Modul Frais CNC_versi4.0_juli11
•
11 j'aime•13,072 vues

Siswa mengerjakan tes awal untuk mengetahui tingkat pengetahuan awalnya. Guru mengamati hasil tes untuk menentukan materi pengayaan yang dibutuhkan siswa. Siswa belajar secara mandiri menggunakan modul. Guru membimbing siswa yang kesulitan. Siswa dapat bertanya pada guru. Setelah mempelajari satu bab, siswa mengerjakan latihan soal untuk mengetahui tingkat pemahamannya. Guru memberikan u

Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Modul Frais CNC_versi4.0_juli11
Similaire à Modul Frais CNC_versi4.0_juli11 (20)
Plus de Bernardus Sentot
Plus de Bernardus Sentot (7)
Dernier
Dernier (20)
Modul Frais CNC_versi4.0_juli11
- 1. Pemesinan Frais CNC Modul Pembelajaran untuk siswa SMK B. Sentot Wijanarka
- 3. Modul Teknik Pemesinan Frais CNC untuk Siswa SMK Bahan belajar mandiri untuk siswa SMK , disertai perangkat lunak mesin CNC virtual, media pembelajaran dalam format video, dan buku referensi Tujuan Setelah siswa mempelajari modul ini, siswa akan memiliki kompetensi: Menjelaskan bagian-bagian utama mesin frais CNC Menjelaskan prinsip kerja dari mesin frais CNC Mengeset mesin frais CNC (mengeset benda kerja, alat potong, zero point offset, dan data seting mesin frais CNC) Membuat program CNC untuk mesin frais CNC (dasar) Mengoperasikan mesin frais CNC. B.Sentot Wijanarka Universitas Negeri Yogyakarta
- 4. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Daftar Istilah CNC Singkatan dari Computerized Numerical Control atau Computer Numerically Controlled Interpolasi Linier Kombinasi gerak dua sumbu atau lebih yang menghasilkan jalur yang lurus antara titik awal pemrograman dan titik akhir pemrograman. Gerak menuju titik referensi (Reference point approach) Adalah proses menentukan posisi koordinat alat potong atau tempat alat potong terhadap titik nol mesin. Ketika menggunakan sumbu- sumbu koordinat mesin untuk operasi program CNC sangat penting untuk memastikan harga koordinat aktual yang diberikan oleh sistem pengukuran sesuai dengan harga koordinat pada mesin. Panel Kontrol Bagian kontrol dari mesin CNC, terdiri dari keyboard CNC dan panel kontrol mesin (Machine Control Panel = MCP). Pergeseran jalannya alat potong (Tool compensation) Nilai yang diberikan untuk memindahkan lintasan alat potong sesuai dimensi (panjang dan diameter) alat potong. Pergeseran titik nol (Zero point offset atau Position Shift Offset) Nilai yang diberikan untuk menggeser titik nol dari sistem koordinat mesin (M) ke sistem koordinat benda kerja (W). Pergeseran titik nol pada sistem kontrol CNC Sinumerik 802 S/C menggunakan G54, G55, G56, dan G57. Program CNC Program yang berisi urutan blok atau baris instruksi. Blok atau baris instruksi tersebut disusun dari kata-kata yang terdiri dari huruf kapital dan angka. Sistem koordinat Sistem yang mendiskripsikan gerakan pada mesin sebagai gerakan relatif antara alat potong dan benda kerja. Sistem koordinat yang digunakan biasanya adalah sistem kordinat kartesian dengan sumbu x, sumbu y, dan sumbu z. Softkey Tombol yang ada di panel kontrol yang memiliki fungsi untuk mengaktifkan menu yang tertulis pada layar di atas tombol tersebut 2
- 5. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Modul Teknik Pemesinan Frais CNC untuk Siswa SMK Materi 1. Mengenal Bagian-bagian Utama Mesin Frais CNC, Panel Kontrol Sinumerik 802 S/C base line, dan Tata Nama Sumbu Koordinat 2. Menghidupkan Mesin Frais CNC dengan Sistem Kontrol Sinumerik 802 S/C base line 3. Seting Benda Kerja, Alat potong, dan Zero Point Offset Mesin Frais CNC 4. Menulis Program CNC di Mesin Frais CNC (membuka, menulis, dan mengedit program CNC) 5. Mengoperasikan Mesin Frais CNC untuk membuat benda kerja . 3
- 6. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 DAFTAR ISI halaman Halaman sampul ……………………………………………………… 1 Daftar Istilah ………………………………………………………………. 2 Daftar isi ………………………………………………………………. 4 Pengantar …………………………………………………………………. 6 Cara Menggunakan Modul ……………………………………………….. 8 Learning Map Kompetensi Kejuruan Pemesinan CNC ………………... 10 Standar Kompetensi ……….………. ………………………………….… 14 A. Kedudukan Modul pada SKKD ………………………….…. 14 B. Indikator unjuk Kerja …………………………………….…. 19 C. Cek Kemampuan/Pre Asesmen ……..………………….…. 24 Proses Belajar dan latihan ………………………………………………… 25 Materi 1. Mengenal Bagian-bagian Utama Mesin Frais CNC, Panel Kontrol Sinumerik 802 S/C base line, dan Tata Nama Sumbu Koordinat 26 A. Deskripsi Materi 1 ................................................................. 27 B. Ringkasan Materi 1 .............................................................. 39 C. Soal Latihan ......................................................................... 40 D. Tugas ................................................................................... 40 Materi 2. Menghidupkan Mesin Frais CNC dengan Sistem Kontrol Sinumerik 802 S/C base line ……………................................... 41 A. Deskripsi Materi 2 ................................................................. 42 B. Ringkasan Materi 2 .............................................................. 47 C. Soal Latihan ......................................................................... 48 D. Tugas ................................................................................... 48 Materi 3. Seting Benda Kerja, Alat potong, dan Zero Offset Mesin Frais CNC 49 A. Deskripsi Materi 3 ................................................................. 50 B. Ringkasan Materi 3 .............................................................. 80 C. Soal Latihan ......................................................................... 80 D. Tugas ................................................................................... 81 4
- 7. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Materi 4. Menulis Program CNC di Mesin Frais CNC (membuka, menulis, dan mengedit program CNC) …………………………………………… 82 A. Deskripsi Materi 4 ................................................................. 83 B. Ringkasan Materi 4 ............................................................... 112 C. Soal Latihan ......................................................................... 113 D. Tugas ................................................................................... 113 Materi 5. Mengoperasikan Mesin Frais CNC untuk Membuat Benda Kerja 118 A. Deskripsi Materi 5 ................................................................. 119 B. Ringkasan Materi 5 ............................................................... 126 C. Soal Latihan .......................................................................... 126 D. Tugas .................................................................................... 126 Asesmen Akhir ……………………………………………………………….. 127 Materi Tambahan Panduan Instalasi Program (Setup) Mesin CNC Virtual/ Simulator ............................................................................... 128 Daftar Pustaka ............................................................................... 139 Kunci Jawaban Soal Latihan..................................................................... 140 Job Sheet ........................................................................................... 144 5
