How A Single Black Belt Project Jump Starts a Successful Lean Six Sigma Effort
•
7 j'aime•21,644 vues

Learn how a single Black Belt Project as a GoLeanSixSigma.com Black Belt can jump start your organization's Lean Six Sigma Efforts.

Recommandé
Recommandé
Contenu connexe
Tendances
Tendances (20)
En vedette
En vedette (20)
Similaire à How A Single Black Belt Project Jump Starts a Successful Lean Six Sigma Effort
Similaire à How A Single Black Belt Project Jump Starts a Successful Lean Six Sigma Effort (20)
Plus de GoLeanSixSigma.com
Plus de GoLeanSixSigma.com (20)
Dernier
Dernier (20)
How A Single Black Belt Project Jump Starts a Successful Lean Six Sigma Effort
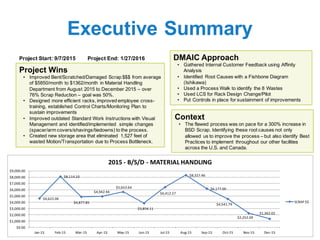
- 1. Executive Summary Project Wins • Improved Bent/Scratched/Damaged Scrap $$$ from average of $5850/month to $1362/month in Material Handling Department from August 2015 to December 2015 – over 76% Scrap Reduction – goal was 50%. • Designed more efficient racks, improved employee cross- training, established Control Charts/Monitoring Plan to sustain improvements • Improved outdated Standard Work Instructions with Visual Management and identified/implemented simple changes (spacer/arm covers/shavings/tiedowns) to the process. • Created new storage area that eliminated 1,527 feet of wasted Motion/Transportation due to Process Bottleneck. DMAIC Approach • Gathered Internal Customer Feedback using Affinity Analysis • Identified Root Causes with a Fishbone Diagram (Ishikawa) • Used a Process Walk to identify the 8 Wastes • Used LCS for Rack Design Change/Pilot • Put Controls in place for sustainment of improvements Context • The flawed process was on pace for a 300% increase in BSD Scrap. Identifying these root causes not only allowed us to improve the process – but also identify Best Practices to implement throughout our other facilities across the U.S. and Canada. Project Start: 9/7/2015 Project End: 1/27/2016 $4,622.06 $8,114.10 $4,877.85 $4,942.94 $5,653.64 $3,854.11 $6,412.27 $8,327.46 $6,177.00 $4,541.79 $2,252.09 $1,362.02 $0.00 $1,000.00 $2,000.00 $3,000.00 $4,000.00 $5,000.00 $6,000.00 $7,000.00 $8,000.00 $9,000.00 Jan-15 Feb-15 Mar-15 Apr-15 May-15 Jun-15 Jul-15 Aug-15 Sep-15 Oct-15 Nov-15 Dec-15 2015 - B/S/D - MATERIAL HANDLING SCRAP $$
- 2. Operational Definitions • Anodizing (ANO) – chemical coating process that converts metal stock lengths into a decorative, durable, corrosion-resistant finish • B/S/D = Bent/Scratched/Damaged Material • Bent Material – Material bowed in excess of 1/32” for every 4.5” in width (Max width is 9”) • Damaged Material – Any combination of Bent/Scratched metal in addition to any damage that occurs during transit • Extrusion (EXT) – process where metal logs are pushed through a die to create objects/shapes of a fixed profile • Paint (PNT) – process of pre-treating and adding full coats of primer and desired paint color along conveyor • Scratched Material – Any length scratch appearing in an exposed area of metal and/or scratch in excess of 3” in unexposed area of metal • Exposed Area – Any area of the metal that is on the exterior of the building or visible through a lite of glass • Unexposed Area – Any area of the metal that is not visible upon installation
- 3. Define • Weighted Criteria Matrix • Project Charter • Collect VOC/Internal Customer Feedback (Affinity Analysis) • VOC Translation Matrix • High Level Map (SIPOC) • Process Walk Planning Checklist • Detailed Process Map (Swimlane) • Stakeholder Analysis • Relationship Map • Communication Plan • Pose and Answer
- 5. Project CharterSubtitle Scrap $$$ for the Material Handling Dept. has risen to $5850/month in 2015 (January-August) for material marked as Bent/Scratched/Damaged. The Scrap $$$ in 2014 for the same category was just $2141/month. While the costs obviously hurt the bottom line, the inability to push a good quality product in a timely manner impacts delivery to our Assembly/Glazing Plants and eventually; runs the risk of missing Customer Due Dates. My organization's Strategy for 2015 was to create a culture of (1) Problem Solving and (2) Continuous Improvement. With B/S/D Scrap $$$ projected to jump almost 300% from 2014 to 2015, this cross-departmental project is our best opportunity to reduce scrap costs across the board while aligning our efforts with the Organizational Strategy. This project Problem Statement Goal Statement Business Case & Benefits The goal is to reduce Bent/Scratched/Damaged Scrap $$$ by 50% from $5850/month to $2925/month by the end of 4Q/2015. Timeline Preliminary Plan: Timeline Planned Actual Define 9/28/15 9/27/15 Measure 10/26/15 10/27/15 Analyze 11/16/15 11/19/15 Improve 12/14/15 12/24/15 Control Scope In/Out Process : Material Handling Department handles the flow of all Metal traveling from (1) Extrusion Presses, (2) Anodizing Lines, (3) Paint Department, (4) Packing/Shipping. They are the only department that touches all four areas of our Metal Processing Plant. Team Members Team Lead: Jeff (Quality Engineer/Green Belt) - 25% Team Member 1: Michael (Process Owner) - 20% Team Member 2: Dexter M. (Mat. Handler/Driver) - 15% Team Member 3: Vincent L. (Maintenance) - 15% Team Member 4: Jaxson P. (Material Handler) - 15% Team Member 5: Kevin Y. (Fabrication) - 5%
