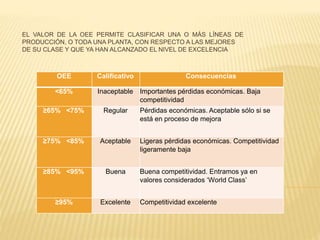
1. EL VALOR DE LA OEE PERMITE CLASIFICAR UNA O MÁS LÍNEAS DE
PRODUCCIÓN, O TODA UNA PLANTA, CON RESPECTO A LAS MEJORES
DE SU CLASE Y QUE YA HAN ALCANZADO EL NIVEL DE EXCELENCIA
OEE Calificativo Consecuencias
<65% Inaceptable Importantes pérdidas económicas. Baja
competitividad
≥65% <75% Regular Pérdidas económicas. Aceptable sólo si se
está en proceso de mejora
≥75% <85% Aceptable Ligeras pérdidas económicas. Competitividad
ligeramente baja
≥85% <95% Buena Buena competitividad. Entramos ya en
valores considerados ‘World Class’
≥95% Excelente Competitividad excelente
2. CALCULO DE LA EFECTIVIDAD GLOBAL DEL
EQUIPO
EJEMPLO Real de una línea
de producción, durante un turno de 8 horas, que tiene una
capacidad productiva de 1.000 piezas/hora.
A modo de ejemplo, consideraremos que la línea produc
e
piezas durante sólo 6 horas (disponibilidad del 75%), q
ue
fabrica una media de 700 piezas/hora (rendimiento
del
70%), y que al finalizar el turno ha fabricado 168 pieza
s
defectuosas (calidad del 96%):
3.
4. COMO SACAR EL %
DISPONIBILIDAD. = CANTIDAD DE PIEZAS REALIZADAS X 100/CANTIDAD DE PIEZAS QUE
DEBERIAN DE SER
6000 X100/8000= 75%
RENDIMIENTO=
4200X100/6000=70%
CALIDAD=
4032X100/4200=96%
CALCULO DE LA EFECTIVIDAD GLOBAL DEL EQUIPO= .75x70x.96x100=50.4