

Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à General Foundry Guidelines
Similaire à General Foundry Guidelines (20)
Plus de Abdullah Ansari
Plus de Abdullah Ansari (14)
Dernier
Dernier (20)
General Foundry Guidelines
- 1. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for Purpose Purpose of this document is to provide general information of foundry practices normally being followed by Iron casting manufacturers globally. Prepared By: A T Ansari
- 2. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for Typical process flow for casting manufacturing Prepared By: A T Ansari
- 3. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for Various raw materials are being used in foundry processes to form end result cast, our focus will be on major ones as listed below. a. Pig iron Storage of Raw materials, Raw material receipt & b. Steel Scrap Identification and Receipt inspection: c. CRCA scrap traceability, receipt d. Ferro alloys inspection facilities e. Green Sand f. Resin coated sand Method of metallic pattern Pattern and core box can be made by using various materials, manufacturing, Life of such as Pattern and core box toolings made from a. Metallic making wooden & chemical b. Wooden compound. System of c. Chemical compounds e.g. Araldite tooling management. What is core? ==> Core is a component made of molding material, used to create desired cavity / intricate shapes in Where are the core casting. Core can be also made up by using various materials & prints? methods, major processes as listed below. a. By use of metallic core box and resin coated sand – Tooling is Core box temperature, heated, as soon as resin coated sand comes in contact of heat, HTS / LOI of resin coated sand grains form a bounding in desired shape. sand b. By CO2 Process – Uses proportionate mixture of raw silica y p p sand and sodium silicate, after ramming/shooting the mixture into Ratio of Sodium silicate, the core box CO2 is passed thru, here CO2 acts as catalyst and vents and passing of CO2 sand bounded to form a core. Wooden tooling can be used in this Core making process. c. By Cold box process – Uses proportionate mixture of raw silica sand, part 1 (resin) and part 2 (hardener), Shoots this Ratios of resin and mixture into core box and then Amine gas is passed thru, here hardener, type of Amine. Amine gas acts as catalyst to form hardened and strengthen core d. By No Bake process – Uses proportionate mixture of raw silica sand, part 1 and part 2 (These part 1 and part 2 are not same as Ratio of part 1 and part 2, used in Cold box process, chemical composition is different), air set time Shoots this mixture into core box. This process is time based, after some time core gets rock solid and can be ejected from core box. Prepared By: A T Ansari
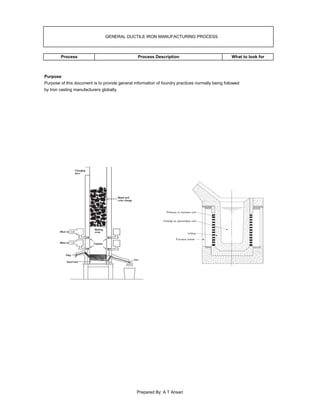
- 4. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for What is Mold? ==> A mold or mould is a hollowed-out block, a framework or shape used to make an object of complementary Sand to metal ratio shape from a liquid metal. a. All the above mentioned processes in core making can be As applicable as per utilized for molding also. above. Molding b. Green Sand Molding – This is most commonly used molding process, the term "green sand" is known principally because of the Moisture content, Green moisture content within the sand. The sand undergoes a "mulling" compression strength process in which various clay and chemical additives that act as (GCS), binders are blended with the sand, which results in a compound which is suitable for the sand molding process. a. By using Cupola + Induction furnace – In this method melting is Melting rate of cupola, done in cupola and then metal transferred to electric induction holding furnace capacity, furnace, where liquid metal can be hold at required temperature operating controls, and necessary chemistry can be adjusted. This method is called support facilities as “Duplex Melting”. Melting b. By using Electric induction furnace – In this method melting is Frequency type, capacity, done in induction furnace it self and ready material tapped for operating controls, pouring if CI or given for Mg treatment if SGCI. support facilities a. High sulphur generally occurs in metal melted in acidic cupolas, which if not lowered, necessitates the use of increased amount of Sulphur content prior to spheroidizing alloy. Desulphurization can be done by commonly desulphurization used methods, s ch as sed methods such as… i. Injection of calcium carbide into the melt – The fine calcium carbide is injected through a refractory tube, using dry nitrogen Ratio of Calcium Carbide gas as the carrying agent. The calcium sulfide formed floats to the and Nitrogen gas surface of the melt as readily removable dross. Desulphurization ii. Soda ash additions are also used to reduce sulphur levels. Ratio of Soda ash iii. Lime is also used for desulphurization, alone or in conjunction Ratio of Lime. with other materials. iv. Shaking ladle – A recent innovation, uses lime. Shaking the Ratio of lime and ladle ladle increases contact of lime and metal, resulting in sulphur shaking time levels reduced. b. Desulphurization generally not required when “Electric Sulphur levels of metal induction furnace” used for melting. from induction furnace Holding and Chemistry a. Superheat the metal taken from cupola. Holding temperature, time adjustment – Induction b. Adjust the chemistry required to achieve metallurgical and taken for chemistry furnace physical properties. adjustment, deslagging Prepared By: A T Ansari
- 5. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for Why magnesium treatment: Ductile iron, also known as spheroidal graphite (s.g.) iron or nodular iron, is made by treating liquid iron of suitable composition with magnesium before casting. This promotes the precipitation of graphite in the form of discrete nodules instead of interconnected flakes. The nodular iron so Amount of metal to be formed has high ductility, allowing castings to be used in critical treated in any type of applications such as Crankshafts, steering knuckles, differential treatment. carriers, brake callipers, hubs, brackets, valves, water pipes, pipe fittings and many others. Types of Mg treatment as mentioned below… i. Sandwich method Sandwich ladle: the treatment alloy is contained in a recess in the Ratio of nodulizer and bottom of a rather tall ladle and covered with steel scrap. The steel punching method is suitable for use only with treatment alloys containing Magnesium Treatment less than 10% ii. Tundish cover method Tundish cover: this is a development