- 6. VOC – AFFINITY ANALYSIS Customers of this Process-driven project are all internal departments (Extrusion, Anodizing, Paint). The feedback focused on three important factors:
- 7. VOC Translation Matrix Customer Comment Gathering More Understanding Customer Requirement Skipping Visual Checks - bad material being ignored Customers want material reviewed at each process step Each Dept. (EXT/ANO/PAINT) along with Material Handling to initial traveler showing QC check performed Poorly conditioned (decaying/nails) racks scratching parts Customers want better racks to protect parts (consider re-design) Remove all decaying/defective racks from circulation - replace with new Material arriving out of order, items left waiting, not rushing jobs that should be Customers want to receive parts as needed and have a more organized scheduling system Daily schedule for flow of Material/Orders - sync across EXT/ANO/PNT Parts being stacked on exposed surfaces Customers want parts properly stacked to avoid scratches and double-handling All employees to receive training - signoff on process of stacking parts Metal spacers in circulation with no (or torn) sleeve covers Customers want spacers properly covered to prevent scratches to material Metal spacers to have kevlar sleeves replaced/stapled prior to loading parts Employees not aware if material can be reworked - assumed scrap Customer can prevent serious scrap $$$ by reworking material Relocate potential rework to MRB area so Dept Managers can sign-off/scrap Voice Of the Customer Translation Matrix
- 8. SIPOC S I P O C Supplier Input Process Output Customer Extrusion Logs Extrusion Press Metal Stock Lengths Anodizing (Internal) Anodizing Anoding Tanks Metal Stock Lengths anodized (chemical coating) Anodized Coating Paint (Internal) Paint Paintline Primers - Full Coats of Paint Applied Painted Metal Shipping (Internal) Packing/Shipping Load Trucks Match Material to Orders Finished Goods General Contractors - Construction Firms (6) Relocate potential Rework to MRB area so Dept Managers can sign-off/scrap Training: (5) All employees to receive training - signoff on process of stacking parts SIPOC Extruded thru Dies (shapes) Customer Requirements: Quality: (1) Each Dept (EXT/ANO/PNT) and MH to initial traveler showing QC check (2) Remove all decaying/defective racks from circulation - replace with new (3) Metal Spacers have kevlar sleeves replaced/stapled prior to use OTIF: (4) Daily Schedule for flow of Material/Orders - sync across EXT/ANO/PAINT
- 9. Process Walk Planning Activity Completed (Yes or No) Develop a high level map of the process to be “walked” (SIPOC, Spaghetti) Yes Create a list of all Process Walkers/Interviewers (Jeff, Michael) Yes Create a list of all Interviewees (Dexter M., Jaxson P., Steven R.) Yes Create a list of Stakeholders to be invited to the Stakeholder Presentation (Tim J., Paul K., Klay M., Wes B.) Yes Develop a Communication Plan for the event Yes Create a high level agenda for the Process Walk Yes Set a tentative date/time for Process Walk Orientation Yes List tentative dates/times and location for the Process Walk and the Stakeholder Update Yes List tentative dates/times and location for the Stakeholder Update (last day) Yes Process Walk Planning Checklist Notes: *Orientation/Walk/Interviews scheduled for 9/22-9/23/15
- 10. Swimlane Map
- 11. Stakeholder Analysis Stakeholder/ Stakeholder Group Impact Level Level of Support Reason for Resistance or Support Action(s) to Address This Stakeholder Group Contact VP- MANUFACTURING DECISION AUTHORITY SUPPORTIVE FINANCIAL BACKING - WILL HELP CLEAR BARRIERS UPDATE/NOTIFYIF ANY PURCHASES OR MATERIAL NEEDED TIMJ. METAL PROC. MANAGER IMPACTS NEUTRAL AWARE OF PROBLEMBUT UNSURE EMPLOYEES CAN HANDLE CHANGES CREATE WORK INSTRUCTIONS/TRAINING OPPORTUNITIES EARLYIN THE PROCESS KLAYM. PLANT MGR AFFECTED RESISTANT AFRAID CHANGES COULD LEAD TO NON-VALUE ADDED TIME TO CURRENT PROCESS USE DATATO SHOW EXPECTED COST SAVINGS AND POTENTIAL LOSSES IF NOT ADDRESSED WES B. QUALITYTEAM DECISION AUTHORITY SUPPORTIVE ANXIOUS TO SHOW PROCESS IMPROVEMENT TEAMS CAN ADD VALUE TO THE ORGANIZATION CREATE USEFUL TEMPLATES/DOCUMENT STRATEGIES - IDENTIFY GOOD/BAD LESSONS LEARNED PAUL K. Stakeholder Analysis (Advanced) - DEFINE
- 12. Relationship Map Project: Relationship Map BSD Scrap Reduction Project Decision Authority - Tim J. (VP- Manufacturing) Impacts Outcome - Klay M. (Metal Processing Mgr) Will Be Affected - Wes B. (Plant Mgr) Project Paul K. (Quality Dir)
