2. 8-2
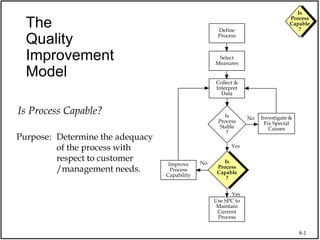
Is
Process
Capable
?
Capable Process
A stable process that meets customer requirements.
8 22 24
2 4 6 10 12 14 16 18 20 26 28 30 32
Run Order
UCL
CL
LCL
Control Chart
Lower Spec Upper Spec
Target
Histogram
Capability assessments for unstable processes, may not be indicative of
how the process is actually performing.
3. 8-3
Is
Process
Capable
?
Assessing Process Capability
Counting Measures
The average percent defectives.
The average number of defects.
Instrument Measures
Comparing both the center of the process and the process
variation
4. 8-4
Is
Process
Capable
?
Capability Assessment for Counting Measures
“Order Entry Process”
Is this process adequate as is?
Should it be improved?
Week
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Total
# Errors
15
22
18
10
13
9
27
12
24
22
8
8
26
16
20
10
16
9
15
20
320
0
5
10
15
20
25
30
35
5 10 15 20
Avg=16.0
LCL=4.0
UCL=28.0
Week
Number
of Errors
Control Chart
5. 8-5
Is
Process
Capable
?
Measures of Process Capability
Cp = Specification Range
True Process Range
= USL - LSL
6sc
Cpk =
Distance from process average
to closest specification limit
1
2 True Process Range
= min (USL - x , x - LSL)
3sc
Problem: We are assuming the process has a target that is
in the center of the specification range, and that
the process is in fact centered on that target.
Note: a negative result is possible if the process average is outside specifications
Benefits: • Optimal values are attained by running exactly
between specs.
• Can (must) be used for 1-sided specifications
Cp < 1.0 Process is not capable of meeting specs
Cp = 1.0 Process is marginally capable
Cp > 1.0 Process is capable of meeting specs
Cpk < 1.0 Process is not capable of meeting specs
Cpk = 1.0 Process is marginally capable
Cpk > 1.0 Process is capable of meeting specs
Warning: Capability assessments for unstable processes, may not be
indicative of how the process is actually performing.
12. 8-12
Is
Process
Capable
?
A Short-term Capability study covers a relatively
short period of time (days, weeks) generally
consisting of 30 to 50 data points. The actual
number depends on the subject under study.
Is The Process
In Control ?
Is It Producing
Defects ?
35
30
25
20
15
10
5
0
39
34
29
24
Observation Number
Individual
Value
I Chart for C1
X=30.60
3.0SL=37.36
-3.0SL=23.84
CP & CPK Measure Short-term
Capability
13. 8-13
Is
Process
Capable
?
A long-term capability study covers a relatively long
period of time (weeks, months) generally consisting of
100-200 data points. Again, the actual amount depends
on the subject under study.
Is The Process
In Control ?
Is It Producing
Defects ?
100
50
0
50
40
30
20
Observation Number
Individual
Value
I Chart for C3
X=33.80
3.0SL=47.12
-3.0SL=20.49
Long Term Performance
Short term
Capability
14. 8-14
Is
Process
Capable
?
A Further Look at Capability
Compare the estimates of the process deviations
from the short-term and long-term data
What is the difference between the short-term and the
long-term data?
What implication does this have in doing capability
studies?
Descriptive Statistics
Variable N Mean StdDev
short term 30 30.6 2.23
long term 180 33.8 4.44
15. 8-15
Is
Process
Capable
?
Measures of Process Performance
Pp =
Specification Range
True Process Range
= USL - LSL
6ss
Ppk =
Distance from process average
to closest specification limit
1
2
True Process Range
=
min (USL - x , x - LSL)
3ss
Problem: We are assuming the process has a target that is
in the center of the specification range, and that
the process is in fact centered on that target.
Note: a negative result is possible if the process average is outside specifications
Benefits: • Optimal values are attained by running exactly
between specs.
• Can (must) be used for 1-sided specifications
Pp < 1.0 Process Performance is not meeting specs
Pp = 1.0 Process Performance is marginally meeting specs
Pp > 1.0 Process Performance is meeting specs
Ppk< 1.0 Process Performance is not meeting specs
Ppk= 1.0 Process Performance is marginally meeting specs
Ppk> 1.0 Process Performance is meeting specs
16. 8-16
Is
Process
Capable
?
Performance vs. Capability
These data show that the process, if well controlled can
perform much better than it currently is
50
40
30
20
10
14
13
12
11
10
Index
CO2-Shrt
CO2 Levels for 55 Time Points
Days Sales Outstanding for 55 Days
DSO
18. 8-18
Is
Process
Capable
?
Process Performance Ratios
The P-family of indices are computationally the same as
the C-family of ‘capability’ indices, but use the observed
long-term standard deviation.
P Min(
X-LSL
3
USL-X
3
pk , )
s
LSL
USL
p
P
s
6
s
s s
s
19. 8-19
Is
Process
Capable
?
WARNING!!!
Statistical Assumptions Made In Capability Studies
1. Data Comes From a Stable Process
If not, work towards getting the process in
control
Don’t despair, you can still make some
assumptions about your process in the mean
time