilities. Learn the Six Sigma methodology as it applies to a particular project. Continue to learn and practice the Six Sigma methods and tools after project completion. Green Belt training consists of two three-day sessions with three weeks in between. Thank You !