
![[object Object],[object Object],[object Object],[object Object],[object Object]](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommandé
Recommandé
Contenu connexe
Tendances
Tendances (20)
En vedette
En vedette (20)
Ligjerata 2
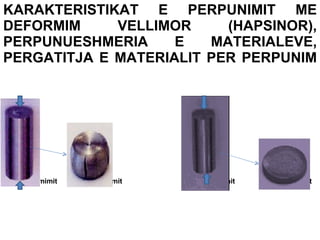
- 1. KARAKTERISTIKAT E PERPUNIMIT ME DEFORMIM VELLIMOR (HAPSINOR), PERPUNUESHMERIA E MATERIALEVE, PERGATITJA E MATERIALIT PER PERPUNIM Para deformimit Pas deformimit Para deformimit Pas deformimit
- 4. Reporti = Seksioni i prerjes terthore/Vellimin…….eshte i vogel Raporti=Seksioni i prerjes terthore/Vellimin……eshte i madh.
- 5. Gjate shqyrtimit aspekteve teorike te teknologjise se perpunimit me deformim merren parasysh disa hipoteza (supozime) si p.sh.: -hipoteza e ruajtjes se vellimit gjate deformimit plastik, -hipoteza e idealizimit te vetive elastike dhe plastike te materialit, -hipoteza e vetive izotropike te materialit, -hipoteza e mospranise se sforcimeve paraprake ne material, -hipoteza e homogjenitetit te materialit, -hipoteza e mosprezences se deformimeve elastike ne deformimin e tersishem, -neglizhimi i forcave vellimore, etj.
- 6. Ndryshimi i vellimit gjate deformimit plastik Gjate realizimit te proceseve te perpunimit me deformim, pervec disa aproksimacioneve tjera, pervetsohet se vellimi i trupit gjate deformimit plastik mbetet konstant: V o =V 1 =V 2 =V 3 ………V n-1 =V n =constat Vlen te theksohet se ne fazat e para te deformimit ndodh nje ndryshim i vogel i vellimit, por ky ndryshim eshte aq i vogel sa qe per nevoja inxhinierika nuk ka ndonje ndikim te jashtezakonshem dhe neglizhohet, pra nuk merret parasush.
- 7. Nocioni i ruajtjes se vellimit eshte shume me rendesi ne teorine dhe teknologjine e deformimit te mataleve, ngase mbi bazen e ketij ligji behen shume llogaritje te nevojshme.
- 9. Ligji per ruajtjen e vellimit vlen per te gjitha format (konfiguracionet)
- 13. Sforcimet dhe deformimet Nje nga problemet kryesore te perpunimit me deformim plastik eshte percaktimi i formes nen veprimin e forcave te jashtme. Per zgjidhjen e ketij problemi duhet analizuar: -veprimin e forcave e jashtme, -gjendjen e sforcuar te trupit, -gjendjen e deformuar te trupit, -shpejtesine e deformimit, respektivisht shpejtesine e deformacionit.
- 14. Gjate proceseve teknologjike te deformimit plastik veprojne forca te ndryshme te cilat mund te jene: -forca te jashtme(aktive) te vegles per deformim, -forca te ferkimit te kontaktit ndermjet vegles per deformim dhe pjeses qe perpunohet, -forca te gravitacionit, -forca te inercionit, etj.
- 15. Forcat e jashtme qe i komunikohen (qe veprojne) pjeses qe perpunohet tentojne qe ate ta deformojne duke ia ndryshuar formen ne pikepamje makroskopike dhe duke i ndryshuar pozitat nderatomike, perkatesisht distancen nderatomike, ne pikepamje mikro respektivisht submikroskopike. Ne kuader te teorise se perpunimit me deformim, gjate shqyrtimit te mekanizmit te deformimit ne menyre te vecante shqyrtohen: -trupat monokristalore dhe -trupat polikristalore
- 16. Deformimi plastik i monokristaleve realizohet sipas dy mekanizmave: -mekanizmi i rreshqitjes, -mekanizmi i binjakezimit, -kombinimi i tyre Deformimi plastik i polikristaleve dallon nga deformimi plastik i monokristaleve per vete faktin se te polikristalet eshte i pranishem edhe ndikimi i ndersjelle i kristaleve dhe i hapsires nderkristalore (kufirit te kokrrizave).
- 21. Polikristalet
- 23. Gjate veprimit te forcave te jashtme (aktive) si kunderveprim i tyre lindin forcat e brendshme (reaktive) te cilat i kundervihen veprimit te forcave te jashtme dhe keshtu ekuilibrohen me keto forca dhe trupi mbetet ne ekuiliber. Intensiteti i forcave te brendshme ne njesi te siperfaqes elementare ne te cilen veprojne quhet sforcim ose sforco. Nese ne nje trup veprojne forcat e jashtme F o ,F 1 ,F 2 ,F 3 ,F 3 dhe nese trupin e presim(e ndajme) ne dy pjese me nje rrafsh preres ( ) dhe nese e largojme menjanojme njenen pjese te trupit, atehere per te mbet trupi ne ekuiliber duhet qe,
- 24. veprimi i ndersjelle i dy pjeseve te zevendesohet me lidhjen qe e mundesojne forcat e brendshme qe jane te shperndara dhe veprojne ne siperfaqen e prere. Pra, veprimi reciprok i dy pjeseve te ndara zevendesohet me forcat e brendshme te cilat e mundesojne ekuilibrin me forcat e jashtme qe veprojne ne pjesen e ndare.