- 8. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 PENGANTAR Bahan ajar ini disusun untuk membantu siswa SMK dan guru SMK dalam mempelajari mata pelajaran Pemesinan CNC. Materi ini diharapkan juga berfungsi untuk mengembangkan pengetahuan, ketrampilan, dan sikap dalam Kompetensi Kejuruan Teknik Pemesinan CNC. Kompetensi kejuruan teknik pemesinan CNC bagi siswa SMK pada dasarnya adalah menguasai cara mengeset mesin CNC, mengedit dan memprogram mesin CNC, dan mengoperasikan mesin CNC tingkat dasar (pemula). Sebenarnya ketiga kompetensi tersebut tidak bisa terpisah-pisah dan sebaiknya diajarkan secara simultan. Siswa yang belajar mengeset mesin CNC, mestinya sudah bisa mengoperasikan mesin perkakas CNC tersebut, misalnya menghidupkan mesin, dan mengaktifkan referensi. Bahan ajar pemesinan CNC ini bisa digunakan dalam pelajaran (pelatihan) di kelas/ laboratorium atau bahan belajar mandiri bagi siswa di luar kelas/laboratorium. Hal tersebut dimungkinkan karena bahan ajar ini dilengkapi CD yang berisi video simulasi pemesinan CNC, dan perangkat lunak mesin CNC virtual yang bisa dijalankan di komputer. Untuk segera dapat memahami dan mempraktikkan materi yang disajikan, maka bahan ajar ini dilengkapi buku referensi dan buku manual mesin yang disusun oleh produsen sistem kontrol CNC dari Siemens dan produsen perangkat lunak mesin virtual CNC dari Swansoft. Mesin CNC virtual adalah mesin CNC yang dibuat dengan perangkat lunak komputer dan tampil di layar komputer. Mesin CNC virtual tersebut dapat menampilkan bentuk mesin CNC dengan tombol-tombol di panel kontrolnya sama seperti mesin CNC yang sesungguhnya dalam bentuk gambar tiga dimensi. Mesin CNC virtual ini sering disebut juga simulator mesin CNC. Apabila sekolah belum memiliki laboratorium CNC, maka laboratorium komputer bisa digunakan sebagai tempat untuk pembelajaran teknik pemesinan CNC dengan menggunakan mesin CNC virtual. Cara menginstal dan menggunakan mesin CNC virtual disajikan pada Materi tambahan. Pengetahuan awal yang harus sudah dikuasai oleh siswa yang akan mempelajari modul ini adalah : 1. Membaca gambar teknik 2. Menggunakan alat ukur 3. Mengoperasikan komputer. 6
- 9. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Semua prasyarat tersebut di atas bagi siswa SMK kelas 2 (kelas 11) sudah pernah diperoleh sebelumnya, sehingga apabila mata pelajaran pemesinan CNC ini diajarkan di kelas 3 (kelas 12) maka semua prasyarat tersebut di atas telah dipenuhi. Modul ini dari Materi 1 sampai Materi 5 bisa digunakan untuk mempelajari mesin CNC frais yang sesungguhnya, maupun mesin frais CNC virtual. Ketika mempelajari cara mengoperasikan mesin perkakas CNC yang sesungguhnya, siswa harus memperhatikan keselamatan kerja yang telah diatur untuk laboratorium atau bengkel yang bersangkutan. Semoga bahan ajar ini dapat membantu siswa untuk meningkatkan kompetensi kejuruan teknik pemesinan CNC sesuai dengan standar kompetensi. Yogyakarta, April 2011 Penulis 7
- 10. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Cara Menggunakan Modul A. Bagi Guru/Instruktor/Trainer Pada dasarnya peran guru dalam proses pembelajaran pemesinan CNC ini adalah sebagai fasilitator. Guru menyediakan fasilitas yang diperlukan siswa untuk mencapai tujuan belajar siswa dan mengarahkan siswa dalam proses belajarnya agar bisa mencapai tujuan belajar. Siswa selalu dibantu dalam memperoleh akses pada materi ajar (manual mesin, buku referensi, modul), media pembelajaran (media visual dalam bentuk Video CD, dan software komputer), serta mesin frais CNC dan peralatan pendukung praktikum. Dengan disediakan semua yang diperlukan siswa tersebut, maka guru mengatur urutan materi dan penggunaan fasilitas belajar agar proses belajar siswa bejalan dengan lancar. Sarana yang harus disediakan di laboratorium CNC adalah : 1. Mesin Frais CNC (1 buah), dan asesorisnya 2. Mesin Bubut CNC (1 buah), dan asesorisnya 3. Alat ukur: jangka sorong, mikrometer, penyiku, dan jam ukur 4. Alat potong: end mill, face milling cutter, mata bor 5. Bahan praktikum (bahan dari Alluminium atau Besi Lunak) 6. Komputer ( 10 buah) 7. Buku Modul, Buku Referensi, Buku Manual Mesin, dan Buku Manual perangkat lunak sesuai dengan perangkat lunak yang digunakan pada mesin CNC yang dimiliki. Proses belajar siswa dilakukan dengan mengikuti urutan materi pembelajaran dalam modul ini. Sebelum proses belajar siswa dimulai guru mengobservasi kemampuan awal siswa dengan meminta siswa mengerjakan Soal Cek Kemampuan/ Pre asesmen. Pada waktu siswa belajar, bila mengajukan pertanyaan tentang satu bagian materi pelajaran, guru akan selalu membantu memecahkan masalah tersebut bersama dengan siswa atau didiskusikan dengan siswa yang lain, sehingga proses pembelajaran diharapkan berpusat pada siswa. Langkah- langkah proses pembelajaran selanjutnya dapat dilihat pada Learning Map. 8
- 11. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 B. Bagi siswa Modul belajar ini disusun sebagai bahan belajar mandiri bagi siswa SMK baik di sekolah maupun di luar sekolah. Di sekolah sebagai bahan ajar mata pelajaran Pemesinan CNC yang diselenggaran di laboratorium CNC. Pada waktu belajar modul ini, apabila ada yang kurang jelas bisa bertanya pada guru (guru sebagai fasilitator) atau berdiskusi dengan siswa yang lain. Fasilitas belajar di sekolah berupa komputer, mesin perkakas CNC dan perlengkapannya, buku manual mesin, modul belajar, buku referensi teknik pemesinan disediakan di laboratorium. Untuk belajar sendiri di luar kelas atau di luar sekolah, modul ini dilengkapi dengan media belajar berupa video simulasi mengenai apa yang tertulis di dalam modul. Selain itu di dalam CD juga berisi modul, perangkat lunak mesin CNC virtual yang dapat dengan mudah diinstal di komputer manapun, dan contoh pengoperasian mesin dalam format video yang dapat diputar di komputer maupun di VCD player. Langkah- langkah belajar selanjutnya dapat dilihat pada Learning Map. 9
- 12. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Learning Map Kompetensi Kejuruan Pemesinan CNC Mulai Mempelajari Kompetensi Kejuruan Pemesinan CNC Aktivitas Guru Aktivitas Siswa Guru memotivasi siswa, menjelaskan Siswa memperhatikan tujuan pembelajaran atau kompetensi penjelasan guru. dasar yang akan dicapai, dan Siswa mempelajari modul mendeskripsikan prerequisite. pembelajaran bagian tujuan Guru memberi informasi kepada siswa pembelajaran dan indikator mengenai bahan ajar: buku manual unjuk kerja. mesin, modul pemesinan CNC, Siswa menanyakan kepada guru jobsheet, dan CD (yang berisi materi hal-hal yang belum jelas ajar, video, dan software mesin CNC mengenai tujuan pembelajaran. virtual SSCNC). Guru menampilkan beberapa video mengenai pemesinan CNC. Siswa mengerjakan soal cek Guru memberikan soal cek kemampuan/pre assesmen. kemampuan/ pre assesmen kepada Siswa berdiskusi dengan guru siswa (soal di modul) dan siswa yang lain mengenai Guru memeriksa dan mendiskusikan hasil cek kemampuan/pre hasil pre assesmen. assesmen. Guru menyiapkan mesin CNC dan Siswa mengenali bagian- bagian memfasilitasi siswa untuk akses ke mesin CNC dan sistem kontrol CNC mesin CNC. (berdasarkan penjelasan guru, dan Guru menjelaskan bagian- bagian mempelajari sendiri dari modul mesin CNC dan sistem kontrol CNC materi 1/ bahan ajar). (untuk mesin frais CNC yang ada di lab CNC)/Materi 1. Guru memberikan soal latihan dan Siswa mengerjakan soal latihan dan tugas kepada siswa ( Soal latihan ada tugas yang ada di modul. di modul). Guru memastikan bahwa setiap siswa sudah memahami materi yg diajarkan. Dilanjutkan pada halaman berikutnya. 10
- 13. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Guru menjelaskan cara menghi- Siswa memperhatikan dan dupkan mesin CNC (Materi 2) mempraktikan langkah-langkah Guru menjelaskan cara mematikan menghidupkan mesin CNC dan mesin CNC. mematikan mesin CNC. Guru memberikan soal latihan dan Siswa mengerjakan soal latihan tugas kepada siswa ( Soal latihan ada dan tugas yang ada di modul. di modul). Guru menjelaskan cara memasang Siswa memperhatikan pencekam (ragum), benda kerja, penjelasan guru dan video. dan alat potong (Materi 3). Siswa mempelajari dan Guru menjelaskan cara menseting mempraktikan cara memasang titik nol (zero offset) di mesin pencekam, benda kerja, dan alat potong. Menampilkan langkah-langkah zero offset dengan media video. Siswa mengulang sendiri materi menseting titik nol . Guru menyiapkan komputer yang akan digunakan siswa, dan Siswa mengcopy/menginstal menginstall program mesin CNC program mesin CNC virtual virtual/simulator (SSCNC) /simulator (SSCNC) ke Guru menjelaskan kepada siswa cara komputer. menginstal program mesin CNC Siswa menginstal program virtual di komputer (prosedur SSCNC (cara menginstal ada di menginstal ada di modul pada modul pada materi tambahan). materi tambahan). Siswa memperhatikan penjelasan Guru memberi contoh cara guru dan atau memperhatikan menggunakan program mesin CNC video cara menggunakan program virtual, atau memutar video cara mesin CNC virtual. menggunakannya pada layar di Siswa mempraktikkan cara depan kelas (video ada di CD). memasang benda kerja, alat Guru menjelaskan cara memasang potong dan zero offset dengan benda kerja,alat potong, dan zero mesin CNC virtual di komputer. offset di mesin CNC virtual. Dilanjutkan pada halaman berikutnya. 11
