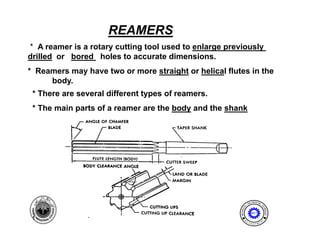
1. REAMERS
* A reamer is a rotary cutting tool used to enlarge previously
drilled or bored holes to accurate dimensions.
* Reamers may have two or more straight or helical flutes in the
body.
* There are several different types of reamers.
* The main parts of a reamer are the body and the shank
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
1 E N
T
D
P A
R T ME
2. TYPES OF REAMERS
1. M hi
Machine reamers
2. Hand reamers
Machine Reamers :
Machine or chucking reamers are available in a wide variety of types
and sizes .
These reamers are supplied either with straight shanks or with
tapered shanks.
1. Rose chucking reamers : considered to be roughing tools and are
used where the hole finish and accuracy are not critical.
2. Fluted chucking reamers : have more teeth than rose reamers for
the same diameter and are considered to be finishing tools
primarily.
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
2 E N
T
D
P A
R T ME
3. Rose chucking reamers
Fluted chucking reamers
3. Jobber's reamers : have longer teeth than chuckling
reamers
4.Fluted shell reamers: used for roughing operation
a/v in solid and adjustable types
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
3 E N
T
D
P A
R T ME
4. 5. The expansion reamer: this reamer can be
expanded and resharpened to its original size
several times.
6. The adjustable chucking reamer: HSS or Carbide
blades can be replaced individually or sets.
7. The Carbide tipped reamer: developed for the
need of higher production rates.
g p
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
4 E N
T
D
P A
R T ME
5. Hand Reamers :
High speed
High-speed steel or carbon steel and with straight or helical teeth.
1. Solid-type hand reamers are general-purpose reamers used for
most standard hole sizes.
Reamer Care
1. Never turn a reamer backward at any time, since this will ruin the cutting edges.
2. Always store reamers in separate compartments. If stored in the same
container,
container they must be separated by some suitable material such as
cardboard, plastic, or wood.
3. Never roll, drop, or place reamers on the metal surfaces of benches or
machines.
4. Always use the proper speed when reaming.
5. Never feed a reamer too fast. This may cause it to jam in the work.
6. Use the proper cutting fluid for the metal being reamed.
7.
7 Never permit a reamer to chatter This will dull the cutting edges quickly
chatter. quickly.
8. Use helical-fluted reamers for deep holes or holes which have keyways or
grooves.
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
5 E N
T
D
P A
R T ME
6. REAMING FACTORS
1. The type of work material
2. The i idit f th
2 Th rigidity of the setup
t
3. The use of the correct cutting fluid
4. The depth of the hole
5. The type and condition of the reamer
yp
6. The condition of the machine
7. The type of finish required
Stock Allowance
There is no definite rule for the amount of stock to be left on the hole diameter for
reaming because of the many factors which must be considered.
Reaming Speed
The speed at which the hole is reamed depends mainly on the type of material
being machined and the diameter of the reamer.
g
The reaming speeds for most materials are about two-thirds of the speed used
for drilling.
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
6 E N
T
D
P A
R T ME
7. TAPS
# Used to produce internal threads
# Th d ill press may b used f either
The drill be d for ith
hand or machine tapping
# Hand tapping is generally used when only
pp
a few holes are to be tapped.
# Machine tapping is preferred when many
holes
h l must b t
t be tapped.
d
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
7 E N
T
D
P A
R T ME
8. TYPES OF TAPS
(1) Hand Taps :
are available in sets containing three taps:
Taper,
p ,
Plug, and
Bottoming.
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
8 E N
T
D
P A
R T ME
9. (2) Machine Taps :
used with power
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
9 E N
T
D
P A
R T ME
10. Tap Drill Size (TDS):
INCH :
Q. Calculate the tap drill size required for a 1-in. -8 NC thread.
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
10 E N
T
D
P A
R T ME
11. Metric Taps
Metric taps are identified with the letter M followed by the
nominal diameter of the thread in millimeters times the pitch
in millimeters.
Tap Drill Sizes for Metric Threads
The tap drill sizes for metric threads may be calculated by
subtracting the pitch from the nominal diameter.
T.D.S. = D-P
For example: Calculate the tap drill size for an M12 X 1.75
thread.
T.D.S. = 12 - 1.75 = 10.25 mm
I NE ER I NG
ENG T
AL
EC
MECH NIC
HNOLOGY
A
MET
11 E N
T
D
P A
R T ME