- 25. Sforcimi
- 26. Sforcimi
- 28. Nese vecojme siperfaqen elementare ne te cilen vepron rezultanta e forcave te mbrendshme atehere intensiteti i ketyre forcave ne njesi te siperfaqes jep sforcimin S: Nese siperfaqja elementare Atehere:
- 29. ku: S-sforcimi (N/mm 2 ) ose (MPa) F-forca, ngarkesa (N) A- siperfaqja (mm 2 ) Sforcimi S eshte madhesi vektoriale dhe ne siperfaqen elementare mund te kete orientim te ndryshem dhe mund te zberthehet ne dy komponenta: -Njena prej tyre vepron nomal ne siperfaqen e caktuar dhe quhet sforcimi normal, shenohet me σ (sigma),
- 30. -Tjetra komponente shtrihet, respektivisht eshte paralel me siperfaqen ne te cilen vepron dhe quhet sforcimi tangjencial ( i prerjes ose i shkarjes) dhe shenohet me τ (tau). Sipas skemes se prezantuar sforcimi S eshte: Ne sistemin koordinativ ortogonal, ku njeni prej boshteve perputhet me drejtimin e veprimit te sforcimit normal, vektori i sforcimit te pergjithshemion e ka dy projekcione te cilat perputhen me dy boshtet tjera te sistemit koordinativ dhe si rrjedhim:
- 31. Kahu i veprimit te sforcimeve normale dhe rreshqitese (tangjenciale-prerese)
- 33. Gjate perpunimit me deformim cdo pike materiale e trupit te deformuar eshte e ngarkuar me intenzitet te ndryshem te sforcimeve qe veprojne ne te, pra gjendja e sforcuar e pikes materiale ne vecanti dhe e trupit te deformuar ne pergjithesi eshte e ndryshme. Per shqyrtimin e gjendjes se sforcuar ne cilendo pike te trupit te deformuar, pervetesohet qe pika materiale ka formen e paralelopipedit elementar me permasa te kateteve dx x dy x dz, qe jane paralel me sistemin koordinativ x, y, z dhe nga kjo verehet se pika materiale e trupit te deformuar ka nje gjendje te sforcuar tejet te nderlikuar.
- 34. Tersia e sforcimeve (normale dhe tangjenciale) qe veprojne ne te gjitha rrafshet e mundshem qe kalojne neper piken e dhene karakterizojne (pershkruajne) gjendjen e sforcuar te pikes perkatese.
- 35. Skema e pergjithshme e gjendjes se sforcuar te paralelopipedit
- 36. Nese sforcimet Sx, Sy dhe Sz shtrihen normal ne rrafshet perkatese te paralelopipedit elementar, atehere keto ne esence jane komponentat normale te sforcimeve ( σ x , σ y , σ z ), ndersa komponentat tangjenciale ne rrafshet perkatese te paralelopipedit jane zero. Ne kete raste sforcimet normale emertohen si sforcime normale kryesore dhe shenohen me ( σ 1 , σ 2 , σ 3 ), ndersa rrafshet ku veprojne keto sforcime quhen rrafshe kryesore dhe poashtu edhe boshtet e sistemit koordinativ quhen boshte kryesore.
- 37. Nga skema e dhene e gjendjes se sforcuar te pikes materiale (paralelopipedit elementar) shihet se ne tre rrafshet e peralelopipedit elementar normal ndermjet veti, veprojne nente komponentate sforcimeve normale dhe tangjenciale ( σ x , σ y , σ z , τ yx , τ zx , τ xy , τ zy , τ xz , τ yz ). Ne baze te kushteve te ekuilibrit per paralelopipedin elementar rrjedh se komponentat tangjenciale te sforcimit qe veprojne ne dy rrafshe normal njeni ndaj tjetrit, jane te barabarte- ligji i korrelacionit te sforcimeve tangjenciale. τ yx= τ xy τ zx = τ xz τ zy= τ yz
- 38. Llojet e sforcimeve Forc a Deform imi Sforcimi aksiale rreshqitese tangjenciale perdredhese lakuese t erheqje zgjatim shtypje ngjeshje Rreshqites (tangjenciale rreshqites perdredhje perdredhje lakim lakim
- 43. Gjendja e sforcuar e cdo pike te trupit te deformuar mund te prezantohet nepermjet skemave mekanike perkatese te veprimit te sorcimeve normale kryesore ( σ 1 , σ 2 , σ 3 ). Keto skema kryesisht percaktojne drejtimet e veprimit te sforcimeve normale kryesore ( σ 1 , σ 2 , σ 3 ). Ne teorine dhe teknologjine e deformimit dallohen tri lloje te gjendjes se sforcuar: -gjendje e sforcuar vellimore(hapsinore-tre permasore-tre dimensionale-tre aksiale), -gjendje e sforcuar siperfaqesore(planare-rrafshore-dy permasore-dy dimensionale, dy aksiale),
- 44. -gjendje e sforcuar lineare (nje permasore-nje dimensionale-nje aksiale).