- 13. Communication Plan Stakeholder Group Objectives/Actions Desired Message Delivery Method/Venue Timing Communication Plan VP - Manufacturing Metal Processing Mgr Plant Manager Quality Team Communicate any financial limitations or restrictions - Support the Project Have leads/supervisors give full access to employees and help with training needs Enforce countermeasures and action plans put in place once root causes identified Support team members and encourage other departments to research future projects Potential changes to the racks/sleeves need to be explored for $$$ Email Bi-Weekly Allow time for Process Walks/Interviews to allow team to build knowledge of the current state 1-on-1/Email Weekly (Tues/Thurs) Assist Process Improvement Activities in focused areas and review data ($$) that backs up need for project Weekly Dept. Meetings Weekly (Tues/Thurs) Document Activities/Progression showing value of a culture change 1-on-1 Weekly
- 14. Pose and Answer Pose & Answer - Influence Strategy Questions Answers What is important about this project? It is a broken/flawed process that impacts all departments of our plant. Why is this project important to do right now? The Scrap $$$ for BSD is in a freefall and on pace to triple our scrap from 2014 (thru 8 months). Why is this project more important than other pressing projects? Other projects can be handled in a 3-5 day Kaizen blitz - more of a quick fix. This project hits the bottom line more than others and has cross-functional impacts and best practices that can be gained. What problems will this project solve? It will identify the root causes for a plant-wide issue - for which currently there are none. How will this project help your colleagues? It will help specify process improvement activities in focused areas. How will the project help your manager? It gives my manager the ammunition (proof) that our Process Improvement Teams can work hand-in-hand with all departments and add value to the organization. In what ways does the business gain from this project? We will gather the lessons learned to fix the problem and put metrics together to prevent it from getting out of control. Draft Business Case What are some positive side effects of doing this project? The ultimate value will be the Best Practices created that can be crossed over and implemented throughout our other facilities across the United States and Canada. Other? My goal is to communicate (with proven results) to the shop employees, department managers, and upper level management that the Lean-Based Culture is something we need to completely adopt.
- 15. Measure • Data Collection Planning • Bent Material (Visual Management) • Scratched Material (Visual Management) • Damaged Material (Visual Management) • Checksheets • Calculate Sampling Plan • Measurement Systems Analysis (MSA) • Baseline Measure Chart • Process Capability
- 16. Data Collection Planning Measure Data Type Operational Definition Stratification Factors Sampling Notes Who and How BENT MATERIAL DISCRETE MATERIAL BOWED IN EXCESS OF 1/32" FOR EVERY 4.5" IN WIDTH (MAX WIDTH IS 9") (1) LOCATION (EXT/ANO/PAINT) (2) SHIFT (1st/2nd) SAMPLE EVERY 10TH RACK OF FG1101M (25 PIECES PER RACK/3 RACKS MAX) PER SHIFT EACH DAY FOR 5 DAYS (10/19-10/23) - 750 TOTAL PIECES SIMULTANEOUS FOR BENT, SCRATCHED, AND DAMAGED MATERIAL HANDLING TEAM - 1 RACK EACH AT EXT/ANO/PAINT - VISUAL INSPECTION - USE CHECKSHEET - FOLLOW MARKED RACKS FROM EXT TO ANO TO PAINT SCRATCHED MATERIAL DISCRETE ANY LENGTH SCRATCH APPEARING IN AN EXPOSED AREA OF METAL AND/OR SCRATCH IN EXCESS OF 3" IN UNEXPOSED AREA OF METAL (1) LOCATION (EXT/ANO/PAINT) (2) SHIFT (1st/2nd) SAMPLE EVERY 10TH RACK OF FG1101M (25 PIECES PER RACK/3 RACKS MAX) PER SHIFT EACH DAY FOR 5 DAYS (10/19-10/23) - 750 TOTAL PIECES SIMULTANEOUS FOR BENT, SCRATCHED, AND DAMAGED MATERIAL HANDLING TEAM - 1 RACK EACH AT EXT/ANO/PAINT - VISUAL INSPECTION - USE CHECKSHEET - FOLLOW MARKED RACKS FROM EXT TO ANO TO PAINT DAMAGED MATERIAL DISCRETE ANY COMBINATION OF BENT AND SCRATCHED METAL IN ADDITION TO ANY DAMAGE THAT OCCURS DURING TRANSIT OF MATERIAL (1) LOCATION (EXT/ANO/PAINT) (2) SHIFT (1st/2nd) SAMPLE EVERY 10TH RACK OF FG1101M (25 PIECES PER RACK/3 RACKS MAX) PER SHIFT EACH DAY FOR 5 DAYS (10/19-10/23) - 750 TOTAL PIECES SIMULTANEOUS FOR BENT, SCRATCHED, AND DAMAGED MATERIAL HANDLING TEAM - 1 RACK EACH AT EXT/ANO/PAINT - VISUAL INSPECTION - USE CHECKSHEET - FOLLOW MARKED RACKS FROM EXT TO ANO TO PAINT Data Collection Planning
