Honing, Lapping & Electroplating
•Télécharger en tant que PPTX, PDF•
20 j'aime•13,200 vues

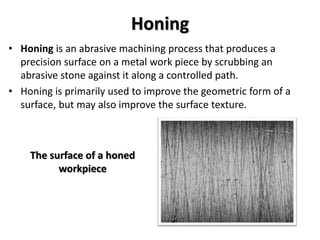
Honing is an abrasive machining process that produces a precision surface on a metal work piece by scrubbing an abrasive stone against it along a controlled path. Honing is primarily used to improve the geometric form of a surface, but may also improve the surface texture.

Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Honing, Lapping & Electroplating
Similaire à Honing, Lapping & Electroplating (20)
Plus de PRATHAMESH DESHPANDE
Plus de PRATHAMESH DESHPANDE (12)
Dernier
Dernier (20)
Honing, Lapping & Electroplating
- 1. Honing • Honing is an abrasive machining process that produces a precision surface on a metal work piece by scrubbing an abrasive stone against it along a controlled path. • Honing is primarily used to improve the geometric form of a surface, but may also improve the surface texture. The surface of a honed workpiece
- 2. • Typical applications are the finishing of cylinders for internal combustion engines, air bearing spindles and gears. • There are many types of hones but all consist of one or more abrasive stones that are held under pressure against the surface they are working on. • In terms of sharpening knives, a honing steel does not actually hone knives, but simply realigns the metal along the edge. • Other similar processes are lapping and superfinishing. Honing tools
- 3. Honing stones • Honing uses a special tool, called a honing stone or a hone, to achieve a precision surface. • The hone is composed of abrasive grains that are bound together with an adhesive. • Generally, honing grains are irregularly shaped and about 10 to 50 micrometers in diameter (300 to 1,500 mesh grit). • Smaller grain sizes produce a smoother surface on the workpiece. • A honing stone is similar to a grinding wheel in many ways, but honing stones are usually more friable so that they conform to the shape of the workpiece as they wear in. • To counteract their friability, honing stones may be treated with wax or sulfur to improve life; wax is usually preferred for environmental reasons.
- 4. Process Mechanics • In grinding, the wheel follows a simple path. For example, in plunge grinding a shaft, the wheel moves in towards the axis of the part, grinds it, and then moves back out. • Since each slice of the wheel repeatedly contacts the same slice of the workpiece, any inaccuracies in the geometric shape of the grinding wheel will be transferred onto the part. • Therefore, the accuracy of the finished workpiece geometry is limited to the accuracy of the truing dresser. • The accuracy becomes even worse as the grind wheel wears, so truing must occur periodically to reshape it. A flat honing machine
- 5. Performance advantages of honed Surface • The flexible honing tool is a relatively inexpensive honing process. This tool produces a controlled surface condition unobtainable by any other method. • It involves finish, geometry and metallurgical structure. A high percentage plateau free of cut, torn and folded metal is produced. • The flexible hone is a resilient, flexible honing tool with a soft cutting action. • The abrasive globules each have independent suspension that assures the tool to be self-centering, self-aligning to the bore, and self-compensating for wear.
- 6. Lapping • Lapping is a machining process, in which two surfaces are rubbed together with an abrasive between them, by hand movement or using a machine. • This can take two forms. The first type of lapping involves rubbing a brittle material such as glass against a surface such as iron or glass itself with an abrasive such as aluminum oxide, jeweller's rouge, optician's rouge, emery, silicon carbide, diamond, etc., between them. • This produces microscopic conchoidal fractures as the abrasive rolls about between the two surfaces and removes material from both. • The other form of lapping involves a softer material such as pitch or a ceramic for the lap, which is "charged" with the abrasive.
- 7. • The lap is then used to cut a harder material the workpiece. The abrasive embeds within the softer material, which holds it and permits it to score across and cut the harder material. • Taken to a finer limit, this will produce a polished surface such as with a polishing cloth on an automobile, or a polishing cloth or polishing pitch upon glass or steel. Small lapping plate made of cast iron • Taken to the ultimate limit, with the aid of accurate interferometry and specialized polishing machines or skilled hand polishing, lensmakers can produce surfaces that are flat to better than 30 nanometers.
- 8. • In operation, the rings stay in one location as the lapping plate rotates beneath them. In this machine, a small slurry pump can be seen at the side, this pump feeds abrasive slurry onto the rotating lapping plate. • When there is a requirement to lap very small specimens (from 3" down to a few millimetres), a lapping jig can be used to hold the material while it is lapped (see Image 3, Lapping machine and retention jig). • A jig allows precise control of the orientation of the specimen to the lapping plate and fine adjustment of the load applied to the specimen during the material removal process. • Due to the dimensions of such small samples, traditional loads and weights are too heavy as they would destroy delicate materials. Operation
- 9. Accuracy & surface roughness • Lapping can be used to obtain a specific surface roughness; it is also used to obtain very accurate surfaces, usually very flat surfaces. Surface roughness and surface flatness are two quite different concepts. • A typical range of surface roughness that can be obtained without resorting to special equipment would fall in the range of 1 to 30 units Ra (average roughness), usually microinches. Lapping machine and retention jigSmall lapping machine
- 10. Electroplating • Electroplating is a process that uses electric current to reduce dissolved metal cations so that they form a thin coherent metal coating on an electrode. • The term is also used for electrical oxidation of anions onto a solid substrate, as in the formation silver chloride on silver wire to make silver/silver-chloride electrodes. • Electroplating is primarily used to change the surface properties of an object (e.g. abrasion and wear resistance, corrosion protection, lubricity, aesthetic qualities, etc.), but may also be used to build up thickness on undersized parts or to form objects by electroforming. • The process used in electroplating is called electrodeposition. It is analogous to a galvanic cell acting in reverse. The part to be plated is the cathode of the circuit. In one technique, the anode is made of the metal to be plated on the part.
- 11. Process • The cations associate with the anions in the solution. These cations are reduced at the cathode to deposit in the metallic, zero valence state. • For example, for copper plating, in an acid solution, copper is oxidized at the anode to Cu2+ by losing two electrons. The Cu2+associates with the anion SO42− in the solution to form copper sulfate. • At the cathode, the Cu2+ is reduced to metallic copper by gaining two electrons. The result is the effective transfer of copper from the anode source to a plate covering the cathode. • The plating is most commonly a single metallic element, not an alloy. Copper electroplating machine for layering PCBs
- 12. Electrochemical deposition is generally used for the growth of metals and conducting metal oxides because of the following advantages: • The thickness and morphology of the nanostructure can be precisely controlled by adjusting the electrochemical parameters. • Relatively uniform and compact deposits can be synthesized in template-based structures. • Higher deposition rates are obtained, and the equipment is inexpensive due to the non-requirements of either a high vacuum or a high reaction temperature. Electrochemical deposition Electroplating of a metal (Me) with copper in a copper sulfate bath
- 13. Thank You