- 46. Llojet e sforcimeve normale
- 47. Disa skema te gjendjes se sforcuar
- 48. Deformimi linear = F/A ( Njesia : N/m 2 ose MPa ) F A
- 49. Shperndarja e sforcimit dhe deformimit linear
- 53. Moduli vellimor , K mes V K V o P P P Vellimi fillestar = V 0 Ndryshimi vellimit = V Njesia K : [Mpa, GPa] mes eshte vlera mesatare e sforcimeve kryesore qe veprojne ne drejtimet kryesore. mes = K V V o
- 54. Koeficienti i Puasonit Gjate veprimit te forces (ngarkeses) trupi deformohet ne drejtim te veprimit te ngarkeses dhe normal me drejtimin e veprimit te saj.
- 55. Gjate veprimit te forces (ngarkeses) aksiale trupi deformohet, zgjatet ne drejtim te veprimit te kesaj force, ndersa ngushtohet ne drejtimin normal (transverzal-lateral) me veprimin e ngarkeses.
- 56. Vlen te theksohet se ne zonen elastike lineare, deformimi anesor (lateral-transverzal) eshte proporcional me deformimin longitudinal (gjatesor). metale: ~ 0.33 qeramike: ~ 0.25 polymere: ~ 0.40
- 57. Lloje te ndryshme te deformimit
- 58. Deformimi, respektivisht rrjedhja e metalit ne drejtim te boshteve kryesore te sistemit koordinativ (x,y,z), ngjashem si edhe sforcimi, mund te paraqitet nepermjet skemes mekanike te deformimit (D I , D II , D III ). D I - skema vellimore (hapsinore-tre permasore) e deformimeve kryesore, D II - skema siperfaqesore (planare-dy permasore) e deformimeve kryesore, D III - skema vellimore (hapsinore-tre permasore) e deformimeve krysore.
- 60. Treguesit (konstantat)e elasticitetit 1. Moduli i elasticitetit (E) 2. Koeficienti i Puasonit ( ) 3. Moduli i rreshqitjes (G) 4. Moduli vellimor (K)
- 61. S forcime Deformime Treguesit (konstantat)e elasticitetit Normal Rreshqitjes Vellimor = E = G mes = K V V o
- 62. Korrelacioni ndermjet konstantave te elasticitetit
- 64. Kushtet e rrjedhjes plastike te materialit Percaktimi i gjendjes se sforcuar dhe deformuar te materialit eshte nje ceshtje tejet e komplikuar, vecmas gjendja siperfaqesore dhe hapsinore. Te gjendja e sforcuar lineare, definimi i rrjedhjes plastike eshte me i thjeshte, andaj per te filluar deformimi plastik i materialit, kushti i nevojshem eshte qe sforcimi aplikuar (zbatuar) duhet te jete i barabarte ose me i madh se sforcimi ne kufirin e rrjedhshmerise.
- 68. Ne teorine dhe teknologjine e perpunimit me deformim me termin kufi i rrjedhshmerise ose sforcim ne kufirin e rrjedhshmerise nenkuptohet sforcimi nominal (forca ne njesi te siperfaqes) qe shkakton rrjedhjen e materialit gjate terheqjes lineare per temperature dhe shpejtesi te caktuar te deformimit. Pasi qe ne teknologjine e perpunimit me deformim ndryshojne temperatura dhe shpejtesia e deformimimit, per definimin e rrjedhjes se materialit merret parasysh koncepti i rezistences specifike ndaj deformimit, ose rezistenca ndaj deformimit, qe shenjohet me shenjen K ose K f dhe ne kete raste pervetsohet: σ 1 =K=K f
- 69. Rezistenca ndaj deformimit(K ose K f ) pra, paraqet sforcimin qe gjate gjendjes nje aksiale(lineare) te sforcimit shkakton rrjedhjen plastike te metalit. Rezistenca ndaj deformimit varet nga: -gjendja e sforcuar, -vetite mekanike te materialit per kushte te caktuara te temperatures dhe per shpejtesi te caktuar te deformimit. Per percaktimin e rezistences ndaj deformimit per kushte te caktuara te temperatures dhe per shpejtesi te caktuar te deformimit duhet te behen prova eksperimentale.
- 70. Per definimin e kushteve te rrjedhjes se materialit gjate veprimit te sforcimeve siperfaqesore dhe vellimore, jane bere hulumtime te ndryshme, nga shkencetare te ndryshem dhe ne literature ndeshen disa hipoteza te sjella prej tyre per kushtet e rrjedhjes se materialit, si p.sh.: hipoteza e Tresc-es (1864), hipoteza Tresca-Saint Venant(1871), hipoteza Hyber (1904), Mizes (1913), Hencky (1924) etj. Shkencetari francez Tresca (1864) ne baze te hulumtimeve eksperimentale erdhi ne perfundim se per fillimin e rrjedhjes se materialit (fillimin e deformimit plastik) eshte e nevojshme qe sforcimi tangjencial maksimal te arrij nje vlere te caktuar.
- 71. Per definimin me te plote te kesaj hipoteze me vone edhe Saint Venant (1871) kontribuoi ne kete drejtim dhe sipas kesaj teorie sforcimi tangjencial maksimal duhet te jete i barabarte me ½ e vleres se sforcimit te rrjedhshmerise. Sipas tyre kushti per fillimin e rrjedhjes (deformimit plastik) eshte: Per gjendje te sforcuar nje aksiale (lineare),
- 72. Hipoteza Hyber (1904), Mizes (1913), Hencky (1924) eshte plotesim i hipotezes Tresca-Saint Venant e cila merr parasysh edhe sforcimin Sipas kesaj hipoteze rrjedhja (deformimi plastik) ndodh kur intensiteti i sforcimeve kryesore arrin vleren e sforcimit ne kufirin e rrjedhshmerise: Kjo hipoteze ne literature ndryshe quhet edhe hipoteza e energjise maksimale te deformimit.