- 14. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Guru memberi tugas kepada siswa Siswa berlatih menggunakan untuk mempelajari cara seting mesin mesin CNC virtual untuk CNC sesuai yang dijelaskan di modul melakukan seting mesin CNC. (Materi 3). Siswa mengerjakan soal latihan Guru memberikan soal latihan dan dan tugas. tugas kepada siswa (soal latihan dan (tugas bisa dikerjakan di rumah tugas ada di modul). apabila jam pelajaran tidak mencukupi). Guru memandu siswa untuk Siswa menseting pencekam, alat melakukan seting di mesin frais potong, dan mesin CNC (setting CNC yang sesungguhnya. titik nol pada sumbu X, Y, dan Z) Guru memastikan bahwa setiap sesuai dengan langkah-langkah siswa sudah bisa melakukan yang tertulis pada modul atau seting tersebut (dengan mengisi video. checklist observasi). Siswa mengulang apa yang telah dipelajari di rumah atau di tempat lain yang tersedia komputer. Guru memandu siswa untuk Siswa berlatih menulis program menulis contoh program CNC CNC di mesin CNC virtual/mesin sesuai yang tertulis di modul frais CNC sesuai dengan yang (Materi 4). tertulis di modul Materi 4. Guru memastikan bahwa setiap Siswa belajar sendiri dengan siswa sudah bisa menulis mengulang cara menulis program program CNC di mesin CNC CNC di rumah atau di tempat lain (dengan mengisi checklist yang tersedia komputer. observasi). Guru memberikan tugas kepada Siswa berlatih menulis dan siswa berlatih menulis dan mengedit mengedit 4 sampai 6 program 4 sampai 6 program CNC di mesin CNC di mesin CNC virtual CNC virtual dan di mesin frais CNC Siswa berlatih menulis dan (latihan sesuai yg tertulis di modul). mengedit program CNC di mesin frais CNC . Dilanjutkan pada halaman berikutnya. 12
- 15. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Guru memandu untuk mengingat Siswa atau kelompok siswa kembali cara mengoperasikan memasang pencekam, mesin frais CNC, dan memastikan memasang benda kerja, dan bahwa mesin siap dioperasikan memasang alat potong di mesin Guru memastikan bahwa setiap frais CNC, dan mensetting mesin siswa sudah bisa memasang atau memastikan bahwa mesin pencekam, alat potong dan siap digunakan. benda kerja di mesin frais CNC (dengan mengisi checklist observasi). Beberapa siswa menulis program KTK1 di mesin CNC (Materi 5) Siswa yang tidak mengoperasikan Guru menugaskan siswa untuk mesin CNC tetap mengerjakan menulis program KTK1 di mesin tugas yang sama di mesin CNC CNC (Materi 5). virtual . Guru memandu siswa untuk Siswa berlatih menjalankan menjalankan program CNC di program CNC KTK1 dalam bentuk mesin CNC virtual simulasi pemotongan di Guru memandu siswa untuk komputer menjalankan program CNC di Siswa membuat benda kerja mesin frais CNC sesuai dengan dengan mesin CNC, sesuai langkah-langkah di modul. dengan langkah-langkah yang Guru memastikan bahwa siswa tertulis di modul sudah bisa mengoperasikan Siswa mengecek ukuran benda mesin frais CNC (dengan mengisi kerja hasil proses pemesinan. checklist observasi). Guru memberikan soal latihan dan Siswa mengerjakan soal latihan dan tugas kepada siswa (soal latihan dan tugas (soal latihan dan tugas ada di tugas ada di modul). modul). Guru memberi tugas kepada siswa Siswa berlatih membuat benda untuk membuat benda kerja kerja sesuai dengantugas pada sesuai dengan tugas pada Job Job sheet (dengan simulasi sheet. maupun benda kerja Guru mengadakan tes tertulis dan sesungguhnya). tes kinerja. Siswa mengerjakan tes tertulis dan tes kinerja. Selesai 13
- 16. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 STANDAR KOMPETENSI A. Kedudukan Modul pada SKKD Sesuai dengan Surat Keputusan Direktur Jenderal Manajemen Pendidikan Dasar Dan Menengah Nomor : 251/C/kep/mn/2008 Tanggal: 22 Agustus 2008, maka standar kompetensi dan kompetensi dasar yang harus dikuasai oleh siswa adalah seperti tabel di bawah. Bidang Studi Keahlian : Teknologi dan Rekayasa Program Studi Keahlian : Teknik Mesin Kompetensi Keahlian : Teknik Pemesinan (014) 1. DASAR KOMPETENSI KEJURUAN STANDAR KOMPETENSI KOMPETENSI DASAR 1. Memahami dasar kekuatan bahan 1.1 Mendeskripsikan prinsip dasar dan komponen mesin mekanika 1.2 Menjelaskan komponen/elemen mesin 2. Memahami prinsip dasar 2.1 Mendeskripsikan prinsip dasar kelistrikan dan konversi energi kelistrikan mesin 2.2 Mendeskripsikan prinsip dasar motor bakar 2.3 Menjelaskan prinsip dasar turbin 3. Memahami proses dasar 3.1 Menjelaskan pembuatan dan perlakuan logam pengolahan logam 3.2 Menguraikan unsur dan sifat logam 3.3 Mendeskripsikan proses perlakuan panas logam 3.4 Mendeskripsikan proses korosi dan pelapisan logam 3.5 Mendeskripsikan proses pengujian logam 14
- 17. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 STANDAR KOMPETENSI KOMPETENSI DASAR 4. Memahami proses dasar teknik 4.1 Menjelaskan proses dasar pemesinan mesin 4.2 Menjelaskan proses dasar pengelasan 4.3 Menjelaskan proses dasar fabrikasi logam 4.4 Menjelaskan proses dasar pengecoran logam 4.5 Menjelaskan proses dasar pneumatik dan hidrolik 4.6 Menjelaskan proses dasar otomasi 5. Menerapkan keselamatan dan 5.1 Mendeskripsikan keselamatan dan kesehatan kerja (K3) kesehatan kerja (K3) 5.2 Melaksanakan prosedur K3. 2. KOMPETENSI KEJURUAN a. Teknik Pemesinan (014) STANDAR KOMPETENSI KOMPETENSI DASAR 1. Melaksanakan penanganan 1.1 Mengangkat material secara manual material secara manual 1.2 Menggerakkan/mengganti material secara manual 2. Menggunakan peralatan 2.1 Menjelaskan cara penggunaan pembandingan dan/atau alat ukur peralatan pembandingan dan/atau alat dasar ukur dasar 2.2 Menggunakan peralatan pembandingan dan/atau alat ukur dasar 2.3 Memelihara peralatan pembandingan dan/ atau alat ukur dasar 15
- 18. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 STANDAR KOMPETENSI KOMPETENSI DASAR 3. Mengukur dengan alat ukur 3.1 Menjelaskan cara penggunaan alat mekanik presisi ukur mekanik presisi 3.2 Menggunakan alat ukur mekanik presisi 3.3 Memelihara alat ukur mekanik presisi 4. Menggunakan perkakas tangan 4.1 Menjelaskan jenis, fungsi, dan cara penggunaan perkakas tangan 4.2 Menggunakan macam-macam perkakas tangan 5. Menggunakan perkakas 5.1 Menjelaskan jenis, fungsi, dan cara bertenaga/operasi digenggam penggunaan perkakas bertenaga 5.2 Menggunakan macam-macam perkakas bertenaga 6. Menginterpretasikan sketsa 6.1 Menyiapkan sket tangan 6.2 Mengartikan detil sket tangan 7. Membaca gambar teknik 7.1 Mendeskripsikan gambar teknik 7.2 Memilih teknik gambar yang benar 7.3 Membaca gambar teknik 8. Menggunakan mesin untuk 8.1 Menjelaskan cara mengeset mesin operasi dasar 8.2 Menjelaskan cara mengoperasikan mesin 9. Melakukan pekerjaan dengan 9.1 Memproses bentuk permukaan mesin bubut pendakian 9.2 Menjelaskan teknik pengoperasian mesin bubut 9.3 Mengoperasikan mesin bubut 9.4 Memeriksa komponen sesuai dengan spesifikasi 16
- 19. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 STANDAR KOMPETENSI KOMPETENSI DASAR 10. Melakukan pekerjaan dengan 10.1 Menjelaskan cara pengoperasian mesin frais mesin frais 10.2 Mengoperasikan mesin frais 10.3 Mengecek komponen untuk penyesuaian dengan rinciannya 11. Melakukan pekerjaan dengan 11.1 Menentukan kebutuhan kerja mesin gerinda 11.2 Memilih roda gerinda dan perlengkapannya 11.3 Menjelaskan cara pengoperasian mesin gerinda 11.4 Mengoperasikan mesin gerinda 11.5 Memeriksa komponen-komponen untuk kesesuaian secara spesifik 12. Menggunakan mesin bubut 12.1 Melakukan persiapan kerja secara (kompleks) tepat 12.2 Mengikuti identifikasi sisipan dari organisasi standar internasional atau standar lain yang sesuai 12.3 Melakukan berbagai macam pembubutan 13. Memfrais (kompleks) 13.1 Memasang benda kerja 13.2 Mengenali insert menurut standar ISO 13.3 Melakukan pengefraisan benda rumit 14. Menggerinda pahat dan alat 14.1 Menetapkan persyaratan pekerjaan potong 14.2 Memilih alat dan roda gerinda pemotong dan perlengkapan yang sesuai 14.3 Menggerinda pahat dan alat potong 14.4 Memeriksa komponen sesuai spesifikasi 17