- 20. Checksheets B/S/D METAL CHECK DATE: B/S/D METAL CHECK DATE: TEAM: PART# TEAM: PART# SHIFT: LENGTH SHIFT: LENGTH LOCATION: PIECES: LOCATION: PIECES: TYPE COUNT QTY/RW COUNT TOTAL TYPE COUNT QTY/RW COUNT TOTAL Bent Bent Scratched Scratched Damage/Transit Damage/Transit B/S/D METAL CHECK DATE: B/S/D METAL CHECK DATE: TEAM: PART# TEAM: PART# SHIFT: LENGTH SHIFT: LENGTH LOCATION: PIECES: LOCATION: PIECES: TYPE COUNT QTY/RW COUNT TOTAL TYPE COUNT QTY/RW COUNT TOTAL Bent Bent Scratched Scratched Damage/Transit Damage/Transit B/S/D METAL CHECK DATE: B/S/D METAL CHECK DATE: TEAM: PART# TEAM: PART# SHIFT: LENGTH SHIFT: LENGTH LOCATION: PIECES: LOCATION: PIECES: TYPE COUNT QTY/RW COUNT TOTAL TYPE COUNT QTY/RW COUNT TOTAL Bent Bent Scratched Scratched Damage/Transit Damage/Transit B/S/D METAL CHECK DATE: B/S/D METAL CHECK DATE: TEAM: PART# TEAM: PART# SHIFT: LENGTH SHIFT: LENGTH LOCATION: PIECES: LOCATION: PIECES: TYPE COUNT QTY/RW COUNT TOTAL TYPE COUNT QTY/RW COUNT TOTAL Bent Bent Scratched Scratched Damage/Transit Damage/Transit *Mark any impacted piece with a (B) Bent, (S) Scratch, or (D) Damaged in unexposed area of metal
- 21. Calculate Sampling Plan • Process Sampling (Live) • Stratified/Systematic • Ongoing – every 10th rack • 50% Estimate of Prop (worst case) • Stratification Factors 1. Location 2. Shift Sampling Calculation (Discrete) for Racks of BSD Material - MINITAB Parameter Proportion Distribution Binomial Proportion 0.5 Confidence level 95% Confidence interval Two-sided Results Margin Sample of Error Size 0.04 623 With a Metal Processing Plant and an unlimited amount of samples at my disposal – I chose to use the 50% Estimate of Proportion for a Worst-Case Scenario. This gives me a minimum sampling size of 623 pieces.
- 22. MSA – Gage R&R (Discrete) 1. Standard/Reference – BSD Material referenced in Data Collection Planning Operational Definitions (Pg 16) 2. Appraisers/Operators – Dexter M. (1st Shift)/Jaxson P. (2nd shift) 3. Parts – WW400 – 20 total (14 good/6bad) – blind and unbiased (highlights) 4. Trials – Twice for each operator 5. Measurement/Response – 0=Defect, 1=Good GOOD DEFECT
- 23. MSA - ContinuedAttribute Agreement Analysis for ASSESSED RESULT Date of study: 10/12/2015 Reported by: Jeff Owens Name of product: WW400 Misc: BB Project - Discrete MSA Analysis Within Appraisers Assessment Agreement Fleiss’ Kappa Statistics Appraiser Response Kappa SE Kappa Z P(vs > 0) A 0 0.856631 0.223607 3.83097 0.0001 1 0.856631 0.223607 3.83097 0.0001 B 0 0.687500 0.223607 3.07459 0.0011 1 0.687500 0.223607 3.07459 0.0011 Each Appraiser vs Standard Assessment Agreement Fleiss’ Kappa Statistics Appraiser Response Kappa SE Kappa Z P(vs > 0) A 0 0.803971 0.158114 5.08476 0.0000 1 0.803971 0.158114 5.08476 0.0000 B 0 0.722250 0.158114 4.56791 0.0000 1 0.722250 0.158114 4.56791 0.0000 Between Appraisers Assessment Agreement Fleiss’ Kappa Statistics Response Kappa SE Kappa Z P(vs > 0) 0 0.825708 0.0912871 9.04518 0.0000 1 0.825708 0.0912871 9.04518 0.0000 All Appraisers vs Standard Assessment Agreement Fleiss’ Kappa Statistics Response Kappa SE Kappa Z P(vs > 0) 0 0.763111 0.111803 6.82547 0.0000 1 0.763111 0.111803 6.82547 0.0000 In regards to the Appraisers vs. Standard – Fleiss’ Kappa readings remained marginal (between 0.70-0.90) BA 100 95 90 85 80 75 70 65 Appraiser Percent 95.0% CI Percent BA 100 95 90 85 80 75 70 65 Appraiser Percent 95.0% CI Percent Date of study: 10/12/2015 Reported by: Jeff Owens Name of product: WW400 Misc: BB Project - Discrete MSA Analysis Assessment Agreement Within Appraisers Appraiser vs Standard
- 24. Baseline Measure Chart After running the baseline data – projections showed we had still made no progress towards our goal of reducing scrap to $2925/month $2,141.04 $5886.83 $5427.23 $0.00 $1,000.00 $2,000.00 $3,000.00 $4,000.00 $5,000.00 $6,000.00 $7,000.00 2014 Jan-Sept 2015 10/15 Baseline BSD Monthly Scrap - Material Handling
- 25. Process Capability • DPU = # Defects/# Units = 422/750 = 0.56 • DPMO = 422/3000 x 1,000,000 = 140,667 (4 Opportunities) • Sigma Level = 2.5 (rounded down), 84.1% Yield (158,655) • Final Yield (Y Final) = # Good Units/# Total Units = 639/750 = 85.2% • First Pass Yield (YFP) = 750-422 = 328, 328/750 = 44% • Rolled Throughput Yield (YRTP) – EXT (61%), ANO (88%), PNT (93%) – .61 x .88 x .93 = 50%
- 26. Analyze • 8 Wastes Checksheet • Fishbone Diagram • Data for Statistical Testing • Hypothesis Statement – One Proportion • Hypothesis Statement – Two Proportion • Hypothesis Statement – Chi-Square • Hypothesis Testing Plan Results
- 27. 8 Wastes Checksheet Date: 9/23/2015 Waste Definition Examples Type "High", "Medium", "Low" Description of Issues - Inaccurate applications - Broken parts - Missed deadlines - Extra copies of reports - Redundant storage (hard & soft) - "Reply All" on emails - Waiting for approvals - Waiting for equipment - Waiting for large batches - Employees unable to make decisions - Employees not fully trained - Skilled employees doing unskilled tasks - Hand-offs between functions - Multiple reviews - Sending, resending emails - Stockpiling supplies - Information piling up for data entry - Keeping data longer than necessary - Repetitive key strokes - Walking between equipment - Switching applications - Extra formatting, extra fields - Extra features, excess