- 73. Kurbat e forcimit fizik (perforcimit me deformim) Sic eshte theksuar me pare, gjate deformimit plastik, pervec ndryshimit te formes dhe permasave gjeometrike shkaktohet edhe rritje e rezistences ndaj deformimit, qe ndryshe ne zhargonin e perpunimit me deformim quhet forcim fizik ose perforcim me deformim. Varesia funksionale e sforcimit ndaj deformimit shprehet nepermjet kurbave te forcimit fizik, qe ne varesi te llojit te deformimit klasifikohen ne:
- 75. 1-kurba te forcimit fizik (perforcimit me deformim) te rendit te pare, ku deformimi shprehet neprmjet zgjatimit (A, ε , δ ), 2-kurba te forcimit fizik (perforcimit me deformim) te rendit te dyte, ku deformimi shprehet neprmjet kontraksionit-ngushtimit (Z, ψ ), 3-kurba te forcimit fizik (perforcimit me deformim) te rendit te trete, ku deformimi shprehet nepermjet deformimit logaritmik ( φ ). Vlen te theksohet se autore te ndryshem kane punuar per percaktimin e kurbave te forcimit fizik.
- 76. Kurba e forcimit fizik e rendit te pare Nepermjet kurbes se forcimit fizik te rendit te pare prezantohet varesia funksionale ndermjet sforcimit dhe deformimit, qe shprehet nepermjet zgjatimit relativ (A, ε , δ ).
- 77. Kurba e forcimit fizik e rendit te dyte Nepermjet kurbes se forcimit fizik te rendit te dyte prezantohet varesia funksionale ndermjet sforcimit dhe deformimit, qe shprehet nepermjet ngushtimit-kontraksionit relativ (Z, ψ ).
- 78. Kurba e forcimit fizik e rendit te trete Nepermjet kurbes se forcimit fizik te rendit te trete prezantohet varesia funksionale ndermjet sforcimit dhe deformimit, qe shprehet nepermjet deformimit logaritmik ( φ ).
- 79. Percaktimi analitik i kurbave te forcimit fizik Varesia analitike ndermjet sforcimit dhe deformimit ka qene dhe akoma eshte objekt studimi i shume shkencetareve te fushes se perpunnimit me deformim. Sic eshte theksuar edhe me pare se kjo varesi vlen vetem deri ne castin e krijimit te qafes se mostres, respektivisht deri ne castin e deformimeve te njetratjtshme te mostres e cila i nenshtrohet terheqjes. Ne literaturen profesionale gjenden menyra te ndryshme te percaktimit analitik te varesise se sforcimit nga deformimi.
- 80. Percaktimi analitik i kurbave te forcimit fizik konsiston ne varesine funksionale sipas relacionit: σ =K=f( φ ) ku: σ =K-sforcimi i rrjedhjes ose rezistenca specifike e deformimt φ -deformimi Nepermjet hulumtimeve te shumta eksperimentale eshte konstatuar se forma me e pergjithesuar eshte: σ =K= C φ n
- 81. ku: C dhe n jane konstanta qe varen nga vetite e materialit C-konstanta e perforcimit n-eksponenti i perforcimit Ne litertaure gjenden edhe keto forma te prezantimit te kurbave te forcimit fizik: -Forma analitike σ =K= (C+ φ ) n -Forma analitike σ =K= σ rr + C φ n ku: σ rr- kufiri i rrjedhshmerise se materialit
- 82. -Forma analitike σ =K= C(B+ φ n )-A ku: A, B-kontanta te materialit, qe pervetesohet nga tabela perkatese -Forma analitike σ =K= σ rr + M φ ku: M-konstante e materialit, qe pervetesohet nga tabela perkatese.
- 83. Nje prej relacioneve qe me se shumti perdoret per percaktimin analitik te kurbave te forcimit fizik eshte ai i Gubkin-it: Vlen te theksohet se ne literature gjenden edhe relacione tjera per percaktimin analitik te kurbave te forcimit fizik (Musafise, Korberit, Shofmanit, Shehterit, etj.).
- 84. ku: k 0 = R rr(e) = σ rr(e) =sforcimi ne kufirin e rrjedhshmerise, N/mm 2, (MPa), k m - sforcimi real ne castin e paraqitjes se lokalizimit te deformimit (N/mm 2 ), (MPa) Rm-kufiri(qendrueshmeria-soliditeti) maksimal ne terheqje , N/mm 2 , (MPa), ψm-kontraksioni(ngushtimi) ne castin e lokalizimit te deformimit, (0-1) ose( 0-100%)
- 85. Ψ -ngushtimi(kontraksioni) ne faza te vecanta te deformimit n-eksponenti i forcimit fizik (perforcimit) me deformim
- 86. Shpeshhere gjate zgjidhjes se problemeve te ndryshme te deformimit plastik, kurba e forcimit fizik (perforcimit me deformim) zevendesohet me tangjenten e pikes se lokalizimit te deformimit. Ekuacioni i tangjentes ne piken e lokalizimit te deformimit eshte:
- 87. Forca per deformim Gjate perpunimit te metaleve me deformim, vegla e cila eshte e vendosur ne makinen per deformim ben levizje drejtvizore ose rrotulluese. Per te mposhtur rezistencen e deformimit qe e shfaq materiali, vegla per deformim duhet te veproje me nje force deformuese ne drejtim te levizjes se saj. Forcat te cilat nepermjet vegles per deformim i komunikohen materialit quhen forca aktive. Percaktimi i ketyre forcave eshte shume me rendesi nga se ne baze te ketyre forcave behet perzgjedhja e makines per deformim.
