1. Distribuzione granulometrica
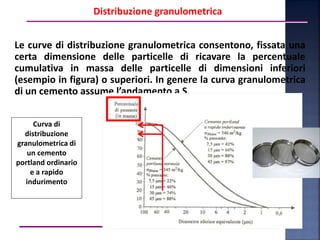
Le curve di distribuzione granulometrica consentono, fissata una
certa dimensione delle particelle di ricavare la percentuale
cumulativa in massa delle particelle di dimensioni inferiori
(esempio in figura) o superiori. In genere la curva granulometrica
di un cemento assume l’andamento a S.
Curva di
distribuzione
granulometrica di
un cemento
portland ordinario
e a rapido
indurimento
2. Moduli: Determinazione composizione Cementi
Portland
• Modulo Idraulico (Mi) = Rapporto Tra componenti basici e quelli
acidi del Clinker (compreso tra 1.8 – 2.2);
• Modulo Silicico (Ms) = definisce la porzione di fasi silicihe; il suo
aumento fa diminuire la frazione liquida nel forno e rende difficile la
cottura (2-3);
• Modulo dei Fondenti (Mf) = definisce la percentuale di fase
alluminosa rispetto a quella ferrica (1-4);
• Modulo calcareo o della calce restante (Mc) = rapporto tra calce
combinata con la silice e la silice (compreso tra 1.87 – 2.8):
• Se Mc > 2.8 c’è calce libera;
• Se Mc = 2.8 c’è solo C3S;
• Se Mc = 1.87 c’è solo C2S
4. Quando il cemento viene messo in opera, fra i
granuli di materiale e l’acqua d’impasto
avvengono una serie di interazioni chimico-
fisiche che sono la causa della presa e
dell’indurimento.
La presa non deve avere inizio prima di 45
minuti dal momento dell’impasto e deve
terminare entro le 12 ore;
L’indurimento ha inizio subito dopo la presa
e prosegue indefinitamente; però già dopo
alcune settimane gli impasti di cemento
raggiungono resistenze vicine a quelle
realizzabili a distanza di anni.
5. I fenomeni possono essere riassunti come
segue:
l’impasto forma un sottile velo di acqua
intorno ai granuli di cemento;
reazione superficiale e formazione di uno
straterello di prodotti;
lo strato continua ad aumentare di volume a
spese sia dell’acqua che del cemento sino a
riempire tutti gli spazi;
i prodotti di idratazione formano una pasta
gelatinosa che subisce un progressivo
irrigidimento.
7. H2O
C3A e C4AF
Idrati
cristallini
C-A-H
Presa: perdita di lavorabilità
I prodotti idrati
cristallini C-A-H si
interpongono tra
le particelle di
cemento e ne
ostacolano lo
scorrimento,
riducendo la
plasticità, e quindi
la lavorabilita,
dell’impasto.
8. Presa: perdita di lavorabilità
L’idratazione degli alluminati è così veloce che deve
essere rallentata per evitare la perdita di plasticità
dell’impasto in un tempo insufficiente perché lo stesso
possa essere posto in opera.
Il gesso fornisce in soluzione ioni calcio e ioni solfato che
reagiscono rapidamente con gli alluminati per formare ettringite.
C3A + Ca++ + SO4
-- + H2O → C3A · 3 CaSO4 · 32 H2O
SI AGGIUNGE IL GESSO (CIRCA 5%)
9. Gesso: ritardante di presa
L’ettringite ricopre i grani di cemento che stanno reagendo
e ne rallenta la velocità di idratazione.
Ettringite
La quantità di gesso che deve essere
aggiunta al clinker per ottenere un cemento
caratterizzato da un tempo di presa ottimale
dipende dalla quantità di C3A presente o
comunque disponibile a passare in
soluzione, ma anche dalla presenza dei
silicati.
10.
11. L’idratazione dei due componenti principali C3S e C2S
dà luogo ad una famiglia di silicati di calcio idrati
strutturalmente simili, anche se di composizione diversa
(rapporto silice/calcio, contenuto di acqua).
Questo prodotto viene indicato come C-S-H o gel di
cemento.
Costituisce l’80% del volume e circa il 50% in peso della
massa finale indurita.
E’ responsabile della resistenza finale del cemento
indurito.
12. Il gelo CSH è una struttura mal definita e di dimensioni
estremamente piccole.
E’ un sistema colloidale in cui il mezzo disperdente è
costituito dall’intreccio dei fibre/lamelle C-S-H e quello
disperso è l’acqua dei pori del gelo.
Le lamelle C-S-H hanno superficie estesa di 10-100 nm
e spessore di 1nm.
Il gelo C-S-H ha una superficie specifica di 300.000
m2/kg
13.
14. Cristalli esagonali
Oltre al C-S-H l’idratazione produce cristalli esagonali di
idrossido di calcio (portlandite) di dimensioni molto
maggiori delle dimensioni dei cristalliti che costituiscono
il C-S-H.
15.
16. 2C3S + 6H = C3S2H3 + 3Ca(OH)2
100 24 75 49
2C2S + 4H = C3S2H3 + Ca(OH)2
100 21 99 22
Le reazioni di idratazione dei due silicati danno gli stessi prodotti
ma le proporzioni sono diverse:
Queste differenze influiscono sul comportamento delle paste di
cemento soprattutto per quanto riguarda la durabilità.