detail - Extra report information The 8 Wastes Checksheet M Motion Any movement by people that is not of value to the customer Material between Extrusion and Anodizing is kept across street as in Transportation - badly need storage in these areas Poor Layout makes Inventory seem worse than it actually is Transportation Unnecessary movement of materials, information or equipment I Inventory Accumulation of parts, information, applications, etc. beyond what is required by the customer Only source of storage is across the street and the racks transporting material are in terrible shape - too much double-handling Material Handling throughout EXT/ANO/PNTProcess Area: D Defects Information, products and services that are incomplete or innacurate O Overproduction Making more of something - making it earlier or faster- than it's needed W Waiting Waiting for information, equipment, materials, parts or people There are a few Value-Enabling steps but overall not a significant issue E Extra- Processing Any steps that do not add value in the eyes of the customer Low High Low High N Non-Utilized Talent Not properly utilizing people's experience, skills, knowledge or creativity T Defects occurring at every stop (EXT/ANO/PNT) due to inability to follow work instructions, inspections, and safely/securely handle material transfer Not currently a problem - waiting seems to be as a result of the bottleneck in the Extrusion Ovens Mentioned above, cycle time for Extrusion is higher than Anodize and Paint combined. Work schedules would be better off altered. Lack of standard work and cross-training stands out - changing this could perhaps build more ownership among the employees High Low High Medium
- 28. Fishbone Diagram
- 29. Data for Statistical Testing
- 30. Hypothesis Statement – One Proportion Test According to past performance (2014), BSD Defect Rates were at 7% for Extrusion/Anodizing/Paint. The team suspects it’s getting worse due to the conditions of the wooden racks, which typically rot out within 3 years. Recent data has been collected and we want to know if BSD Defect Rates have risen. Note that current racks in circulation were built in early 2013. (X) = Time Period. NULL: Ho P = .07 (7%) ALTERNATE: Ha P ≠ .07 (7%) or P › .07 (7%) Test: One Proportion (Proportion compared to standard). In this case, we are determining if there is a difference between a historical level of defects and current defect levels.
- 31. One Proportion Test Analysis Conclusion: BSD Defect Rates have truly gotten worse, jumping from 7% in 2014 to 11% in 2015. The P Value (0.000) is low (less than 0.05) so the Null must be rejected. The result of this test is True. Test and CI for One Proportion (MINITAB) Test of p = 0.07 vs p ≠ 0.07 Sample X N Sample p 95% CI Z-Value P-Value 1 69 630 0.109524 (0.085138, 0.133910) 3.89 0.000 Using the normal approximation. 0% 2% 4% 6% 8% 10% 12% 2014 2015 BSD DEFECT RATES – EXT/ANO/PNT BSD DEFECT RATES
- 32. Hypothesis Statement – Two Proportion Test The team suspects that inadequate training to 2nd shift employees has resulted in more defects being allowed to pass on 2nd shift than 1st shift. This test will help us determine if there is a difference between the two. (X) = Work Shifts. P1 = 2nd shift, P2 = 1st shift. NULL: Ho P1 - P2 = 0 ALTERNATE: Ha P1 - P2 ≠ 0 Test: Two Proportion (Proportion of a data set against another) to see if one area is underperforming. Each shift will review the same sample size lot of 630 pieces in the Extrusion Area.
- 33. Two Proportion Test Analysis Conclusion:BSD Defect Rates are significantly differentbetween the two shifts with 2nd shift allowing 14% ofdefects compared to 9% for 1st shift while reviewing the same lot of material.The P Value (0.006) is low (less than 0.05) so the Null must be rejected. The resultof this test is True. Test and CI for Two Proportions: 2nd Shift, 1st Shift (MINITAB) Event = Good Variable X N Sample p 2nd Shift 542 630 0.860317 1st Shift 573 630 0.909524 Difference = p (2nd Shift) - p (1st Shift) Estimate for difference: -0.0492063 95% CI for difference: (-0.0843421, -0.0140706) Test for difference = 0 (vs ≠ 0): Z = -2.74 P-Value = 0.006 Fisher’s exact test: P-Value = 0.008 0% 2% 4% 6% 8% 10% 12% 14% 2nd Shift 1st Shift BSD DEFECT RATES BSD DEFECT RATES
- 34. Hypothesis Statement – Chi- Square The team suspects that better inspection is being done in the Paint Department compared to the Extrusion and Anodizing Departments. We will test Defect Rates in each department to see if there is truly a difference in the three. (X) = Departments. P1 = Paint, P2 = Extrusion, P3 = Anodizing. NULL: Ho P1 = P2 = P3 ALTERNATE: Ha P1 ≠ P2 ≠ P3 Test: Chi-Square (2 or more Proportions against each other). In this case, we are determining if there is a difference between defect rates in different departments (EXT/ANO/PNT) in order to find Best Practices for Inspection.