- 20. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 STANDAR KOMPETENSI KOMPETENSI DASAR 15. Mengeset mesin dan program 15.1 Mendeskripsikan instruksi kerja mesin NC/CNC (dasar) 15.2 Memasang fixture/perlengkapan/ alat pemegang 15.3 Melakukan pemeriksaan awal 15.4 Melakukan pengaturan mesin NC/CNC (numerical control/ computer numerical control) 15.5 Menginstruksi operator mesin 15.6 Mengganti tooling yang rusak 16. Memprogram mesin NC/CNC 16.1 Mengenal bagian-bagian program (dasar) mesin NC/CNC 16.2 Menulis program mesin NC/CNC 16.3 Melaksanakan lembar penulisan operasi NC/CNC 16.4 Menguji coba program 17. Mengoperasikan mesin NC/CNC 17.1 Mendeskripsikan instruksi kerja (Dasar) 17.2 Melakukan pemeriksaan awal 17.3 Mengoperasikan mesin CNC/NC 17.4 Mengawasi kerja mesin/proses CNC/NC. Modul Ini mendukung Kompetensi Kejuruan Teknik Pemesinan (014), Standar Kompetensi no. 15, 16 dan 17 . 18
- 21. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 B. Indikator Unjuk Kerja (IUK) untuk Standar Kompetensi Pemesinan Frais CNC untuk siswa SMK Indikator Unjuk Kerja berikut bisa digunakan sebagai panduan kemajuan belajar siswa atau panduan bagi guru dalam menyampaikan materi dan mengobservasi kegiatan belajar siswa. Selain itu IUK bisa digunakan sebagai penilaian mandiri siswa dan pedoman penilaian/observasi oleh guru selama pelaksanaan pembelajaran pemesinan frais CNC. Indikator Unjuk Kerja dijabarkan dari Kompetensi Dasar sebagai Kriteria Unjuk Kerja, kemudian disusun berdasarkan urutan pengoperasian mesin frais CNC. Sebagai buku referensi penyusunan IUK ini adalah buku Operation and Programming 08/2003 Sinumerik 802 S/C base line Milling yang disusun oleh Siemens (2003). Daftar Indikator Unjuk Kerja tersebut adalah : 1. Menyiapkan job sheet (lembar kerja) 2. Membaca gambar kerja 3. Menjelaskan prinsip kerja mesin frais CNC 4. Menjelaskan sistem koordinat yang digunakan pada mesin frais CNC 5. Menjelaskan bagian-bagian mesin frais CNC 6. Menjelaskan fungsi tombol-tombol yang ada di panel kontrol CNC 7. Melaksanakan pemeriksaan awal kondisi cairan pendingin 8. Menjelaskan sistem pendingin untuk proses pemotongan pada mesin frais CNC 9. Melaksanakan pemeriksaan awal kondisi pelumas 10. Menjelaskan sistem pelumasan di mesin frais CNC 11. Menjelaskan instruksi kerja cara menghidupkan mesin frais CNC 12. Menghidupkan mesin frais CNC 13. Mengaktifkan mode operasi manual (Jog) pada mesin frais CNC 14. Menjelaskan simbol-simbol yang ada di layar kontrol panel mesin frais CNC pada mode operasi manual (Jog) 15. Menjelaskan pengoperasian mesin frais CNC pada mode operasi manual (Jog) 16. Mengaktifkan titik referensi mesin 17. Menggerakan alat potong pada arah sumbu X di mode operasi manual (Jog) dengan gerak cepat (rapid) 19
- 22. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 18. Menggerakan alat potong pada arah sumbu X di mode operasi manual (Jog) dengan gerak pemotongan (feed) 19. Menggerakan alat potong pada arah sumbu Y di mode operasi manual (Jog) dengan gerak cepat (rapid) 20. Menggerakan alat potong pada arah sumbu Y di mode operasi manual (Jog) dengan gerak pemotongan (feed) 21. Menggerakan alat potong pada arah sumbu Z di mode operasi manual (Jog) dengan gerak cepat (rapid) 22. Menggerakan alat potong pada arah sumbu Z di mode operasi manual (Jog) dengan gerak pemotongan (feed) 23. Menggunakan mode operasi MDI (Manual Data Input) untuk mengganti alat potong (tool change) 24. Menggunakan mode operasi MDI untuk menggerakkan alat potong pada koordinat (X,Y,Z) tertentu 25. Mengaktifkan putaran spindel pada rpm tertentu menggunakan mode operasi MDI 26. Menyiapkan mesin frais CNC untuk dipasang pencekam (pemegang benda kerja) 27. Memilih pencekam benda kerja yang sesuai bentuk benda kerja yang akan dikerjakan 28. Memasang pencekam benda kerja di meja mesin frais CNC 29. Melakukan seting pencekam/ ragum 30. Mengidentifikasi alat potong sisipan (sesuai standar ISO 1832-1985) 31. Mengidentifikasi bagian-bagian alat potong 32. Menjelaskan macam-macam material alat potong 33. Memilih material alat potong (HSS, karbida) yang sesuai dengan material benda kerja 34. Memilih bentuk alat potong yang sesuai untuk benda kerja yang akan dibuat sesuai gambar kerja 35. Memasang alat potong pada kolet/arbor 36. Menyiapkan mesin frais CNC untuk dipasang alat potong 37. Memasang alat potong pada spindel mesin frais CNC 38. Melakukan seting alat potong (tool offset) 39. Mengedit data kompensasi alat potong (tool compensation) 20
- 23. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 40. Memasang benda kerja pada pencekam 41. Mengidentifikasi titik referensi mesin frais CNC 42. Mengidentifikasi titik nol mesin frais CNC (M) 43. Mengidentifikasi titik nol alat potong (F) 44. Mengidentifikasi titik nol benda kerja (W) 45. Mengaktifkan area operasi mesin 46. Menjelaskan simbol-simbol di layar panel kontrol pada area operasi mesin 47. Melakukan seting pemindahan titik nol benda kerja/zero point offset (G54 atau settable zero offset yang lain) 48. Mengedit pergeseran titik nol (settable zero offset ) melalui panel kontrol CNC 49. Memeriksa kebenaran pergeseran titik nol (G54, G55, G56, atau G57) 50. Mengedit data alat potong ( panjang dan diameter) melalui panel kontrol CNC 51. Memeriksa kebenaran data alat potong 52. Menjelaskan simbol-simbol keselamatan kerja 53. Melaksanakan prosedur keselamatan kerja 54. Menjelaskan prinsip pengukuran absolut dan incremental 55. Menjelaskan struktur program CNC untuk mesin frais CNC 56. Menjelaskan kode G yang digunakan untuk pemrograman pada mesin frais CNC 57. Menjelaskan kode M yang digunakan untuk pemrograman pada mesin frais CNC 58. Menjelaskan kode program F yang digunakan untuk pemrograman pada mesin frais CNC 59. Menjelaskan kode program T yang digunakan untuk pemrograman pada mesin frais CNC 60. Menjelaskan kode program D (kompensasi panjang dan diameter alat potong) 61. Menjelaskan kode program S yang digunakan untuk pemrograman pada mesin frais CNC 62. Menjelaskan kode pemrograman untuk siklus pembuatan lubang bor dengan mata bor (LCYC82) 63. Menjelaskan kode pemrograman untuk siklus pembuatan lubang bor dengan mata bor (LCYC83) 64. Menjelaskan kode pemrograman untuk siklus pengetapan ulir dalam (LCYC84 atau LCYC840) 21
- 24. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 65. Menjelaskan kode pemrograman untuk siklus jajaran lubang bor memanjang (LCYC60) 66. Menjelaskan kode pemrograman untuk siklus jajaran lubang bor melingkar (LCYC61) 67. Menjelaskan kode pemrograman untuk siklus pembuatan kantong persegi (LCYC75) 68. Menjelaskan kode pemrograman untuk siklus pembuatan kantong melingkar (LCYC75) 69. Menjelaskan kode pemrograman untuk siklus pembuatan alur/slot (LCYC75) 70. Menentukan koordinat untuk gambar kerja yang ada di Job sheet 71. Menentukan alat ukur yang digunakan untuk mengukur benda kerja 72. Membuat langkah kerja untuk gambar kerja yang ada di Job sheet 73. Menentukan harga gerak makan F 74. Menentukan harga putaran spindel S 75. Menentukan arah putaran spindel (M3 dan M4) 76. Menentukan arah kompensasi alat potong kiri dan kanan (G41/G42) 77. Membuat program CNC untuk bentuk kontur lurus 78. Membuat program CNC untuk bentuk kontur melengkung 79. Membuat program CNC untuk pembuatan lubang (drilling) dengan siklus pemboran 80. Membuat program CNC untuk jajaran lubang bor 81. Membuat program CNC untuk pembuatan kantong persegi 82. Membuat program CNC untuk pembuatan kantong lingkaran 83. Membuat program CNC untuk pembuatan alur (slot) 84. Menulis program CNC di mesin frais CNC 85. Membuka program CNC yang tersimpan di memori mesin frais CNC 86. Mengedit program CNC 87. Menjelaskan fungsi mode operasi Automatic pada mesin frais CNC 88. Menjelaskan simbol-simbol yang ada di layar kontrol panel mesin frais CNC pada mode operasi Automatic 89. Memeriksa kebenaran program CNC dengan menjalankan program secara simulasi 22