of the treatment ladle in Diameter of tundish hole which a specially designed cover for the ladle improves Mg recovery and almost eliminates glare and fume iii. Plunging method Plunger: the alloy is plunged into the ladle using a refractory Plunging system. plunger bell usually combined with a ladle cover and fume extraction iv. Mechanical feeder. Cored wire treatment: wire containing Mg, FeSi, Ca is fed Diameter of wire and its mechanically into liquid metal in a covered treatment ladle at a chemical composition special station Treatment in the mould (Inmold): MgFeSi alloy is placed in a size of inmold chamber, chamber chamber moulded into the running system, the iron is continuously amount of nodulizer treated as it flows over the alloy Why Inoculation - Although the magnesium treatment is responsible for the development of spheroidal graphite, quality ductile iron also requires use of inoculants. Inoculation or post- inoculation refers to the practice of making addition to the melt which will increase the number of spheroids formed during solidification. Inoculation The amount of inoculant needed is governed by several factors. The following rules guide the use of inoculation: Low carbon equivalent irons require greater amounts of inoculant. Grey cast irons with less than 0.06% sulphur are difficult to inoculate, specially formulated products may be required. For a given iron, the thinner the section of casting, the greater the inoculation required. Prepared By: A T Ansari
- 6. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for Electric melted irons require more inoculation than cupola melted irons. Electric melting will also produce low sulphur contents. High steel scrap charges will require more inoculation. Where inoculated iron is held for more than a few minutes after inoculation, there is a need of a higher level of treatment. It is therefore difficult to give an accurate estimate of the amount of inoculant which is required for every situation. In general, inoculant additions of 0.1–0.5% by weight of metal will be satisfactory for grey cast irons, higher additions are needed for ductile (SG) irons. Care must be taken not to over-inoculate grey irons, otherwise problems will arise with shrinkage porosity due to too high a nucleation level. Many grades of inoculants contain high Si content, so that by adding 0.5% of inoculant, the silicon content of the iron will be raised by as much as 0.3%, this must be allowed for by adjusting the Si analysis of the furnace metal. The most widely used inoculation for ductile iron is ferrosilicon Size and quantity of alloys. The most widely used grade is 85 percent silicon. inoculant i. Ladle inoculation Inoculation in bottom of Inoculation Conventional method where inoculant either kept in ladle before ladle or during tapping, tapping or put in the ladle during tapping the metal from furnace. size and type of inoculant ii. Stream inoculation The inoculant used in late stream inoculators must have a number of important features: It must be a powerful inoculant. System of stream It must be finely divided to ensure free-flowing properties and inoculation, size and type rapid solution. of inoculation, start and It must be very accurately graded, without superfine material end time of stream, which would blow away, or large particles which jam the gate amount of inoculant mechanism. It must dissolve rapidly and cleanly to avoid the presence of undissolved inoculant particles in the castings. iii. Mold inoculation There are several ways in which mould inoculation can be Design for mold performed: powdered inoculant can be placed in the pouring bush; inoculation, size of mold or it can be placed at the bottom of the sprue. A more reliable inoculation method is to use sachets or precast slugs of inoculant in the pouring bush or in the running system Pouring is activity to pour cleaned and inoculated liquid metal into Pouring temperature, mold with specific temperature range within specific time. pouring time, deslagging Natural cooling of casting for designed time is necessary to Pouring and cooling achieve required hardness, microstructure and physical properties. Cooling time The cooling time not only allows the castings to solidify completely but also reduces internal stresses within the casting caused by differential cooling of sections of varying thickness. The shakeout separates the castings from the sand. It may be a vibrating grid or a rotating drum, the latter also having a cooling function since water is sprayed onto the sand in the drum. The shakeout is provided with copious air extraction, to prevent dust System of shake out and Shake out & Knock out from entering the foundry. This also removes some fines from the knock out sand and so plays an important part in the control of the sand system. In knock-off or knock out casting separation done from runners and riser. Prepared By: A T Ansari
- 7. GENERAL DUCTILE IRON MANUFACTURING PROCESS Process Process Description What to look for Shot blasting comes under category of Abrasive Blasting, abrasive material in this case is steel shots. Abrasive blasting is the operation of cleaning or preparing a surface by forcibly propelling a stream of abrasive material against Shot blasting Cycle time it. Usually explained as the use of a material against another material to make it smoother, remove surface contaminants or to roughen a surface. It is also the appropriate term for what is known as glass bead blasting, sandblasting, sand carving, sodablasting or shot blasting. These are the common processes in any foundry. In these Grinding, trimming processes fins and burrs removed from casting with help of bench Tools for fettling. grinders and portable grinders. Primary Inspection This is a type of visual inspection and carried out immediately after knock out, in some special cases it is done after shot blasting also as defect are more visible after shot blasting. Secondary Inspection This is combination of visual and dimensional inspection after all grinding and fettling, when casting is ready for dispatch or machining. Physical testing Inspections These are destructive tests, often for to saving the casting and cost, these tests are done on test bars of same metal according to applicable standards. Two main test which are generally conducted are Tensile test and Impact test. Non Destructive testing (NDT) These are the tests carried out directly on the part without causing any damage to casting or product. Major NDT techniques are ultrasonic tests, Magnetic particle inspection and liquid penetrant test. Prepared By: A T Ansari