Ultrasonic Inspection Without Couplant
•
2 j'aime•993 vues

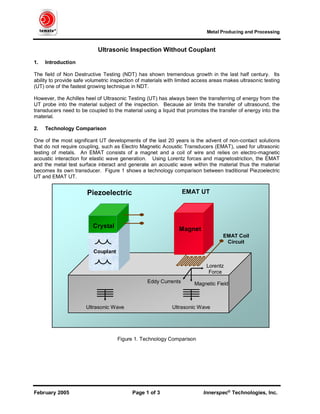
The field of Non Destructive Testing (NDT) has shown tremendous growth in the last half century. Its ability to provide safe volumetric inspection of materials with limited access areas makes ultrasonic testing (UT) one of the fastest growing technique in NDT. However, the Achilles heel of Ultrasonic Testing (UT) has always been the transferring of energy from the UT probe into the material subject of the inspection. Because air limits the transfer of ultrasound, the transducers need to be coupled to the material using a liquid that promotes the transfer of energy into the material.

Recommandé
Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Ultrasonic Inspection Without Couplant
Similaire à Ultrasonic Inspection Without Couplant (20)
Plus de Innerspec Technologies
Plus de Innerspec Technologies (19)
Dernier
Dernier (20)
Ultrasonic Inspection Without Couplant
- 1. Metal Producing and Processing February 2005 Page 1 of 3 Innerspec® Technologies, Inc. Ultrasonic Inspection Without Couplant 1. Introduction The field of Non Destructive Testing (NDT) has shown tremendous growth in the last half century. Its ability to provide safe volumetric inspection of materials with limited access areas makes ultrasonic testing (UT) one of the fastest growing technique in NDT. However, the Achilles heel of Ultrasonic Testing (UT) has always been the transferring of energy from the UT probe into the material subject of the inspection. Because air limits the transfer of ultrasound, the transducers need to be coupled to the material using a liquid that promotes the transfer of energy into the material. 2. Technology Comparison One of the most significant UT developments of the last 20 years is the advent of non-contact solutions that do not require coupling, such as Electro Magnetic Acoustic Transducers (EMAT), used for ultrasonic testing of metals. An EMAT consists of a magnet and a coil of wire and relies on electro-magnetic acoustic interaction for elastic wave generation. Using Lorentz forces and magnetostriction, the EMAT and the metal test surface interact and generate an acoustic wave within the material thus the material becomes its own transducer. Figure 1 shows a technology comparison between traditional Piezoelectric UT and EMAT UT. Figure 1. Technology Comparison Piezoelectric UT EMAT UT Magnet EMAT Coil Circuit Ultrasonic WaveUltrasonic Wave Eddy Currents Lorentz Force Magnetic Field Couplant Crystal
- 2. Metal Producing and Processing February 2005 Page 2 of 3 Innerspec® Technologies, Inc. EMATs have all the benefits of ultrasonic testing, but because the sound is generated in the part inspected they enjoy some unique advantages: • Dry Inspection (no couplant). Not having couplant permits more reliable readings (no couplant errors) and makes this technology easier to automate and integrate in production. High inspection speeds and high temperatures are also a fundamental advantage of EMATs. • Insensitive to Surface Conditions. EMATs are not sensitive to oxides, oil, water or uneven surfaces and can inspect through thin coatings of material. • Unique Wave Modes. Because they do not depend on liquid to transmit the sound, EMATs can generate any type of wave mode including Horizontally polarized Shear energy (SH). Shear Horizontal energy does not mode convert when striking surfaces that are parallel to the direction of polarization. This is key to inspecting austenitic welds and other materials with dendritic grain structures. (e.g. some Stainless Steels). Another type of waves that can be easily generated with EMATs are guided or plate waves (Lamb or SH at 90º). The main disadvantage of EMAT is the low efficiency of the transducer which require high currents and very precise electronic designs to generate and detect the signals. These disadvantages are becoming less relevant with the advent of new electronics and software tools that enhance complex signal processing in real time. 3. In-Line Inspection EMATs are especially well suited for in-line integration, where the objective is to have automated, real- time inspection of 100% of the material. Systems that are commercially available include: • Weld Inspection. EMAT UT is especially advantageous for weld inspection when compared with piezoelectric UT. The shear wave is most commonly used for ultrasonic weld inspection. Shear Vertical (SV) and Shear Horizontal (SH) both have particle vibrations perpendicular to the wave direction. Conventional ultrasonic inspectional utilizes the SV wave, with an angle of between 30o and 60o from the normal beam. Maintaining the position of the probe is critical to obtaining an accurate inspection. A limitation of SV waves in weld inspection is the inability to cover the full vertical volume of the material. At some points defects may even limit complete inspection. On the other hand, an EMAT can generate a Shear Horizontal Wave at 90º that fills up the full volume of the material and permits inspection of the full cross-section of the weld in one pass (without rastering motion).
- 3. Metal Producing and Processing February 2005 Page 3 of 3 Innerspec® Technologies, Inc. • Full Volumetric Inspection of Plates and Tubes. Taking advantage of guided waves, EMAT systems can perform full volumetric inspection with a limited number of probes and detect defects in all directions. • Cast Inspection. Ultrasonic EMAT can be used for flaw detection, thickness or velocity measurements used for nodularity testing. The flexibility in sensor design, permits the overlapping of transducers to achieve complete coverage and maximum sensitivity in one inspection pass. 4. In-the-Field Inspection With new, more efficient electronics and software, EMAT systems are becoming more common for Field Inspection. Instruments that are commercially available include: • Hand-held Thickness Gages. EMATs have recently entered the portable instrument arena with instruments that incorporate the latest electronics technology capable of running complex algorithms in real-time. The temate® Thickness Gage provides couplant-free measurements for up to 10 hours running exclusively on battery power. • In-Service Tube & Pipe Inspection. Designed for inspection of petrochemical pipes in the field. The newest system by Innerspec Technologies is capable of performing full circumferential and longitudinal inspection of pipes in the field in a compact but powerful package. 5. Summary Created as a non-contact, dry alternative to piezoelectric transducers, Ultrasonic EMAT systems are no longer limited to laboratories and high-end applications and are now widely used in industrial environments and in-service operations. EMAT’s ability to provide volumetric ultrasonic inspection without the inconvenience and problems associated with liquid couplants, and the capability to easily generate Shear Horizontal energy and guided waves make it the technique of choice for demanding applications where speed, reliability and quality of readings is paramount to the success of the inspection.