Plastic machining guide gehr
- 1. Drehen Fräsen Bohren Band-Säge Kreis-Säge
Turning Milling Drilling Belt saw Circular saw
Tournage Fraisage Perçage Scie à ruban Scie circulaire
Richtlinien
α Freiwinkel ° α Freiwinkel ° α Freiwinkel ° α Freiwinkel ° α Freiwinkel °
γ Spanwinkel ° γ Spanwinkel ° γ Spanwinkel ° γ Spanwinkel ° γ Spanwinkel °
χ Einstechwinkel ° v Schnittgeschw. m/min Spitzenwinkel ° v Schnittgeschwindigk. m/min v Schnittgeschwindigk. m/min
Bearbeitungs-
v Schnittgeschwindigkeit m/min v Schnittgeschwindigkeit m/min t Zahnteilung mm t Zahnteilung mm
s Vorschub mm/U Der Vorschub (s) s Vorschub mm/U
kann bis 0,5 mm/Zahn
Der Spitzenradius r soll mind. 0,5 mm betragen Der Drallwinkel β des Bohrers
betragen soll ca. 12° bis 16° betragen
α Setting Angle ° α Setting Angle ° α Setting Angle ° α Setting Angle ° α Setting Angle °
γ Rake Angle ° γ Rake Angle ° γ Rake Angle ° γ Rake Angle ° γ Rake Angle °
χ Recessing Angle ° v Cutting Speed m/mN Peak Angle ° v Cutting Speed m/mN v Cutting Speed m/mN
v Cutting Speed m/mN v Cutting Speed m/mN t Tooth Pitch mm t Tooth Pitch mm
s Feed mm/U Allow feed up to s Feed mm/U
0,5 mm/tooth
Peak Radius r to be min. 0,5 mm Twisting Angle β to be ca. 12° bis 16°
α Angle de dépouille ° α Angle de dépouille ° α Angle de dépouille ° α Angle de dépouille ° α Angle de dépouille °
γ Angle d’économie ° γ Angle d’économie ° γ Angle d’économie ° γ Angle d’économie ° γ Angle d’économie °
χ Angle d’emboîtement ° v Vitesse de Angle de pointe ° v Vitesse de découpe m/min v Vitesse de découpe m/min
v Vitesse de découpe m/min découpe m/min v Vitesse de découpe m/min t Pas de dents mm t Pas de dents mm
s Avance mm/tour s Avance mm/tour
L’avance peut aller
Le rayon de pointe doit être de 0,5 mm jusqu’à 0,5 mm L’angle de perçage (β) doit être
au moins d’environ 12° à 16°
Machining
Guidelines
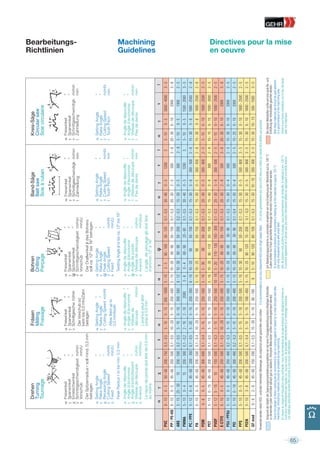
α γ χ v s α γ v α γ v s α γ v t α γ v t
PVC 8 - 10 0-5 50 - 60 200 - 750 0,3 - 0,5 5 - 10 0 - 15 300 - 1000 5 - 10 3-5 60 - 100 30 - 120 0,1 - 0,5 30 - 40 0-5 1200 3 5 - 10 0-5 3000 - 4000 3-5
PP / PE-HD 6 - 10 0-5 45 - 60 250 - 500 0,1 - 0,5 10 - 20 5 - 15 250 - 500 5 - 15 10 - 20 60 - 90 50 - 150 0,1 - 0,3 20 - 30 2-5 500 3-8 20 - 30 6 - 10 2000 3-8
ABS 5 - 15 25 - 30 15 200 - 500 0,2 - 0,5 5 - 10 0 - 10 300 - 500 8 - 12 10 - 30 60 - 90 50 - 200 0,2 - 0,3 15 - 30 0-5 300 2-8 5 - 10 0-5 1000 2-5
PMMA 5 - 10 0-4 15 200 - 300 0,1 - 0,2 2 - 10 2 - 10 2000 3-8 0-4 60 - 90 20 - 60 0,1 - 0,5 30 - 40 0-5 1200 3 5 - 10 0-5 1500 - 2000 3-5
PC / PPE 5 - 12 6-8 45 - 60 200 - 350 0,1 - 0,5 5 - 20 5 - 15 250 - 350 8 - 10 10 - 20 90 50 - 100 0,1 - 0,3 15 - 30 5-8 300 - 500 2-8 15 - 30 5-8 1800 - 2500 2-8
PA 6 - 10 0-5 45 - 60 200 - 500 0,1 - 0,4 10 - 20 5 - 15 250 - 500 5 - 15 10 - 25 90 50 - 150 0,1 - 0,3 15 - 30 0-5 300 - 500 2-8 15 - 30 0-8 1800 - 2500 2-8
POM 6-8 0-5 45 - 60 300 - 600 0,1 - 0,4 5 - 15 5 - 15 250 - 500 5 - 10 5 - 30 90 50 - 200 0,1 - 0,3 20 - 30 0-5 500 - 800 2-5 5 - 10 0 - 10 1000 - 2500 2-5