- 25. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 90. Memeriksa kebenaran program CNC dengan menjalankan program tanpa penyayatan benda kerja (Dry run) dengan Single Block pada mode operasi Automatic 91. Memeriksa kebenaran program CNC dengan menjalankan program tanpa penyayatan benda kerja (Dry run) secara menerus pada mode operasi Automatic 92. Memeriksa kebenaran program CNC dengan menjalankan program Single block pada mode operasi Automatic dengan benda kerja terpasang di pencekam (benda kerja pertama) 93. Membatalkan/menghentikan mesin frais CNC yang sedang beroperasi bila terjadi kesalahan ( cycle stop, atau reset) 94. Menganalisis kesalahan proses pemotongan benda kerja 95. Mengedit program CNC bila terjadi kesalahan pada program CNC 96. Mengedit tool seting bila terjadi kesalahan seting alat potong 97. Mengedit zero point offset bila terjadi kesalahan penulisan zero point offset 98. Mengidentifikasi alat potong frais yang baik atau yang sudah tumpul 99. Mengganti alat potong yang tumpul/rusak 100. Memeriksa kebenaran program CNC dengan menjalankan program pada mode operasi Automatic 101. Memeriksa dimensi benda kerja hasil proses pemotongan dengan menggunakan alat ukur yang sesuai 102. Menjelaskan terjadinya penyimpangan ukuran hasil proses pemesinan 103. Membetulkan kesalahan apabila terjadi penyimpangan ukuran 104. Membuat produk dengan menjalankan program CNC pada mode operasi Automatic untuk membuat benda kerja sesuai spesifikasi di gambar kerja 105. Memeriksa ukuran produk hasil proses pemesinan frais CNC 106. Membetulkan program atau seting mesin apabila ukuran produk tidak sesuai gambar kerja 107. Membersihkan mesin frais CNC yang setelah selesai digunakan 108. Mencatat kondisi mesin frais CNC setelah digunakan 109. Menjelaskan instruksi kerja cara mematikan mesin frais CNC 110. Mematikan mesin frais CNC. 23
- 26. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 B. Cek Kemampuan/ Pre Assesmen Petunjuk : Berilah tanda check (√) di sebelah kanan pernyataan berikut sesuai dengan kondisi kemampuan anda pada saat ini: Jawaban No Pernyataan Bisa Belum bisa 1. Saya dapat menjelaskan bagian- bagian utama mesin frais CNC 2. Saya dapat menjelaskan sistem koordinat pada mesin frais CNC 3. Saya dapat menjelaskan prinsip kerja mesin frais CNC 4. Saya dapat melakukan pengaturan zero point offset (pemindahan titik nol mesin ke titik nol benda kerja) 5. Saya dapat menjelaskan bagian- bagian dari program CNC 6. Saya dapat melakukan penyetingan ragum di mesin frais CNC 7. Saya dapat melakukan pemasangan alat potong pada mesin frais CNC 8. Saya dapat membuat program CNC untuk mesin frais CNC 9. Saya dapat menulis program CNC di mesin frais CNC 10. Saya bisa mengoperasikan mesin frais CNC untuk membuat produk Apabila ada beberapa pernyataan tersebut di atas belum bisa anda kerjakan, maka anda diharapkan mempelajari modul ini. 24
- 27. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Proses belajar dan Latihan 25
- 28. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Materi 1 Mengenal Bagian-bagian Utama Mesin Frais CNC, Panel Kontrol Sinumerik 802 S/C base line, dan Tata nama Sumbu koordinat Tujuan Setelah mempelajari Materi 1 ini siswa memiliki kompetensi dapat: Menjelaskan bagian-bagian utama dari mesin frais CNC Menjelaskan bagian- bagian panel kontrol Sinumerik 802 S/C base line pada Mesin Frais CNC Menjelasakan tata nama sumbu koordinat pada mesin frais CNC. Panel kontrol CNC Meja mesin Alat potong Ragum dan frais (cutting tool) benda kerja 26
- 29. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 A. Deskripsi Materi 1 Mesin Frais CNC yang digunakan dalam Modul ini adalah Mesin Frais CNC yang menggunakan Sistem Kontrol Sinumerik 802S atau 802C base line. Bagian-bagian utama mesin frais CNC, panel kontrol mesin CNC dan tata nama sumbu koordinat dijelaskan pada deskripsi materi di bawah ini. 1. Bagian-bagian Utama Mesin Frais CNC Mesin Frais CNC pada dasarnya memiliki bagian-bagian utama yang sama dengan mesin frais konvensional (manual). Bagian utama mesin frais adalah meja mesin untuk menempatkan pemegang benda kerja, spindel, pemegang alat potong, dan panel kontrol. Gambar skematis mesin frais CNC adalah seperti Gambar 1.1 berikut. Panel magazine kontrol Spindel dan pemegang alat potong Meja/table Ragum dan benda kerja Gambar 1.1. Gambar skematis mesin frais CNC dan nama bagian-bagian utamanya 27
- 30. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Meja mesin frais berfungsi untuk meletakkan pemegang benda kerja. Spindel adalah sumbu utama mesin frais yang digunakan untuk menempatkan pemegang alat potong. Panel kontrol berfungsi sebagai pusat pengontrolan gerakan alat potong mesin frais, gerakan meja mesin frais, serta pengaturan arah dan jumlah putaran spindel. Mesin frais CNC memungkinkan penggunaan alat potong lebih dari satu buah dan penggantian alat potong secara otomatis, sehingga alat potong yang akan digunakan ditempatkan di magazine. Beberapa Mesin frais CNC tidak dilengkapi dengan magazine, sehingga penggantian alat potong dilakukan dengan manual. Beberapa mesin frais CNC dilengkapi dengan hand wheel yang digunakan untuk menggerakan alat potong pada mode manual. Gambar mesin frais CNC tanpa magazine dapat dilihat pada Gambar 1.2. Spindel dan pemegang alat potong Panel kontrol ragum Hand wheel Gambar 1.2. Mesin frais CNC tanpa magazine, untuk penggantian alat potong dilakukan secara manual. 28
- 31. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 2. Mengenal panel kontrol Gambar Panel Kontrol Mesin CNC dengan sistem kontrol Sinumerik 802 S/C base line adalah seperti Gambar 1.3 di bawah. (b) (c) (a) Gambar 1.3. Panel kontrol Mesin Frais CNC: (a) papan ketik CNC, (b) panel kontrol mesin, dan (c) layar Panel kontrol dapat dibagi dalam tiga bagian utama yaitu: papan ketik CNC (CNC keyboard), panel kontrol mesin (MCP= Machine Control Panel), dan layar (Monitor). Masing-masing bagian tersebut dijelaskan pada sub judul di bawah. 29
- 32. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 a. Papan Ketik CNC (CNC Keyboard) Papan ketik CNC (CNC keyboard) berfungsi untuk pengendalian mesin CNC yang meliputi pengisian data, pengisian parameter, penulisan program CNC , pemanggilan program CNC, dan pemindahan area operasi. Papan ketik ini terdiri dari huruf, angka, simbol, kursor, dan fungsi pengeditan yang lain. Gambar dan penjelasan tombol-tombol dapat dilihat pada Gambar 1.4. Gambar 1.4. Papan kontrol CNC (CNC keyboard) pada Sistem Kontrol CNC Sinumerik 802 S/C 30
- 33. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 b. Panel kontrol mesin (MCP= Machine Control Panel) Tombol Emergency stop User defined keys (K1=driver, K4=tool index, K6=coolant, K11=tool unclamp) Mode otomatis Gerak ke Single block reference point Manual Data Mode manual input Feed overide Langkah gerakan manual speed overide (increment) : 1,10,100,1000 speed 100% feed 100% speed reduce Feed reduce Pilihan arah gerakan sumbu Cycle manual start gerakan manual reset Cycle rapid stop Gambar 1.5. Panel kontrol mesin (MCP=Machine Control Panel) 31
- 34. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Panel kontrol mesin (Gambar 1.5) berfungsi sebagai pusat pengendalian mesin frais CNC untuk gerakan pada mode operasi manual maupun menjalankan program CNC pada mode operasi Automatic. Panel kontrol ini terdiri dari tombol-tombol yang berfungsi untuk mengoperasikan mesin secara manual, pengendalian alat bantu mesin, pengaturan putaran spindel, pengaturan gerak makan dan tombol perintah menjalankan dan menghentikan program CNC. c. Layar Layar pada panel kontrol mesin frais CNC memberikan informasi tentang: area operasi mesin, mode operasi, nama program, status gerak makan (F), putaran spindel (S), alat potong yang sedang digunakan (T), koordinat alat potong (X,Y,Z), dan posisi softkey . Tampilan layar mesin frais CNC adalah seperti Gambar 1.6, penjelasan bagian- bagiannya dapat dilihat pada Tabel 1.1. Gambar 1.6. Layout Layar Tabel 1.1. Penjelasan Bagian-bagian tampilan di Layar Sistem Kontrol Sinumerik 802 S/C No. Bagian Singkatan Arti 1 MA Mesin Area operasi yang sedang aktif PA Parameter PR Programming DI Services DG Diagnosis 32