- 88. Parimisht gjate perpunimit te metaleve me deformim paraqiten keto forca: -forcat e jashtme(deformuese-aktive) -forcat e brendshme(reaktive) -forcat e ferkimit te kntaktit. Vlen te theksohet se per realizimin e procesit te deformimit, forcat e jashtme duhet ti mbizoterojne forcat e brendshme dhe forcat e ferkimit te kontaktit.
- 89. Gjate levizjes rrotulluese te vegles per deformim duhet te percaktohet edhe momenti rrotullues. Per percaktimin e forces per deformim, paraprakisht duhet te percaktohet intensiteti dhe shperndarja e sforcimeve ne siperfaqen kontaktuse ndermjet vegles per deformim dhe materialit qe i nenshtrohet deformimit. Ne rastin me te pergjithshem, siperfaqja kontaktuese ne te cilen vepron forca deformuese ne drejtim te levizjes se vegles per deformim mund te kete formen si ne figuren:
- 90. Ne siperfaqen elementare dA k vepron forca dF n e cila mund te percaktohet nga relacioni:
- 91. Komponenta e forces e cila vepron ne drejtim te levizjes se vegles per deformim eshte: Forca e tersishme e deformimit eshte: Nese supozohet se sforcimi normal eshte konstant atehere fitohet shprehja:
- 92. Sforcimi i ketille qe krijohet nga veprimi i forces ne projeksionin horizontal te siperfaqes se kontaktit qe eshte normal me drejtimin e levizjes se vegles per deformim, perfaqeson presionin specifik (shtypjen-ngjeshjen specifike), qe ne literature mund te ndeshet edhe termin sforcim i punes ose rezistenca specifike e deformimit (presioni siperfaqesor). Nese dihet vlera e kesaj rezistence(ketij presioni), atehere forca per deformim mund te percaktohet nga relacioni:
- 93. Nga relacioni i dhene verehet se per percaktimin e forces per deformim rol percaktues luan rezistenca specifike (presioni specifik) dhe per percaktimine e tij merret parasysh relacioni: ku: m - konstante qe varet nga: - lloji i perpunimit, -forma dhe dimensionet e pjeses qe deformohet dhe -koeficienti i ferkimit te kontaktit
- 94. K- rezistenca (qendrueshmeria) ndaj deformimit e materialit, qe merr parasysh: -gjendjen e materialit (forcimin fizik-perforcimin), -ndikimi i temperatures, -ndikimi i shpejtesise se deformimit
- 95. Puna per deformim Rasti me i thjeshte per percaktimin e punes per deformim eshte ngjeshja(shtypja) e trupit ndermjet dy pllakave paralele per deformim:
- 96. Puna elementare per deformim me ngjeshje percaktohet me shprehjen: Pasi qe puna eshte me vlere absolute atehere relacioni merr formen:
- 97. Nese merret parasysh F=p A atehere rrjedh se: Nese supozohet se siperfaqja e prerjes terthore eshte: atehere:
- 98. Ngjashem si edhe per forcen per deformim, edhe per punen per deformim duhet te percaktohet rezitenca specifike (presioni specifik), (p). Nese merret se presioni specifik ka vlere mesatare gjate deformimit, atehere: p o -rezistenca ne fillim te operacionit te deformimit p 1 -rezistenca ne mbarim te operac. te deformimit
- 99. Vlen te theksohet se gjate perpunimit me deformim, puna per deformim e forcave te jashtme eshte e barabarte me punen e forcave te brendshme dhe punen e forcave te ferkimit te kontaktit: W j =W b +W f Per realizimin e procesit te deformimit te trupit duhet qe te harxhohet pune per te mbizoteruar rezistencen e materialit dhe per te mbizoteruar forcat e ferkimit te kontaktit. Ne praktiken e perpunimit me deformim, puna per deformim percaktohet ne menyre te vecante per cdo proces, duke i marre parasysh te gjitha rrethanat tjera te realizimit te deformimit.
- 100. Puna per deformim e percaktuar(llogaritur) ne kete menyre perfaqeson punen ideale te deformimit, respektivisht punen kur nuk merret parasysh koeficienti i ferkimit te kontaktit ndermjet vegles dhe metalit si dhe koeficienti i brendshem i ferkimit. Te gjithe humbjet qe krijohn me kete rast perfshihen me te ashtuquajturin koeficienti shfrytezimit, ashtu qe:
- 101. Koeficienti i shfrytezimit varet nga: -procesi teknologjik i perpunimit, -lloji i materialit, -gjendja e siperfaqeve te kontaktit, -vajosja (lubrifikim), -forma gjeometrike e pjeses (trupit) qe i nenshtrohet perpunimit me deformim, -temperatura e perpunimit dhe shume e shume faktore te tjere te cilet duhet te merren parasysh gjate percaktimit te punes per deformim.