PET 5 - 15 0 - 15 45 - 60 200 - 500 0,1 - 0,5 5 - 15 0 - 15 250 - 500 5 - 16 10 - 30 90 - 110 50 - 100 0,1 - 0,3 15 - 40 0-8 300 2-8 10 - 15 0 - 15 1000 - 3000 2-5
PVDF 5 - 12 5 - 15 10 150 - 500 0,1 - 0,3 5 - 15 5 - 15 250 - 500 10 - 16 5 - 20 110 - 130 150 - 300 0,1 - 0,3 20 - 30 5-8 300 - 500 2-5 5 - 10 0 - 10 1000 - 2500 2-5
E-CTFE 6 - 10 0-5 45 - 60 250 - 500 0,1 - 0,5 10 - 20 5 - 15 250 - 500 5 - 15 10 - 20 60 - 90 50 - 150 0,1 - 0,3 20 - 30 2-8 500 3-8 20 - 30 6 - 10 2000 3-8
PSU / PPSU 5 - 10 0-5 45 - 60 250 - 400 0,2 - 0,3 5 - 15 0 - 10 250 - 500 5 - 15 10 - 20 60 - 90 30 - 90 0,1 - 0,3 15 - 30 0-4 500 2-5 15 - 30 0 - 15 2000 2-5
PEI 5 - 10 0 - 10 45 - 60 300 - 400 0,2 - 0,3 5 - 15 0 - 10 200 - 400 5 - 15 10 - 20 60 - 90 30 - 90 0,1 - 0,4 15 - 30 0-4 500 2-5 15 - 25 0 - 15 2000 2-5
PPS 5 - 10 0-5 45 - 60 200 - 500 0,1 - 0,5 5 - 15 5 - 10 200 - 500 5 - 10 10 - 30 90 50 - 200 0,1 - 0,3 15 - 30 0-5 500 - 800 3-5 15 - 30 0 - 10 1800 - 2500 2-5
en oeuvre
PEEK 5 - 10 3-8 45 - 60 200 - 500 0,1 - 0,4 5 - 15 5 - 15 180 - 450 5 - 15 10 - 25 90 - 120 70 - 200 0,1 - 0,3 15 - 30 0-5 500 - 800 3-5 15 - 30 0 - 10 1800 - 2500 2-5
GF mod 6-8 2-8 45 - 60 150 - 200 0,1 - 0,5 15 - 30 6 - 10 80 - 100 6 5 - 10 90 - 120 80 - 100 0,1 - 0,3 15 - 30 10 - 15 200 - 300 3-5 15 - 30 10 - 15 500 - 1500 3-5
Verwendet werden meist HSS- und/oder Hartmetall-Werkzeuge, die möglichst scharf geschliffen sein sollten. It is recommended to use only sharpened HSS tools (High Speed Steel). On utilise généralement des outils HSS et/ou en métal dur devant être affûtés que possible.
Aufgrund der Gefahr der Spannungsrissentstehung empfehlen wir bei einer Flüssigkeitskühlung keine ölhaltigen Kühlmittel Um Bearbeitungsprobleme zu vermeiden empfehlen wir eine Erwärmung der Werkstoffe auf ca. 120 °C. Bei diesen Wekstoffen sollte auf eine gute Be- und
zu verwenden (oder zumindest danach gut zu säubern). Amorphe Materialien sollten zwischengetempert werden. Zudem sollten nur frisch geschärfte Werkzeuge bei kleinem Vorschub verwendet werden. Entlüftung der Arbeitsstätte geachtet werden.
Due to the danger of stress cracking we do recommend to use no cooling agents oil based (or to clean the parts well after To avoid treatment problems we recommend a heating up of the materials on approx. 120 °C. With these materials we should be paid attention
machining). Amorphous materials should be annealed during machining. Use only sharpened tools with small feed. to a good exhaust of the machining area.
En raison du risque de fissuration sous contrainte, nous recommandons de ne pas employer de réfrigérant à teneur en Afin de prévenir tout prolème d’usinage, nous recommandons de réchauffer le matériau à env. 120 °C. Veiller à une bonne ventilation sur le lieu de travail
huile pour refroidissement par liquide (ou, tout au moins, de procéder ultérieurement à un nettoyage minutieux. Il convient également de n’utiliser que des outils fraîchement affûtés en appliquant une faible avance. avec ces matériaux.
Les matériaux amorphes doivent être soumis à une recuit intermédiaire.
Directives pour la mise
65