- 35. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 No. Bagian Singkatan Arti 2 STOP Program Berhenti Status Program RUN Program sedang berjalan RESET Program dibatalkan 3 Jog Pergeseran alat potong secara manual Mode Pengoperasian MDI Input manual dengan fungsi otomatis Auto Automatic 4 SKP Blok dilewati (Skip) Status Display Blok program yang diberi tanda garis miring (/) di depan nomer blok diabaikan selama eksekusi program DRY Dry Run Feed (kecepatan gerak makan tanpa memotong) Gerakan pergeseran eretan dilaksanakan dengan gerak makan yang telah ditentukan dalam data gerak makan yang sudah ditetapkan pada seting Dry Run ROV Rapid traverse overide Penambahan kecepatan gerak juga terjadi pada gerakan Rapid SBL Single Block Pelaksanaan program dengan eksekusi tiap blok program M1 Programmed Stop Ketika fungsi ini aktif, program akan berhenti pada blok dimana M01 dituliskan. Pada kasus ini, pesan “5 stop M00/M01 is active” muncul pada layar. PRT Program test Pengujian program yang telah dituliskan 1…1000 INC Mode Incremental Gerakan alat potong pada mode pengoperasian Jog akan bertahap sesuai dengan harga INC yang tampil, misal 1,10,100,1000 INC 5 1 Stop : No NC Ready Pesan Pengoperasian 2 3 Stop : EMERGENCY STOP Active 4 Stop : Alarm active with stop 5 Stop : M00/M01 active 6 Stop : Block ended in SBL Mode 7 Stop : NC STOP active 8 Wait : Read- in enable missing 9 Wait : Feed enable missing 33
- 36. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 No. Bagian Singkatan Arti 10 Wait : Dwell time active 11 Wait : Auxiliary fuction acknowl. missing 12 Wait : Axis enable missing 13 Wait : Exact Stop not reached 14 15 Wait : For Spindle 16 17 Wait : feed Overide to 0% 18 Stop : NC block incorrect 19 20 21 Wait : Block search Active 22 Wait : No. spindle enable 23 Wait : Axis feed value 0 6 Nama Program Nama Program 7 Baris alarm hanya muncul jika suatu alarm Baris Alarm NC atau PLC sedang aktif. Baris alarm berisi nomer alarm dan kriteria reset dari sebagian besar alarm yang muncul 8 Jendela kerja dan display NC Jendela Kerja 9 Simbol ini ditampilkan di atas tombol softkey Simbol Recall ketika operator pada menu yang lebih rendah 10 ETC muncul jika simbol muncul di atas Menu berikutnya tombol softkey, fungsi lanjutan akan muncul. Fungsi ini dapat diaktifkan dengan tombol ETC. 11 Kotak Softkey 12 Apabila simbol ini muncul di atas tombol Menu vertical softkey fungsi menu lebih lanjut akan muncul. Ketika tombol VM ditekan, fungsi ini akan muncul di layar dan dapat dipilih dengan menggunakan kursor UP dan DOWN 13 0% Di sini ditampilkan penambahan feedrate Penambahan laju pemakanan gerak makan aktual 14 Di sini ditampilkan tingkatan gigi spindel Gear box 1….5 15 0% Di sini ditampilkan penambahan kecepatan Penambahan putaran spindel spindel 34
- 37. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 1) Area Operasi Fungsi dasar CNC pada sistem kontrol 802 S/C dikelompokkan dalam beberapa area operasi. Area operasi tersebut digambarkan seperti Gambar 1.7. Gambar 1. 7. Area Operasi Sinumerik 802 S/C Base line Pemindahan daerah operasi bisa dilakukan dengan cara menekan tombol pemindahan area operasi. Apabila ingin langsung masuk ke area operasi mesin bisa dilakukan dengan menekan tombol . Tombol pemindahan area operasi untuk kembali dari semua area operasi ke menu utama adalah . Tekan tombol pemindahhan area operasi dua kali untuk kembali ke area operasi sebelumnya. Sesudah sistem kontrol dihidupkan, secara default akan muncul area operasi mesin. 2) Tingkatan-tingkatan proteksi Titik-titik sensitif dari sistem kontrol diproteksi menggunakan password untuk mencegah terjadinya pengisian dan perubahan data. Akan tetapi, operator bisa memilih tingkatan proteksi pada menu “Machine Data” yang tampil pada area operasi “Diagnostics.” Secara default proteksi berada pada Protection Level 3. Pada menu tersebut, pemasukan dan 35
- 38. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 pengubahan data tergantung pada pengaturan tingkatan proteksi yaitu: Tool offsets, Zero point offsets, Setting data, dan RS232 settings. 3) Keselamatan Kerja Simbol petunjuk keselamatan kerja yang ada pada mesin harus diperhatikan dengan seksama. Simbol tersebut adalah segitiga berwarna kuning dengan tanda seru di dalamnya. Di samping simbol tersebut tertulis kata danger, warning, atau caution. Penjelasan masing-masing kata tersebut adalah : Danger (Bahaya) : mengindikasikan bahwa situasi sangat berbahaya yang mana bila diabaikan akan menyebabkan kematian atau cidera yang serius atau kerusakan peralatan yang fatal. Warning (Peringatan) : mengindikasikan bahwa berpotensi menimbulkan situasi berbahaya yang mana bila diabaikan akan menyebabkan kematian atau cidera yang serius atau kerusakan peralatan yang fatal. Caution (Perhatian) : Kata caution yang digunakan dengan simbol keselamatan kerja mengindikasikan adanya potensi berbahaya, yang jika diabaikan, bisa menyebakan cidera kecil atau menengah atau kerusakan peralatan. Caution (Perhatian) : Kata caution yang digunakan tanpa simbol keselamatan kerja mengindikasikan adanya potensi berbahaya, yang jika diabaikan, bisa menyebakan kerusakan peralatan. Notice (Pemberitahuan) : menunjukkan informasi yang berhubungan dengan produk atau bagian-bagian penting dari dokumentasi yang memerlukan perhatian khusus. 4) Softkey Softkey adalah tombol di bawah layar yang berfungsi untuk mengaktifkan menu yang tertulis pada layar di atas tombol tersebut. Gambaran fungsi softkey adalah seperti Gambar 1.8. Masing-masing softkey adalah sebagai kelompok menu dan sub menu. 36
- 39. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Gambar 1. 8. Gambaran fungsi softkey pada Sinumerik 802 S/C 3. Tata Nama Sumbu Koordinat pada Mesin Frais CNC Mesin perkakas CNC adalah mesin perkakas yang dalam pengoperasian proses pemotongan benda kerja oleh alat potong dibantu dengan kontrol numerik berbasis komputer atau CNC (Computerized Numerical Control). Untuk menggerakkan alat 37
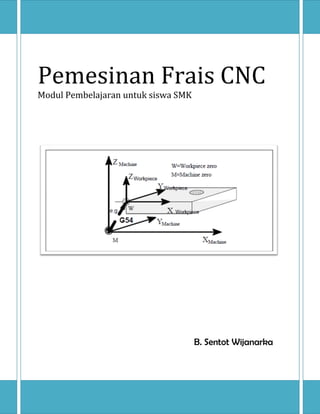
- 40. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 potong pada mesin perkakas CNC digunakan sistem koordinat. Sistem koordinat yang digunakan pada mesin perkakas CNC adalah sistem koordinat segi empat (rectangular coordinate systems) dengan aturan tangan kanan seperti terlihat pada Gambar 1.9. Sistem koordinat ini berfungsi untuk mendeskripsikan gerakan pada mesin sebagai gerakan relatif antara benda kerja dan alat potong. Gambar 1.9. Tata nama sumbu koordinat dan arah sumbu koordinat Pada mesin frais CNC sistem koordinat tersebut diterapkan untuk sistem koordinat mesin (MCS= Machine Coordinate System) dan sistem koordinat benda kerja (WCS= Workpiece Coordinate System). Sistem koordinat mesin yang diberi simbol M adalah orientasi dari sistem koordinat pada mesin frais CNC. Titik nol (0,0,0) dari sistem koordinat ini dinamakan titik nol mesin (M). Titik nol mesin digunakan sebagai titik referensi, sehingga semua sumbu koordinat titik nolnya di sini. Sistem koordinat tersebut bisa dipindah-pindah titik nolnya untuk kepentingan pelaksanaan seting, pembuatan program CNC dan gerakan alat potong. Sistem koordinat benda kerja diberi simbol W, adalah sistem koordinat yang digunakan untuk mendeskripsikan geometri dari benda kerja. Titik nol benda kerja dapat secara bebas dipindahkan oleh pembuat program CNC. Pembuat program CNC menggunakan sistem koordinat benda kerja untuk memerintah gerakan alat potong. Arah gerakan alat potong dibuat pada program CNC dengan asumsi bahwa pada waktu proses pemotongan alat potong yang bergerak, bukan benda kerjanya. Posisi M dan W dapat dilihat pada Gambar 1.10. 38
