Troquelado
•Télécharger en tant que PPTX, PDF•
1 j'aime•2,773 vues

Universidad Tecnológica de Torreón

Recommandé
Contenu connexe
Tendances
Tendances (20)
En vedette
En vedette (20)
Similaire à Troquelado
Similaire à Troquelado (20)
Plus de Javier Zuñiga
Plus de Javier Zuñiga (18)
Dernier
Dernier (20)
Troquelado
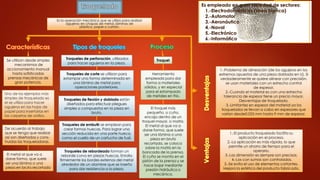
- 1. Es la operación mecánica que se utiliza para realizar agujeros en chapas de metal, láminas de plástico, papel o cartón. Se utilizan desde simples mecanismos de accionamiento manual hasta sofisticadas prensas mecánicas de gran potencia. Uno de los ejemplos más simples de troquelado es el se utiliza para hacer agujeros en las hojas de papel para insertarlas en las carpetas de anillos. De acuerdo al trabajo que se tenga que realizar así son diseñadas y cons- truidas las troqueladoras. El metal al que va a darse forma, que suele ser una lámina o una pieza en bruto recortada Troqueles de perforación, utilizados para hacer agujeros en la pieza. Troqueles de corte se utilizan para estampar una forma determinada en una lámina de metal para operaciones posteriores. Troqueles de flexión y doblado están diseñados para efectuar pliegues simples o compuestos en la pieza en bruto. Troqueles de embutir se emplean para crear formas huecas. Para lograr una sección reducida en una parte hueca, como el cuello de un cartucho de fusil. Troqueles de rebordeado forman un reborde curvo en piezas huecas. Enrolla firmemente los bordes externos del metal alrededor de un alambre que se inserta para dar resistencia a la pieza. El troquel más pequeño, o cuño, encaja dentro de un troquel mayor, o matriz. El metal al que va a darse forma, que suele ser una lámina o una pieza en bruto recortada, se coloca sobre la matriz en la bancada de la prensa. El cuño se monta en el pistón de la prensa y se hace bajar mediante presión hidráulica o mecánica. Herramienta empleada para dar forma a materiales sólidos, y en especial para el estampado de metales en frío. Troquel 1.-El producto troquelado facilita su aplicación en el proceso. 2.-La aplicación es más rápida, lo que permite un ahorro de tiempo para el operario. 3.-Las dimensión es siempre son precisas. 4.-Los con sumos son controlados. 5.-Se evita el uso de elementos cortantes. Mejora la estética del producto fabricado. 1.-Problema de alineación (de los agujeros en los extremos opuestos de una pieza doblada en U). Si verdaderamente se quiere alinear con precisión, se usan materiales con un estrecho control de espesor. 2.-Cuando el material es con una estrecha tolerancia de espesor tiene un precio mayor. Desventajas de troquelado. 3.-Limitantes en espesor del material ya los troquelados se llevan a cabo en espesores que varían desde0.025 mm hasta 9 mm de espesor.
- 2. Estampado La estampación es un tipo de proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes Si la temperatura del material a deformar es mayor a la temperatura de recristalizaci ón, se denomina estampación en caliente, y si es menor se denomina estampación en frío. La carga puede ser una presión aplicada progresivamente o una percusión, para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o estampa inferior). Ventajas Desventajas El producto obtenido tiene menor precisión dimensional y mayor rugosidad que cuando se trabaja en frío Es posible obtener mayores deformaciones en caliente. Se aplica a piezas de menor espesor que cuando se trabaja en caliente Los materiales son dúctiles y maleables, como el acero de baja aleación, las aleaciones de aluminio (preferentemente al magnesio, sin cobre), el latón, la plata y el oro. Entre ellos, se encuentra la industria automovilística, la industria de lencería o la industria computacional, electrónica y lumínica. Aplicaciones Características
- 3. Doblado El doblado es un proceso de conformado sin separación de material y con deformación plástica utilizado para dar forma a chapas. Es uno de los procesos de fabricación sin arranque de viruta que se emplean en la actualidad Se utiliza, normalmente, una prensa que cuenta con una matriz si es con estampa ésta tendrá una forma determinada y un punzón que también puede tener forma que realizará la presión sobre la chapa A consecuencia de este estado de tracción-compresión el material tenderá a una pequeña recuperación elástica. Si queremos realizar un doblado tendremos que hacerlo en un valor superior al requerido para compensar dicha recuperación elástica. Según el ángulo o la forma que queramos dar al doblado existen matrices que nos proporcionan la forma deseada. El radio mínimo de doblado depende, entre otras cosas, del espesor y la ductilidad del material. Es un proceso de conformado sin separación de material herramientas, utensilios, equipos mecánicos y formando parte de electrodomésticos y maquinaria en general así como en las estructuras de las viviendas que habitamos y en la gran mayoría de los edificios modernos