- 102. Koeficienti i shfrytezimit (ŋ)
- 103. Shpejtesia e deformimit Ne teorine e perpunimit me deformim dallohen nocione te ndryshme per shpejtesine dhe ate: shpejtesi e rrjedhjes se vellimeve elementare (pikave materiale)-( φ A,B… ) -shpejtesia e vegles me te cilen kryhet deformimi, shpejtesia e procesit te deformimit (v), -shpejtesia e rrjedhjes se metalit ose shpejtesia e deformimit ( ) Me shpejtesi te procesit te deformimit nenkuptohet shpejtesia e levizjes se vegles per deformim. Kjo madhesi shprehet ne (mm/s) ose ne (m/s).
- 104. Rrjedhja e pikave materiale te vecanta te materialit gjate deformimit me ngjeshje eshte jo e njetrajtshme dhe si rrjedhim edhe shpejtesia e cvendosjes se tyre eshte e ndryshme.
- 105. Nese në interval kohor Δt bëhet ngjeshja (shtypja) e detalit (metalit) per vlere Δh atehere shpejtesia e procesit te deformimit eshte: Vlen te theksohet se shpejtesia e levizjes se vegles per deformim eshte e ndryshme per makina te ndryshme per deformim. Shpejtesia e makinave per deformim ndryshon duke filluar prej nje vlere fillestare deri ne zero ne fund te operacionit.
- 107. Per shkak te ketij ndryshimi te ketille te shpejtesise se procesit te deformimit, shpeshhere ne teorine dhe teknologjine e perpunimit me deformim pervetesohet supozimi se shpejtesia e procesit te deformimit eshte konstante dhe kjo shpejtesi mesatare percaktohet me relacionin: ku: h o -lartesia fillestare, (mm) h 1 -lartesia perfundimtare, (mm) t-koha (s)
- 108. Me shpejtesi te deformimit ose shpejtesi te rrjedhjes se metalit nenkuptohet shpejtesia e rrjedhjes se metalit qe i nenshtrohet deformimit brenda kohes se caktuar. Shpejtesia e deformimit mund te prezantohet edhe ne funksion te vellimit te cvendosur (spostuar) gjate rrjedhjes:
- 109. Vlen te theksohet se ngjashem si shpejtesia e procesit te deformimit edhe shpejtesia e deformimit ne teorine dhe teknologjine e perpunimit me deformim merret si shpejtesi mesatare dhe shprehet me relacionin: Për ε ≤ 0,2 pa ndonjë gabim qenësor mund të mirret:
- 110. Shpejtesia e deformimit eshte faktor I rendesishem per analizen e procesit te deformimit. Ka ndikim te konsiderueshem ne: -rezistencen e deformimit, -kualitetin e perpunimit, -perpunueshmerine e materialit me deformim. Ne varesi te shpejtesise se deformit, proceset e perpunimit me deformim mund te klasifikohen ne: -procese te ngadalshem te deformimit (kondita statike te deformimit) – shpejtesia e deformimit 0-0.003 s -1 ,
- 111. -procese transitore te deformimit(kondita kuazistatike te deformimit)-shpejtesia e deformimit 0.003- 10 2 s -1, -procese te shpejte te deformimit (kondita me shpejtesi te madhe te deformimit)-shpejtesia e deformimit >10 2 s -1 . Proceset e perpunimit me deformim, me shpejtesi te deformimit ndermjet 300-3000s -1 quhen procese te deformimit me shperthim(eksplodim) ose procese impulsive te deformimit dhe bejne pjese ne grupin e proceseve te vecanta (speciale) te deformimit.
- 112. Efekti i shpejtesise se deformimit: -rritja e shpejtesise se deformimit e rrit rezistencen specifike te metalit qe i nenshtrohet perpunimit me deformim, -rritja e shpejtesise se deformimit e rrit temperaturen per shkak te zhvillimit te procesit adiabatik te deformimit, -shpejtesia e deformimit rritet me aplikimin e vajosjes (lubrifikimit) ne siperfaqen kontaktuese ndermjet metalit dhe vegles per deformim.
- 113. Perpunueshmeria e materialit me deformim
- 114. Perpunueshmeria e materialit me deformim ose sic mund te quhet edhe ndryshe aftesia e materialit per deformim ose deformueshmeria ose me se shpeshti plasticiteti , eshte veti teknologjike e materialit e cila perkufizon aftesine e materialit per tu perpunuar me metoda te ndryshme te deformimit me qellim te dhenies se formes (trajtes) perfundimtare, pa u shkaterruar tersia e tij nga aspekti makroskopik. Shume autore kete vecori te materialeve per tu perpunuar me deformim plastik e karakterizojne si gjendje te materialit.
- 115. Vlen te theksohet se plasticiteti eshte nje madhesi qe varet nga shume faktore si p.sh.: -perberja kimike, -uniformiteti(njetrajtshmeria) i struktures, -temperatura e deformimit, -shpejtesia e deformimit, -uniformiteti (njetrajtshmeria) i deformimit, -ferkimi i kontaktit, -gjendja e sforcuar, -ambienti rrethues, etj.etj.
- 116. Ne pergjithesi veti me te mira plastike (aftesi me te mire per tu perpunuar me deformim) kane metalet e pasterta. Lidhjet metalike perbehen nga disa elemente lidhese te cilet kane ndikim negativ ne aftesine per deformim, andaj perberja e tyre duhet te kufizohet ne vlera minimale ose te eliminohet krejtesisht. Struktura uniforme (e njetrajtshme) ka aftesi me te mire per tu perpunuar me deformim dhe gjithmone duhet tentuar qe struktura e lendes se pare qe i nenshtrohet deformimit te jete sa me uniforme(sa me e njetrajtshme).
