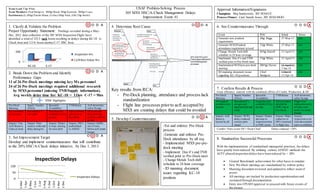
1. 1. Clarify & Validate the Problem
Project Opportunity Statement: Findings revealed during a May-
Dec, 2012 data collection of the 305 MXS Inspection Flight have
identified a total of 123.3 task hours resulting in delays during KC-10 A-
Check insp and 113.6 hours during C-17 HSC Insp.
O O D AO O D A
0
200
KC-10 C-17
Inspection Hrs
11/9 Non-Value Hrs
2. Break Down the Problem and Identify
Performance Gaps
11 of 26 Pre-Dock meetings missing key Mx personnel
24 of 26 Pre-Dock meetings required additional research
by MXS personnel (missing TNB/Supply information).
Avg weekly delay time for: KC-10 = 11hrs C-17 = 9hrs
O O D AO O D A
3. Set Improvement Target
Develop and implement countermeasures that will contribute
to the 20% HSC/A-Check delays initiative, by Dec 1, 2013.
O O D AO O D A
0
50
100
1-Mar
1-Apr
1-May
1-Jun
1-Jul
1-Aug
1-Sep
1-Oct
1-Nov
1-Dec
Inspection Delays
Inspection Delays
4. Determine Root Cause
20%of all HSC and A-
Checkdelays attributed to
currentManagement
processes
Personnel Process
Machine
Policy
Complacency
(not everyone
attending the Pre-
dockmeeting)
SheetMetal discrepanciesnot
evail'dprior to HSC/A-Ck
P & S holds conducts
meeting. MXS has little
voice inoutcome
TNB and Supply status
not verifiedprior to
Pre-Dockmeeting
No enforced
attendance to
Pre-DockmeetingNot enough specialists to
cover 24-7 operations (wait
to sign off write ups.
781Kwrite-up
verbage leads FL to
await HSC/A-Ck.
No standardized
pre-dockmeeting
process
AFI-21-101
Key results from RCA:
- Pre-Dock planning, attendance and process lack
standardization
- Flight line processes priorto acft accepted by
MXS are creating delays that could be avoided
O O D AO O D A
6. See Countermeasures Through
Event POC Sched Status
Generate new predock
requirements
SSgt Biggs 27-Mar-13 c/w
Generate MXSPredock
attendance requirement proced
TSgt White 27-Mar-13 c/w
Change Metals Tech shift
schedule to 24 hour coverage
MSgt Harrell 15 April13 c/w
Implement: Doc #’s and TNB
verified prior to Pre-Dock meet
TSgt White 15 April13 c/w
Implemented MXSpre-pre-dock
meeting
SMSgt Davies 15 April13
3 Jan 14
c/w
ID manning document issues
regarding KC-10 positions
Chief
Snelgrow
1 Oct 13
12 Apr 14
c/w
O O D AO O D A
5. Develop Countermeasures O O D AO O D A
7. Confirm Results & Process
Great efficiency realized with the combined efforts of Combs, Production, & DC
Pre-Dock
Meeting
Supply Number
(Parts)
Specialist
Availability
TNB Status Acft downtime
(after flying)
All required
members now
present.
Document #’s
categorized
appropriatelyand
valid
Expertise now
available 24 hrs
per day
Parts on-hand
detailedby
GO81 rep at
Pre-Dock
Flight Line
realizedseverity
of time, now
work c/w inside
hangar
Impact: Acft
Status is
known by all
Impact: 98.9%
delays reduced/
correct parts
issued
Impact: Drastic
decrease in
inspectiontime
to FMC status
Impact: Major
reduction in
DD’s returned
to flight line
Impact:
Inspectioncycle
time decreasedto
parts availability
Combs= Parts issuer DC= Dock Chief Delays reduced >20%
O O D AO O D A
8. Standardize Successful Processes
With the implementation of stardardized managerial practices, the delays
have greatly been reduced. By utilizing various AFSO21 methods the
ACFT phased inspection delays have been reduced by > 20%
Created Benchmark achievement for other bases to emulate
New Pre-Dock meetings are standardized by written policy
Manning document reviewed and updated to reflect need of
assets
All meetings are tracked by production superintendent and
sustained through documentation
Entry into CPI-MT/approval to proceed with future events of
the project
O O D AO O D A
Team Lead:TSgt White
Team Members: Chief Snelgrow, SMSgt Bondi, MSgt Kennedy, SMSgt Evans,
Facilitors(s):(L)MSgt Patrick Muma, (CoFac) MSgt Nails, (Ob) TSgt SmithJ.
Approval Information/Signatures
Champion: Maj Szatkowski, 305 MXS/CC
Process Owner: Capt Sarrah Jones,305 MXS/MOO
USAF Problem-Solving Process
305 MXS HSC/A-Check Management Delays:
Improvement Event #1
Pre-Dock
Meeting
Supply Number
(Parts)
Specialist
Availability
TNB Status Acft downtime
(after flying)
Key members
not present.