- 35. Chi-Square Test Analysis Chi-Square Test – MINITAB Rows: Worksheet rows Columns: Worksheet columns EXTRUSION ANODIZE PAINT SUMM SUMM SUMM All 1 566 555 558 1679 559.67 559.67 559.67 0.07167 0.03891 0.00496 2 64 75 72 211 70.33 70.33 70.33 0.57030 0.30964 0.03949 All 630 630 630 1890 Cell Contents: Count Expected count Contribution to Chi-square Pearson Chi-Square = 1.035, DF = 2, P-Value = 0.596 Likelihood Ratio Chi-Square = 1.046, DF = 2, P-Value = 0.593 Conclusion: BSD Defect Rates showed variation but are not statistically different between the three departments. The P Value (0.596) is high (more than 0.05) so we fail to reject the Null. The result of this test is False. 7% 8% 9% 10% 11% 12% 13% 14% 15% 16% PAINT EXTRUSION ANODIZING BSD DEFECT RATES BSD DEFECT RATES
- 36. Hypothesis Testing Plan Results Possible X Root Cause Hypothesis Hypothesis Test Results Time Period BSD Defect rates were lower in the past when newer racks were being used to transport material One Proportion TRUE Work Shifts 2nd Shift Material Handlers are responsible for allowing more defects than the 1st Shift Two Proportion TRUE Departments Material Handlers in the Paint Department are doing a better job of inspecting material than the Extrusion and Anodizing Departments Chi-Square FALSE Hypothesis Testing Plan
- 37. Improve • Root Causes to Address (Fishbone) • Rack Design Change • Poor Lighting • Poor Layout • New Storage Area • Spacers • Dolly/Rack Covers • Shavings • Tie-Down Material • Cross-Training Matrix • Updated Communication Plan • Updated Stakeholder Analysis • Implementation Plan
- 38. Root Causes to Address The Team referenced our Fishbone Diagram to brainstorm solutions that address our root causes. The highlighted root causes (aside from the Racks) above allowed for the most impact with the least amount of effort. Anew Rack Design is our featured change.
- 39. Rack Design Change Based on our Hypothesis for a One Proportion Test in the Analyze Phase, we were able to show an increase in Defect Rates from 7% in 2014 to 11% in 2015 due to the poor conditions of wooden racks used to transport material. The pictures below give you an idea of the battle our Material Handling Department has of not damaging material in transit. Within 2-3 years, the wooden racks begin to rot and expose nails that results in Scratched Material. In addition, the wood eventually loses its structure and will bottom out on other material, making it susceptible to scratches and bowed metal (Bent Material).
- 40. Rack Design Change With a game-changing issue such as Rack Design, we decided to add a few team members and used another DMAIC tool (LCS) to get ideas from other departments upstream and downstream that also have to deal with the racks. This allowed us to overhaul the Racks using metal that was originally scrapped with the help of our Brake Metal and Welding Shop. Our newest team members helped suggest a preset lifting length that could be setup for all forklifts and therefore be used throughout the entire campus. The new design would also carry enough strength/stability for our longest material lengths (28 feet) while maintaining features mandated by our Safety Department (weighing under 75 lbs so two team members can move).
- 41. Rack Design Change Pilot Armed with a new design and taking advantage of material that had been left for scrap – we had 15 racks built and deployed five each to Extrusion, Anodizing, and Paint to gain feedback of potential improvements to the Material Handling Process. After carefully assessing the risk of process changes, we would heavily use them in circulation for the next two weeksbefore making any large scale plans. The supportive feedback was unanimouson both shiftsand we made it known to our Stakeholders that we wanted to fully replace our 800+ wooden racks already in circulation. Since the previous process involved purchasing the wood and building from within, the changed process of using already scrapped metal and welding on-site was an actual push in termsof Return on Investment ($$$).
- 42. Poor Lighting One root cause that was easily identified as a “Quick Fix” or simply just needing implementation was the poor lighting in the Inspection Areas near the Anodizing Lines. We found this to be a routine problem throughout the plant and added Maintenance to our list of Stakeholders to help ensure this doesn’t re-occur.
- 43. Poor Layout The layout of our plant remains the biggest challenge we cross every day. With our final step of the Metal Processing lifecycle (Paint) and our Warehouse being located across the street, it leaves our Material Handling Department open to multiple risks in transit – not to mention a horrible violation of the 8 Wastes (Motion/Transportation).
- 45. New Storage Area
- 46. Spacers Our process walk during the Define Phase shed the light on a problem that we’ve been familiar with but simply was not being implemented in the Extrusion area. All metal spacers should have stapled kevlar covers on them. Uncovered spacers lead to Scratched Material. It’s already in the Work Instructions but was not being followed. After being told they were not getting much life out of the old style kevlar – we got the Purchasing Dept. involved to make sure we could get a better product with a longer life expectancy. Scratched Material
- 47. Dolly/Rack Covers Along the lines of the Spacer Covers was an issue with the arms of the dollies/racks rubbing up against material and causing scratches. Our Purchasing Dept. was able to use the same company from the Spacer Covers for these kevlar-coated Rack Covers.
- 48. Shavings Shavings left on extruded metal can only result in one thing – Scratched Material. This is another implementation item that is called out in all Work Instructions but not being followed by all employees despite air guns at the Extrusion Presses. We had all department supervisors reiterate in their pre-shift meetings the importance of this and will also make it more visual in the Work Instructions.