- 117. Temperatura dhe shpejtesia e deformimit paraqesin konditat kryesore te deformimit dhe kane ndikim percaktues ne plasticitetin e metaleve. Gjate percaktimit te temperatures duhet pasur parasysh qe deformimi te realizohet ne gjendje njefazore. Ne pergjithesi me rritjen e temperatures perpunueshmeria me deformim rritet edhepse per disa metale ekziston nje interval i caktuar i temperatures ku perpunueshmeria e metalit mund edhe te zvogelohet.
- 118. Plasticiteti eshte i lidhur ngushte me rezistencen (qendrueshmerine) ndaj deformimit dhe keto dy ceshtje trajtohen gjithmone se bashku si te pandara njena prej tjetres.
- 119. Temperatura dhe shpejtesia e deformimit jane te lidhura ngushte njena me tjetren dhe me koordinimin e ketyre dy faktoreve realizohet deformimi termomekanik, qe eshte nje metode tejet e rendesishme e perpunimit me deformim. Metodat e vleresimit te perpunueshmerise Aftesia per perpunim me deformim(perpunueshmeria) vleresohet, respektivisht percaktohet nepermjet treguesve (indikatoreve) te ndryshem, varesisht prej metodes se perpunimit me deformim.
- 120. Aftesia per perpunim me deformim mund te percaktohet nepermjet: -parametrave (tregueseve) te cilet definojne karakteristikat e materialit qe i nenshtrohet deformimit, -parametrave (treguesve) te cilet definojne karakteristikat e perpunimit. Ne grupin e pare bejne pjese: -perberja kimike e materialit, qe kryesisht nuk ndryshon gjate gjithe fazave te perpunimit me deformim,
- 121. -gjendja strukturore e materialit e cila ndryshon gjate procesit te deformimit, ndersa intensiteti i ndryshimit varet varet nga ajo se a kryhet perpunimi ne gjendje te ftohete ose ne gjendje te nxehte. Ne grupin e dyte bejne pjese: -temperatura ne te cilen realizohet procesi i deformimit, -shkalla e deformimit te materialit, -shpejtesia e deformimit te materialit, -gjendja e sforcuar e materialit
- 122. -per perpunim me deformim vellimor (bulk deformation), tregusi me i mire per vleresimin e perpunueshmerise eshte aftesia e pjeses provuese (mostres) qe i neshtrohet deformimit qe te deformohet me shkalle sa me te madhe te deformimit, pa krijimin e plasaritjeve ne pjeset siperfaqesore te saj, -per perpunim me lakim, treguesi me i mire eshte aftesia e lakimit te pjeses qe i nenshtrohet lakimit rreth nje ruli me diameter te caktuar, pa paraqitjen e plasaritjeve ne pjeset siperfaqesore te saj,
- 123. -per terheqjen e thelle, treguesi me i mire eshte shkalla e deformimit te rondeles me thellesi sa me te madhe, pa paraqitjen e plasaritjeve ne pjeset siperfaqesore te saj. Ne literature gjenden metoda te ndyshme per vleresimin (percaktimin) e perpunueshmerise me deformim si p.sh. a- metoda indirekte -prova statike ne terheqje ( ε, A, δ, Z,ψ,Re/Rm) -prova e energjise goditese (shtalbesise-viskozitetit dinamik)-Kv.
- 126. b-metoda direkte -prova e perdredhjes(torzionit)-kendi- Θ , numri i perdredhjeve-n. -prova e lakimit-kendi- α, cvendosja- -prova e kuposjes se thelle sipas Eriksenit(Erichen),-thellesia e terheqjes-h -prova e shtypjes (ngjeshjes),-carjet (plasaritjet e para), etj.
- 128. (c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning ™ is a trademark used herein under license.
- 129. Prova e Ericsenit
- 132. Vleresimi i plasticitetit sipas shkalles se deformimit Shkalla e deformimit numerikisht shpreh ndryshimin e permasave, ne drejtim te boshtit z -zvogelimin e lartesise- reduktimin , ne drejtim te boshtit x -rritjen e gjatesise- zgjatimin dhe ne drejtim te boshtit y -rritjene gjeresise- zgjerimin :
- 133. Sa me e madhe te jete shkalla e deformimit per te njejten force deformimi, aq me lehte do te realizohet perpunimi. Sipas shkalles se deformimit relativ, metalet dhe lidhjet e tyre mund te ndahen ne: -me plasticitet shume te larte……… ε =0.8-1.0 -me plasticitet te larte………………. ε =0.6-0.8 -me plasticitet mesatar……………… ε=0.4-0.6 -me plasticitet te ulet………………… ε=0.2-0.4 -me plasticitet te dobet………………. ε<0.2 Plotesim:Ka edhe meteriale me veti superplastike ( superplasticiteti ).
- 134. Vlen te theksohet se ne teknologjine e perpunimit me deformim ngandonjeher krijohet nje konfuzion ndermjet termit aftesi per deformim-perpunueshmeri dhe termit plasticitet . Termi aftesi per deformim-perpunueshmeri eshte me nje kuptim pak me te zgjeruar dhe ne fakt i permbledh edhe faktoret tjere qe ndikojne ne deformimin e trupit, ndersa termi plasticitet kuptohet pak me ngushte dhe ate vetem si veti e metalit qe i nenshtrohet deformimit dhe jo si trup qe i nenshtrohet deformimit ku pervec vetise plastike merren parasysh edhe disa faktore tjere qe ndikojne ne deformim.