- 41. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Gambar 1.10. Sistem koordinat pada mesin frais CNC, dan titik nol yang ada di mesin frais CNC ( Siemens,2003 ; MTS.,1999) B. Ringkasan Materi 1 Mesin frais CNC terdiri dari bagian mesin perkakas dan bagian kontrol CNC. Mesin perkakas terdiri dari bagian alat potong dan pencekamannya, meja mesin frais, dan bagian pemegang/pencekam benda kerja. Bagian kontrol atau panel kontrol CNC terdiri dari (1) papan ketik CNC, (2) panel kontrol mesin, dan (3) layar. Papan ketik CNC digunakan untuk menulis, mengubah dan memanggil program CNC. Panel kontrol mesin (Machine Control Panel=MCP) adalah tombol-tombol pengendalian mesin. Layar (monitor) pada panel kontrol memberikan informasi tentang: area operasi, status program, mode pengoperasian, tampilan status, pesan pengoperasian, nama program, baris alarm, jendela kerja, simbol recall, menu berikutnya, kotak softkey, menu vertikal, penambahan laju pemakanan, gear box, dan penambahan putaran spindel. Simbol-simbol keselamatan kerja harus diperhatikan oleh semua yang berinteraksi dengan mesin CNC. Simbol-simbol tersebut pada mesin frais CNC dengan menggunakan simbol tanda seru di dalam segitiga kuning. 39
- 42. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Mesin frais CNC untuk pengoperasiannya menggunakan sistem koordinat kartesian dan sistem koordinat polar. Sistem koordinat ini mendiskripsikan gerakan pada mesin sebagai gerakan relatif antara alat potong dan benda kerja. Sistem koordinat ini adalah sistem kordinat dengan tiga sumbu yaitu sumbu X, sumbu Y, dan sumbu Z. C. Soal Latihan Petunjuk : Kerjakan soal dan tugas di bawah ini di buku catatan anda 1) Sebutkan bagian- bagian utama mesin frais CNC! 2) Sebutkan bagian- bagian panel kontrol mesin frais CNC! 3) Apa saja informasi yang kita peroleh dari layar di panel kontrol CNC? 4) Apa sajakah area operasi yang ada pada mesin frais CNC? 5) Jelaskan mengenai sistem koordinat mesin dan sistem koordinat benda kerja pada mesin frais CNC! D. Tugas 1) Buatlah gambar sket sebuah mesin frais CNC yang ada di laboratorium CNC dengan nama- nama bagian-bagiannya, dan sistem koordinatnya ! 2) Buatlah gambar sket panel kontrol mesin CNC yang ada di laboratorium CNC ! Catatan untuk Penilaian diri : Lingkarilah angka pada IUK pada halaman 19-23 yang anda anggap sudah anda kuasai setelah menyelesaikan Materi 1. 40
- 43. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Materi 2 Menghidupkan Mesin Frais CNC dengan Sistem Kontrol Sinumerik 802 S/C base line Tujuan Setelah mempelajari materi 2 ini siswa memiliki kompetensi: Menghidupkan mesin frais CNC sesuai instruksi kerja Mematikan mesin frais CNC sesuai instruksi kerja. 41
- 44. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 A. Deskripsi Materi 2 1. Menghidupkan Mesin Frais CNC dengan sistem kontrol Sinumerik 802 S/C Agar mesin frais CNC siap dioperasikan, maka mesin tersebut harus dihidupkan dengan mengikuti instruksi kerja berupa langkah- langkah cara menghidupkan mesin CNC dan mengaktifkan referensi mesin . Langkah- langkah tersebut dipaparkan pada bagian berikut. a. Langkah- langkah Menghidupkan Mesin Frais CNC dengan sistem kontrol CNC Sinumerik 802 S/C base line 1) Sebelum mengikuti langkah-langkah menghidupkan mesin CNC, harap dipastikan bahwa arus listrik 3 phase telah tersambung ke mesin frais CNC, dan kran angin dari kompresor telah dibuka. 2) Posisikan ON saklar pada trafo regulator atau stabilisator 3) Periksa apakah tombol Emergency Stop telah tertekan 4) Lakukan pelumasan pada eretan dengan cara olie pada pompa hidrolik yang berada di sebelah samping kiri bawah mesin frais CNC dipompa ( 3 kali). 5) Saklar utama yang berada di sebelah samping kanan atas mesin frais CNC, diposisikan ON. 42
- 45. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Setelah itu tunggu beberapa saat, sampai proses membuka program pada kontrol CNC selesai dan pada layar muncul tampilan seperti gambar di bawah. Pada saat ini kita berada di area operasi “Machine”, pada mode operasi “Jog”. 6) Tombol Emergency stop (warna merah) diposisikan ON (dibebaskan) , jika tombol tersebut pada posisi OFF/tertekan. 7) Periksa apakah ada error yang muncul (lihat pada layar dan led error). Apabila ada error tekan tombol reset. 8) Tekan tombol K1 (driver) 43
- 46. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 9) Tekan tombol control start up (tombol bulat warna hijau) Tombol Emergency stop Tombol start up ON Tombol start up OFF Pada saat ini kita berada di area operasi Machine, pada mode operasi Jog. Setelah mesin CNC hidup, mesin CNC belum bisa langsung digunakan. Agar mesin siap digunakan, maka perlu dilakukan gerakan alat potong menuju titik referensi (reference point approach), sehingga posisi koordinat alat potong atau tempat alat potong diketahui secara pasti pada sistem koordinat mesin (MCS= Machine Coordinate System). 44
- 47. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 b. Langkah- langkah mengaktifkan titik referensi mesin/ bergerak menuju titik referensi (Reference point approach) 1) Pastikan berada pada mode operasi Jog , kalau belum, tekan tombol Jog 2) Tekan tombol Ref Pot (reference point return) 3) Tekan tombol gerakan untuk masing-masing sumbu: a) tekan tombol +Z, kemudian tunggu, sehingga titik referensi tercapai (kalau referensi tercapai maka di sumbu yang bersangkutan pada layar akan terlihat perubahan simbol dari menjadi ). b) Kemudian tekan tombol +X, kemudian tunggu sebentar. c) Tekan tombol +Y, kemudian tunggu sampai proses selesai. (Catatan: Pada mesin buatan perusahaan tertentu, untuk mengaktifkan referensi dengan langkah menekan tombol-tombol: Jog, Ref Point, Cycle start). 4) Tekan tombol Spindle start right, kemudian matikan spindel dengan menekan tombol spindle stop, sehingga pada akhirnya tampilan di layar mesin menjadi seperti Gambar 2.1 di bawah. Mesin telah siap untuk operasi berikutnya. Gambar 2.1. Tampilan layar pada area operasi mesin mode operasi Jog di mesin CNC ketika proses referensi telah dilakukan 45
- 48. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Apabila ketika tombol spindel start right ditekan spindel tidak berputar, maka ditempuh cara sebagai berikut : a) Tekan tombol M, kemudian MDI, Tulis S500,tekan tombol Input b) Tekan tombol cycle start, sehingga spindel berputar 500 rpm c) Untuk mematikan tekan tombol Jog, kemudian tekan spindel stop. c. Menggerakkan alat potong pada mode operasi Jog (Manual) Setelah proses mengaktifkan referensi selesai, maka mesin frais CNC siap dioperasikan. Untuk menggerakkan alat potong secara manual (Jog) arah sumbu X, sumbu Y, dan sumbu Z dilakukan dengan cara menekan tombol M, kemudian tombol Jog, sehingga mesin pada mode operasi Jog (lihat Gambar 2.1). Arah gerakan alat potong adalah : a) Gerakan arah sumbu Z, dilakukan dengan menekan tombol –Z dan +Z b) Gerakan arah sumbu X, dilakukan dengan menekan tombol –X dan +X c) Gerakan arah sumbu Y, dilakukan dengan menekan tombol –Y dan +Y d) Apabila diinginkan gerakan cepat, maka tekan tombol RAPID, kemudian tombol arah gerakan yang diinginkan di atas e) Apabila tombol RAPID ditekan lagi, maka gerakan alat potong menjadi lambat (sesuai F yang diatur pada seting data/default) f) Apabila ingin menggerakkan alat potong secara bertahap dengan jarak tertentu (dengan pergeseran 0,001 ; 0,01; 0,1; atau 1 mm), maka sebelum menggerakan alat potong ditekan tombol VAR. 2. Mematikan Mesin Frais CNC dengan sistem kontrol Sinumerik 802 S/C Prosedur mematikan (shut down) mesin frais CNC lebih sederhana dari pada cara menghidupkan. Akan tetapi proses mematikan mesin CNC ini hanya dilakukan kalau proses pembelajaran sudah selesai, dan jangan menghidupkan dan mematikan mesin CNC berkali-kali pada satu pertemuan pelajaran. Langkah mematikan mesin CNC adalah sebagai berikut : 46