- 49. Tie-Down Material As you’ve seen with the Spaghetti Map, material travels quite a distance from our Anodizing Department and across the street to Paint and the warehouse for storage. If a batch of material is not properly tied down, it will shift while in transit and lead to Damaged Material. This has also led to the need to upgrade the road conditions for the material transfer. This will be an added Training feature and part of the updated Work Instructions. Properly Tied
- 50. Cross-Training Matrix In our Two Proportion Hypothesis Test, we were able to show a statistically significant difference in the defect rates between 1st and 2nd shift due to inadequate training. We created a Cross-Training Skills Matrix to ensure both shifts would be equally trained. NAME NOT TRAINED IN TRAINING - OPERATES UNDER SUPERVISION CAPABLE WITH MINIMAL SUPERVISION OPERATES INDEPENDENTLY TO STANDARDS FULLY COMPETENT - CAN TRAIN OTHERS TEAM LEADER OR CAN FILL IN FOR TEAM LEADER MATERIAL HANDLING CROSS-TRAINING SKILLS MATRIX R E A D P R I N T S S T A C K I N G P R O C E D U R E S D E T E C T R E W O R K L O A D I N G A N D U N L O A D I N G E P I C S K N O W L E D G E D E F E C T C O D E K N O W L E D G E F O R K L I F T C E R T I F I C A T I O N P A L L E T J A C K T R A I N I N G C R A N E / H O I S T T R A I N I N G S K I L L S U N D E R S T A N D W O R K I N S T R U C T I O N S M A T E R I A L I N S P E C T I O N I N T E R P R E T B / S / D M A T E R I A L
- 51. Updated Communication Plan Stakeholder Group Objectives/Actions Desired Message Delivery Method/Venue Timing Communication Plan VP - Manufacturing Metal Processing Mgr Plant Manager Quality Team Inform of project findings and report back potential costs/expected savings Inform of project findings, foster buy-in and ownership, participate in roll-out Inform of project findings, foster buy-in and ownership, participate in roll-out Document Project Timeline for Best Practices Translate ROI for racks and costs of sleeves after discussions with Purchasing - inform of pilot results Email Within 1 week Inform of pilot results, work instruction overhaul, training and implementation plan Schedule meeting along with Plant Manager Within 2 weeks Inform of pilot results and implementation plan Maintenance Purchasing Safety (1) lighting at inspection areas (2) road conditions for material transit (3) preventive maintenance as identified Purchase sleeves (covers) for spacers and dolly/rack arms Review new Rack design Schedule meeting along with MP Manager Within 2 weeks Use project results to help identify/teach other departments about the importance of a Lean Culture Email After Project Storyboard is Complete Need areas of the plant setup immediately - order safety stock Email Today Research/compare suppliers Email Today Inform of any challenges due to added weight of new rack design - apply in next month's safety training topics 1-on-1 This week - prior to pilot
- 52. Updated Stakeholder Analysis Stakeholder/ Stakeholder Group Impact Level Level of Support Reason for Resistance or Support Action(s) to Address This Stakeholder Group Contact VP- MANUFACTURING DECISION AUTHORITY SUPPORTIVE FINANCIAL BACKING - WILL HELP CLEAR BARRIERS UPDATE/NOTIFY IF ANY PURCHASES OR MATERIAL NEEDED TIM J. METAL PROC. MANAGER IMPACTS NEUTRAL AWARE OF PROBLEM BUT UNSURE EMPLOYEES CAN HANDLE CHANGES CREATE WORK INSTRUCTIONS/TRAINING OPPORTUNITIES EARLY IN THE PROCESS KLAY M. PLANT MGR AFFECTED RESISTANT AFRAID CHANGES COULD LEAD TO NON-VALUE ADDED TIME TO CURRENT PROCESS USE DATA TO SHOW EXPECTED COST SAVINGS AND POTENTIAL LOSSES IF NOT ADDRESSED WES B. QUALITY TEAM DECISION AUTHORITY SUPPORTIVE ANXIOUS TO SHOW PROCESS IMPROVEMENT TEAMS CAN ADD VALUE TO THE ORGANIZATION CREATE USEFUL TEMPLATES/DOCUMENT STRATEGIES - IDENTIFY GOOD/BAD LESSONS LEARNED PAUL K. MAINTENANCE IMPACTS SUPPORTIVE WANT TO PREVENT ANY TYPE OF DOWNTIME AND LOST PRODUCTIVITY PROVIDE LINE ITEMS OF NECESSARY IMPROVEMENTS AND KEEP SAFETY STOCK VINCENT L. PURCHASING IMPACTS SUPPORTIVE POTENTIAL NEW SUPPLIERS COULD BENEFIT OTHER AREAS OF OUR ORGANIZATION RESEARCH/STOCK COVERS USED FOR SPACERS AND DOLLY/RACK ARMS DEREK J. Stakeholder Analysis (Advanced) - IMPROVE
- 53. Implementation Plan Action Item (List steps required to implement solutions) Responsible (List person(s) responsible for action steps) Due Date (Indicate when action items must be completed) Outline Pilot Strategy (Timeframe/Dept/Adjustments) Jeff/Daniel/Kevin 12/8/2015 Order supply of spacer/arm covers with enough safety stock - apply immediately Michael/Purchasing 12/11/2015 Update Work Instructions with Process Changes Jeff/Dexter 12/23/2015 Adjust/Replace Lighting in Inspection Areas Vincent 12/11/2015 Create cross-training matrix and setup training for 2nd shift Jeff/Michael 12/22/2015 Create P-Chart to show Improvement over Baseline Jeff 1/6/2016 Set-up Safety Topic to discuss changes and potential lifting hazards (heavier/wider racks) Jake 12/3/2015 Implementation Plan
- 54. Control • Improvements from Baseline (P-Charts) • Data compared to Goal • Monitoring Plan • Response Plan • Visual Management • Innovation Transfer • Lessons Learned
- 55. P-Chart (Measure Phase) Process Capability P-Chart for Process Capability during Measure Phase in October 2015
- 56. P-Chart Revisited 28252219161310741 0.4 0.3 0.2 0.1 0.0 Sample Proportion _ P= 0.1347 UCL= 0.3395 LCL= 0 P Chart of DEFECTS Tests are performed with unequal sample sizes. The improvement from our baseline back in October was dramatic, dropping our Proportion Defective for Bent, Scratched, and Damaged Material from 0.5627 to 0.1347, shown in the Minitab P-Chart below. This translated to only 101 defects over a lot of 750 pieces, compared to 422 defects during our baseline measure of 750 pieces. I chose the P-Chart due to our racks of material having unequal sample sizes, ranging from 20-30 pieces per rack.