- 135. Nese realizimi i procesit te deformimit vleresohet nga aspekti i aftesise per deformim ku perfshihen me shume faktore ndikues, jo vetem plasticiteti, atehere trupi qe i nenshtrohet deformimit vleresohet me pese shkalle aftesie: -shkalla e pare- tersia e trupit nga aspekti makroskopik shkaterrohet gjate deformimit dhe vazhdimi i metejme i deformimit eshte i pamundur, perkunder riparimeve dhe masave plotesuese qe mund te ndermirren, -shkalla e dyte- shkaterrimi i tersise se trupit nga aspekti makroskopik eshte me i vogel dhe deformimi mund te vazhdoje pas riparimit,
- 136. -shkalla e trete- ne siperfaqen e trupit qe i nenshtrohet deformimit krijohen gabime relativisht te vogla dhe ne kete rast aftesia per deformim nuk rrezikohet, -shkalla e katert- shkaktohen crregullime te pjeserishme dhe te vogla ne pozicione te caktuara, te cilat nuk ndikojne ne procesin e deformimit, thellesia e ketyre crregullimeve nuk e tejkalon kufirin e lejuar, -shkalla e peste- deformimi i trupit realizohet pa paraqitjen e crregullimeve siperfaqeore.
- 137. Plasaritjet qe krijohen ne trupin i cili i nenshtrohet perpunimit me deformim mund te jene me madhesi te ndryshme dhe te shperndara ne drejtime te ndryshme. Kryesisht keto plasaritje mund te jene: -plasaritje te jashtme, te cilat krijohen ne pjeset e jashtme te trupit dhe ate ne pjeset e trupit jashte kontaktit me veglen per deformim (ne pjeset e lira te trupit).
- 139. -plasaritje qe krijohen ne siperfaqet e kontaktuese te vegles per deformim me trupin qe deformohet, per shkak ferkimit te madh te kontaktit.
- 140. -plasaritje te brendshme, qe krijohen ne brendesi te materialit.
- 141. Vlen te theksohet se qendrueshmeria maksimale (soliditeti-Rm) disa here merret si parameter relevant per vleresimin e aftesise se materialit per perpunim me deformim.
- 142. Pergatitja e meterialit per deformim Lenda e pare (pjesa) qe i nenshtrohet perpunimit me deformim, para se gjithash duhet te te posedoje: - aftesi te mire per deformim -te jete cilesore, respektivisht pa defekte ( te jashtme dhe te brendshme). Vlen te theksohet se edhe gjate perpunimit me deformim si edhe gjate teknologjive tjera te perpunimit, perberja kimike e lendes se pare dhe mikrostruktura e saj jane faktore qe luajne role te rendesishem ne realizimin me sukses te procesit te deformimit.
- 143. Sa i takon pergatitjes se materialit per perpunim me deformim eshte me rendesi te theksohet se kjo pergatitje varet dukshem edhe nga temperatura ne te cilen realizohet perpunimi (ne te nxehte ose ne te ftohte), pastaj nga vete metoda e perpunimit me deformim(vellimor ose perpunim i llamarinave) dhe ne fund edhe nga procesi i deformimit(cilindrim, farketim, presim, telezim, lakim, prerje, ndarje, perveshje, zgjerim e keshtu me radhe. Pra, cdo proces i perpunimit me deformim e ka edhe specifiken perkatese te pergatitjes paraprake te lendes se pare qe i nenshtrohet perpunimit me deformim.
- 145. Prania (prezenca) eventuale e defekteve te ndryshme ne lenden e pare, qe i nenshtrohet perpunimit me deformim, mund te percillet gjate perpunimit me deformim edhe ne produktin e gatshem dhe keshtu krijohet skarcitet dhe ulje e prodhimtarise. Nga ana tjeter vlen te theksohet se edhe gjate perpunimit me deformim mund te paraqiten defekte qe jane karakteristike per kete teknologji te perpunimit, respektivisht per metodat perkatese te kesaj teknolgjie te perpunimit.
- 146. Defektet qe krijohen gjate perpunimit me deformim Kryesisht defektet qe krijohen gjate perpunimit me deformim mund te jene: -defekte te jashtme -defekte te brendshme Vlen te theksohet se defektet e jashtme mund te riparohen dhe produktet e ketilla te sjellen ne gjendje te perdorshme, ndersa defektet e brendshme paraqesin humbje dhe ulje te rendimentit.
- 147. Identifikimi i defekteve Per identifikimin e defekteve, te krijuar gjate perpunimit me deformim, perdoren metodat e kontrollit pa shkaterrim: 1-metoda vizuale, 2-metoda me ultratingull 3-metoda me rreze Ro, 4-metoda me rreze gama 5-metoda me fluks magnetik, 6-metoda kapilare, etj.
- 148. Menjanimi i defekteve Per menjanimin e defekteve, te krijuar ne produktet e perpunimit me deformim, perdoren keto metoda: -metoda mekanike -metoda termike -metoda kimike
Notes de l'éditeur
- ตัวอย่าง Tensile stress: เชือกที่มีน้ำหนักถ่วง ยางจัดฟัน Compressive stress: ขาเก้าอี้ ลานจอดรถ พื้นรองเท้า Shear stress: แผ่นกาวสองหน้ายึดรูปติดผนัง Torsional stress: เปิดปิดฝาจุกเกลียว bending moment: springboard ไม้กระดก