- 49. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 1) Pada area operasi mesin di mode operasi Jog naikkan alat potong sehingga menjauh dari ragum (hal ini dilakukan agar tangan kita tidak tergores alat potong ketika membersihkan mesin) 2) Tekan tombol control start up OFF (warna merah) 3) Tekan tombol emergency stop 4) Matikan saklar utama (putar kearah OFF) 5) Tutup kran angin dari kompresor. B. Ringkasan Materi 2 Sebelum mesin frais CNC siap dioperasikan, mesin CNC harus dihidupkan dengan instruksi kerja/langkah-langkah tertentu. Langkah- langkah untuk menghidupkan mesin frais CNC dan mengaktifkan referensi mesin adalah sebagai berikut : 1) Pastikan bahwa arus listrik 3 phase sudah terhubung ke mesin frais CNC, dan kran angin untuk pneumatik telah dibuka. 2) Posisikan ON saklar pada trafo regulator atau stabilisator 3) Periksa apakah tombol emergency stop sudah tertekan 4) Lakukan pelumasan melalui pompa pelumas hidrolik 5) Hidupkan saklar utama 6) Tombol emergency stop diposisikan ON atau dibebaskan 7) Tekan tombol reset 8) Tekan tombol K1 9) Tekan tombol control start up (ON) 10) Aktifkan referensi mesin frais CNC dengan menekan tombol Jog, reference point, +Z, +X, +Y 11) Tekan tombol spindle start right 12) Tekan tombol spindle stop. Langkah- langkah untuk mematikan mesin frais CNC adalah sebagai berikut : 1) Pada mode operasi Jog naikkan alat potong sehingga menjauh dari ragum 2) Tekan tombol control start up OFF (warna merah) 3) Tekan tombol emergency stop 4) Matikan saklar utama (putar kearah OFF) 5) Tutup kran angin dari kompresor. 47
- 50. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 C. Soal Latihan 1) Sebutkan langkah-langkah untuk menghidupkan mesin frais CNC! 2) Jelaskan langkah-langkah mengaktifkan referensi mesin ! 3) Mengapa mesin frais CNC harus dilakukan pengaktifan titik referensi/ reference point approach? 4) Gambarlah layar monitor pada mesin CNC pada waktu sebelum titik referensi diaktifkan dan sesudah titik referensi diaktifkan! 5) Sebutkan langkah-langkah untuk mematikan mesin frais CNC! D. Tugas Gambarlah tombol- tombol pada panel kontrol yang digunakan untuk menghidupkan mesin frais CNC yang ada di laboratorium CNC! Catatan untuk Penilaian diri : Lingkarilah angka pada IUK pada halaman 19-23 yang anda anggap sudah anda kuasai setelah menyelesaikan Materi 2. Setelah menguasai Materi 1 dan Materi 2 ini dilanjutkan dengan materi selanjutnya yaitu seting alat potong, benda kerja, dan zero point offset mesin frais CNC (Materi 3). Mempelajari cara menseting mesin bisa dilakukan di mesin CNC yang sebenarnya atau di mesin CNC virtual. Untuk mesin CNC virtual perangkat lunak yang disediakan di-setup (diinstall dahulu) dengan mengikuti langkah- langkah di Materi Tambahan atau melihat video cara menginstal SSCNC. Catatan : Ketika anda mempelajari materi 1 dan 2, jika masih ada sesuatu bagian materi yang kurang jelas atau ragu-ragu bisa bertanya pada guru, karena untuk mempelajari materi selanjutnya anda harus sudah menguasai materi 1 dan 2. 48
- 51. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Materi 3 Seting Alat potong, Benda Kerja, dan Zero Offset pada Mesin Frais CNC Tujuan : Setelah mempelajari materi 3 ini siswa memiliki kompetensi: Memasang benda kerja di mesin frais CNC Memilih alat potong untuk proses pemesinan pada mesin frais CNC Memasang alat potong pada spindel mesin frais CNC Mengedit data alat potong pada mesin frais CNC Melakukan seting titik nol benda kerja (zero point offset) pada mesin frais CNC. 49
- 52. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 A. Deskripsi Materi 3 Agar mesin frais CNC siap dioperasikan, maka peralatan pendukung yang diperlukan (ragum, pemegang alat potong) dan benda kerja harus dipasang dengan benar, kemudian dilakukan seting. Seting untuk mesin frais CNC dilakukan dengan cara: mengisi data alat potong, menggeser titik nol (zero point offset), dan mengisi data seting. Berikut dijelaskan langkah- langkah pemasangan benda kerja, pemasangan alat potong, prosedur seting titik nol benda kerja, dan mengisi data seting. 1. Memasang Ragum/pencekam di Mesin Frais CNC Ragum dipasang di meja mesin frais menggunakan dua buah baut yang disisipkan di T- slot yang ada di meja mesin frais. Gambar Ragum terpasang adalah seperti gambar di bawah : Benda kerja ragum parallel Baut pengikat ragum T-slot yang ada di meja mesin frais Gambar 3.1. Ragum yang terpasang di mesin frais 50
- 53. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 a. Macam-macam Ragum Mesin Frais (Vise) dan pemegang benda kerja Gambar 3.2. Ragum biasa dan Ragum universal Gambar 3.3. Ragum dengan stopper untuk memudahkan menempatkan benda kerja, step clamp, dan klem penjepit yang dipasang di meja mesin frais Pelat adapter yang dapat dipasang di meja mesin frais. Bagian atasnya bisa dipasang cekam rahang 3, atau rahang 4 Gambar 3.4. Cekam rahang 3 dan rahang 4 yang bisa digunakan di mesin frais dengan bantuan pelat adapter Catatan : Untuk mempelajari lebih mendalam tentang pencekaman benda kerja, silahkan membaca buku referensi teknik pemesinan. 51
- 54. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 b. Asesoris untuk mesin Frais Beberapa macam asesoris digunakan di mesin frais. Asesoris tersebut membantu operator dalam melakukan seting alat potong, pemasangan benda kerja, dan pencekaman benda kerja. Beberapa asesoris dapat dilihat pada gambar di bawah. (a) Parallel (b) Alat bantu untuk menemukan titik (line finder) (d) Edge finder atau pre set tool untuk (c) Line finder yang terpasang pada menemukan koordinat pojok benda kolet di tempat alat potong kerja (e) Vise stopper atau stopper ragum yang digunakan di mulut (f) Pembatas posisi benda kerja di ragum. ragum (g) V Block (h) Satu set kelem Gambar 3.5. Beberapa macam asesoris yang digunakan di mesin frais CNC 52
- 55. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 c. Pemasangan benda kerja Pada mesin frais CNC sebagai pemegang/pencekam benda kerja biasanya digunakan ragum. Ketika memasang benda kerja hendaknya permukaan mulut ragum dan benda kerja dalam keadaan bersih. Untuk memasang benda kerja dibutuhkan alat bantu paralel, stopper, penyiku, jam ukur (dial indicator) dan engkol ragum. Posisi benda kerja di ragum hendaknya jangan di pinggir, sebaiknya di tengah pada sumbu ragum agar pencekamannya kuat. Permukaan benda kerja yang menonjol jangan terlalu tinggi, agar benda kerja tidak bergetar. Gambar berikut bisa sebagai pedoman bagi operator mesin. benar salah Benda kerja di tengah ragum Benda kerja di pinggir ragum benar salah Benda kerja didukung parallel Benda kerja tidak didukung parallel benar salah Benda kerja yang menonjol dibuat Posisi benda kerja yang menonjol terlalu tinggi. serendah mungkin Gambar 3.6. Cara pencekaman benda kerja dengan menggunakan ragum, bagian kanan yang salah dan bagian kiri yang benar 53
- 56. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 2. Pemasangan Alat potong a. Macam-macam Alat potong Frais /Milling Cutting Tools Beberapa tipe alat potong yang sering digunakan pada proses pemesinan frais adalah seperti Gambar 3.7 sampai 3.9 di bawah. Gambar 3.7. Beberapa tipe alat potong frais yang digunakan pada mesin frais vertical dan horizontal. Untuk alat potong muka (face milling) yang berdiameter besar untuk mesin frais vertikal , biasanya digunakan tool holder yang dipasang sisipan (insert). Sisipan yang digunakan bentuknya telah distandarkan dengan standar ISO. Contoh alat potong tersebut adalah seperti gambar di bawah. 54
- 57. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Sisipan (insert) Gambar 3.8. Alat potong Face milling yang menggunakan klem untuk memasang sisipan (Courtesy Iscar Metals, Inc. dan Courtesy Greenleaf Corp.) Kegunaan beberapa macam alat potong dijelaskan pada gambar di bawah. Gambar 3.9. Alat potong face mill, shell end mill, shaft milling tool insert, dan long hole milling tool dan kegunaannya. 55
- 58. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 Kodifikasi bentuk sisipan/insert telah distandarkan seperti terlihat pada Gambar 3.10. Gambar 3.10. Penamaan atau kodifikasi alat potong sisipan/insert 56
- 59. Modul Pemesinan Frais CNC untuk SMK Versi 4.0/04/2011 b. Memasang alat potong di mesin frais CNC End mill biasanya digunakan untuk proses frais dengan mesin frais vertikal, alat potong ini pada waktu dipasang di mesin frais memerlukan dua buah pemegang. End mill dipegang oleh kolet, kolet yang sudah dipasangi end mill kemudian dipasang di arbor. Gambar 3.11. Kolet solid dan kolet pegas Gambar 3.12. (a) End milling cutter toolholders. (b) Shell end milling cutter toolholders. (Courtesy Lyndex Corp.) 57