Document #’s
not valid
Expertise not
available 24 hrs
per day
Parts on-hand
unknown at
Pre-Dock
Often several
days from last
Acft flt toMXS
accept
Impact: True
Acft Status is
Unkn at meet
Impact: Parts
needre-order and
delay duringfix
Impact: Delays
to insp, waiting
for next shift
Impact: DD’s
pushedback
to AMXS
Impact: Ineffic.
use of time,
before acft enters
hangar
VSM Highlights
-Est and enforce Pre-Dock
process
-Generate and enforce Pre-
Dock attendance by all req.
- Implemented MXS pre-pre-
dock meeting
- Implement: Doc #’s and TNB
verified prior to Pre-Dock meet
- Change Metals Tech shift
schedule to 24 hour coverage
- ID manning document
issues regarding KC-10
positions
2. 7. Confirm Results & Process
a. How are we performing relative to the Observe phase
(Steps 1 & 2)?
b. How are we performing relative to Step 3?
c. How are we performing relative to Financial Reporting Template
projections?
d. If we are not meeting targets, do we need to return to Step 4?
- Most problemsolving “breakdowns” occur relative to improper root
cause identification
TOOLS: KPIs/Metrics, Performance Mgt, SA&D, Standard Work,
Audit
1. Clarify & Validate the Problem
a. Does this problem, when solved,help meet needs identified by the
organization?
- Is it linked to theSA&D of organization?
- Does it help satisfy customer needs (VOC)?
b. Does this problem, when solved,address key issues identified
during SWOT analysis?
c. Has this problem been identified and directed by a Value Stream
Map at the appropriate level?
- What does the “FutureState” need?
- What resources have been identified to address this issue?
d. What opportunities were identified or observed by the process or
problem area “walk”?
- Will addressing or improving theseissues deliver results that relate to
#a or #b?
- Will addressing or improving this problem deliver the desired future
statefrom #c?
TOOLS: SA&D, Voice of Customer, VSM, Go & See
2. Break Down the Problem/Identify
Performance Gaps
a. Does the problem require more analysis or does leadership have
enough information to execute a solution?
- Is this simply a leadership directive?
b. If more data is needed,how do we measure performance now?
- What are the KPIs? What is the performance gap?
c. Does other“non-existent” data need to be gathered?
d. What does the data indicate are the potential root causes?
e. Does the data review indicate a bottleneck or constraint?
TOOLS: KPI/Metrics, Performance Gap Analysis,Bottleneck Analysis
3. Set Improvement Target
a. Is the improvement target measurable? Is it concrete? Is it
challenging?
b. Is the target “Output Oriented”?
- What is the desired output?
- Should be “things to achieve”; should avoid “things to do”
-- Will be addressed by Action Plans (Step 5)
c. The desired target should:
- Do what? By how much? By when?
d. If it is a Process Problem, what is the future state?
- How will it be realized?
TOOLS: Ideal State, Future State Mapping,B-SMART
4. Determine Root Cause
a. What root cause analysis tools are necessary?
- Why are these tools necessary?
- What benefit will be gained by using them?
- Who will need to be involved in theroot cause analysis?
-- 10 heads are better than one
-- Remember “cultural” issues related to problem
b. What is (are) the root cause(s)according to the tools?
c. How will the root cause be addressed?
d. Will addressing these address the performance gap?
e. Can the problem be turned on or off by addressing the root cause?
f. Does the root cause make sense if the 5 Whys are worked in reverse?
- Working in reverse, say “therefore” between each of the“whys”
TOOLS: 5 Whys,Brainstorming, Pareto, Affinity, Fishbone,
Control Charts
6. See Countermeasures Through
a. Which philosophy best prescribes tools that address root cause(s)?
b. Which tools best address root cause(s)?
c. Which method for implementation fits the tool and improvement
need?
- Rapid Improvement Event?
- Improvement Project?
- Point Improvement or “Just Do It”?
d. If RIE or Project, create “Charter” and communicate
e. What training or education is needed? By Whom?
TOOLS: 6S & Visual Mgt, Standard Work, Cell Design, Variation
Reduction, Error Proofing, Quick Changeover, TPM, RIE
5. Develop Countermeasures
a. Develop potential countermeasures
- Tools and philosophies from Lean, TOC, 6 Sigma and BPR as
appropriate
b. Select the most practical and effective countermeasures
c. Build consensuswith others by involving all stakeholders
appropriately
- Communicate, communicate, communicate
d. Create clear and detailed action plan
- B-SMART actions
- Reference Facilitation Techniques as appropriate
TOOLS: A3, Action Plans, Timelines, Financial Reporting Template
8. Standardize Successful Processes
a. What is needed to Standardize Improvements?
- Tech Order changes?
- Air Force Instruction changes?
- Official Instruction changes?
b. How should improvements and lessons learned be communicated?
- Continuous Process Improvement-Mgt Tool (PowerSteering)
- Key meetings?
c. Were other opportunities or problems identified by the Problem
Solving Process?
- Restart OODA Loop
TOOLS: Checkpoints/Standardization Table, Report Out Theme Story,
Broad Implementation, CPI Mgt Tool
OODA – Observe, Orient, Decide, & Act
8-Step Problem Solving Process
Approval Information/SignaturesUSAF Problem-Solving Process
& Related Toolsets