- 57. Shattering the Goal Our goal was to reduce Bent/Scratched/Damaged Scrap $$ by 50% from an average of $5850/month (thru August) to $2925/month by the end of the year. We blew that away with savings of over 76% by reducing it to just $1362.02 by the end of 2015. The graph below shows the dramatic decline. $4,622.06 $8,114.10 $4,877.85 $4,942.94 $5,653.64 $3,854.11 $6,412.27 $8,327.46 $6,177.00 $4,541.79 $2,252.09 $1,362.02 $0.00 $1,000.00 $2,000.00 $3,000.00 $4,000.00 $5,000.00 $6,000.00 $7,000.00 $8,000.00 $9,000.00 Jan-15 Feb-15 Mar-15 Apr-15 May-15 Jun-15 Jul-15 Aug-15 Sep-15 Oct-15 Nov-15 Dec-15 2015 - B/S/D - MATERIAL HANDLING SCRAP $$
- 58. Monitoring Plan Measure Control Limits/Specs Checking Item Checking Frequency Who Bent, Scratched, and Damaged Material (Defects) No greater than 0.3395 Proportion Defective - Upper Control Limit Checksheets created in Data Collection Plan Each rack of material (ranges from 20-30 pieces) in Extrusion, Anodizing, and Paint Material Handling Team Monitoring Plan We want the communication to be open so this Monitoring Plan will be a standard slide used in the MDI (Managing Daily Improvement) walks performed each week for all levels of Plantleadership along with Pre-ShiftMeeting documentation for all operators. The expectations are that with the attention this has received and the pride of the employees taking ownership – sustainmentofthese improvements will come easy.
- 59. Response Plan Damage Control Process Adjustment Effectiveness Assessment Continuous Improvement Confirm all Employees Trained on Operational Definitions (and Visuals) of Bent, Scratched, Damaged Material Process Owner to Audit Material on Each shift with employees No greater than 0.3395 Proportion Defective per rack - UCL setup in the Monitoring Plan Offset employee turnover with continued Cross-Training and pair new employees with seasoned veterans to ensure proper training habits Check to see if Racks need repairs or if spacers/arms are properly covered Gather a safety stock for all maintenance items used for racks Replace rack if defective and store two months of safety stock (kevlar covers) at point-of-use Create weekly Preventive Maintenance schedule for Material Handling Teams to sign-off on Response Plan (If Proportion Defective dips above 0.3395)
- 60. Visual Management Pictures identifying definitions like Bent, Scratched, Damaged Material along with Checksheets to use for Data Collection (Pages 17-20 of this PowerPoint) have been added to the Standard Work Instructions. We’ve also included pictures of the spacer/arm covers, shavings, tiedowns for a visual explanation within the Work Instructions. The next step is to have the Control Charts/Monitoring Plans posted in each department for everyone to see.
- 61. Innovation Transfer Process Innovation/Addition/Change/Removal (Describe the implemented solution) Process Benefits (Describe the both measurable and intangible benefits of the change) Area/Department/Business Unit (Indicate the process area that could benefit from innovation transfer) New Rack Design/Spacer Covers/Arm Covers Eliminates B/S/D Opportunities All Metal Processing Facilities in U.S. and Canada Cross-Training Matrix Creates Employee Ownership and Strengthens workforce depth All Departments Control Charts/Monitoring Plans Identifies Trigger Measures (UCL/LCL) that lead to variation All Departments Visual Aids added to Work Instructions Quicker training method and immediate understanding of Operational Definitions like Bent, Scratched, and Damaged Material All Metal Processing Facilities in U.S. and Canada New Checksheets for Data Collection An easy-to-use sheet that tracks each rack of material against our goal of Proportion Defective All Metal Processing Facilities in U.S. and Canada Innovation Transfer Opportunities
- 62. Lessons Learned • Important to drive inspection earlier in the process where Rework is an Option. The more VA to the Metal – the harder it is to Rework – and the less $$ you get for defective material in a scrapyard • Too many blind handoffs – wanted to create opportunities where items (Checksheets) had to be initialed to create more ownership • Newspaper Items – Dig deeper into Scrap Reporting Efficiency – Use Project to show value of adding a 2nd Age Oven in Extrusion to serve as Workload Balancing and eliminate the obvious bottleneck. – Sell Lean Culture benefits at the Management Level for ultimate buy-in on Process Improvements – Identify more KPIs/Metrics for Tracking (Rework/FPY)