Anche le velocità di reazioni sono molto diverse: quella dei C3S è
molto maggiore di quella dei C2S.
17. La resistenza meccanica della pasta indurita è dovuta
essenzialmente all’attrazione di Van der Waals tra i vari prodotti
lamellari dell’idratazione dei silicati di calcio e degli alluminati.
La velocità con cui un cemento sviluppa la resistenza a
compressione può essere modificata agendo sul rapporto fra C3S e
C2S
La velocità con cui un
cemento sviluppa la
resistenza dipende:
•composizione
•finezza
•temperatura
•additivi acceleranti
Durante l’idratazione
viene sviluppato del
calore:
C3A>C3S>C2S
18. Il processo di idratazione produce un sensibile sviluppo di calore.
Il calore di idratazione varia con la sua composizione e può essere
calcolato sommando i calori di idratazione dei vari costituenti
moltiplicati per la loro percentuale in peso.
Andamento del calore di idratazione per i diversi costituenti del
cemento:
C3A>C3S>C2S
Il cemento è caratterizzato da una bassa conducibilità termica.
Questo può rendere la situazione molto critica nel caso di opere di
grande mole (dighe, ponti, etc.) nei quali si possono creare
gradienti termici anche di 10-20°C.
E’ importante anche la velocità con cui si sviluppa il calore, che è
legata alla velocità di idratazione e quindi alla composizione, alla
finezza del cemento, nonché alla temperatura alla quale avviene
l’idratazione.
19. La pasta di cemento idratata presenta una struttura porosa con tre tipi di
pori:
• porosità del gel dovuta a spazi interstiziali tra gli strati di CSH (28% del
volume del CSH)
• pori capillari con diametri da 10 a 50nm
• pori dovuti all’inglobamento di aria (questi vuoti possono essere aggiunti
intenzionalmente con l’ausilio di agenti areanti in modo da conferire
resistenza all’azione del gelo/disgelo)
La porosità del gel
non influenza le
resistenze
meccaniche del
conglomerato in
quanto rientra nel
raggio di azione
delle forze di Van
der Waals
Porosità della pasta di cemento indurita
20. Microbolle sferiche 100-300 μm visibili
al microscopio ottico
Pori di forma irregolare, con
dimensione compresa tra 0,1 μm e
10 μm e visibili al microscopio
elettronico
21.
22. Porosità capillare e resistenza meccanica
Nei solidi esiste una relazione inversa tra porosità e resistenza
meccanica. In una pasta di cemento indurita i pori del gel non
influenzano le resistenze meccaniche.
Esiste una relazione tra la frazione x di pieno (rapporto tra il
volume occupato dal solido e il volume totale) e la resistenza a
compressione della pasta R:
Formula di Powers
Rc=kx3 = k [1-ppc]3
Per un cemento Portland con K= 250 MPa
23. Porosità capillare e durabilità
La diminuzione della porosità fa aumentare la resistenza
meccanica, e rallenta anche la cinetica dei processi di
penetrazione degli agenti aggressivi nella pasta di cemento e i
conseguenti processi di degrado.
Tuttavia, mentre per la resistenza a compressione sono importanti
sia i macropori (d>50nm) che i micropori, per i fenomeni di degrado
della pasta cementizia è importante la macroporosità.
Perché la pasta cementizia presenti una bassa permeabilità
all’acqua è sufficiente che spariscano o risultino segmentate le
macroporosità.
24. Porosità capillare
A / C
Compatibilmente con le esigenze legate alla lavorabilità del cemento,
il rapporto a/c va contenuto il più possibile.
Tale obiettivo può essere raggiunto anche attraverso l’uso di
opportuni additivi fluidificanti.
25. Le paste di cemento idratate contengono tutte quantità più o
meno rilevanti di idrossido di calcio, composto leggermente
solubile in acqua (1,5 g/l).
CH
26. A contatto con acque fluenti piuttosto pure l’idrossido passa in
soluzione, lasciando nella massa vuoti e microporosità che ne fanno
diminuire notevolmente la resistenza meccanica e che ne
compromettono la durabilità.
Il fenomeno è amplificato dal fatto che le acque fluenti contengono
quasi sempre in soluzione piccole quantità di anidride carbonica, che le
rende particolarmente aggressive.
H2O Struttura
più porosa
28. Sono leganti idraulici composti di cemento Portland e di una
o più aggiunte minerali che prendono parte alle reazioni di
idratazione. Le aggiunte minerali possono esser mescolate o
intermacinate al Portland.
Cementi di miscela o compositi
Per eliminare materiali di scarto di altri processi produttivi
(loppa, silica fume…)
Per ottenere cementi capaci di dare prestazioni particolari
(alte resistenze meccaniche, bassa porosità…)
ma anche….
29. a) apporta vantaggi di carattere economico; si utilizzano minerali
industriali o materiali di scarto di altri processi produttivi.
b) motivazione di carattere ambientale; la produzione di cemento
Portland rappresenta un contributo non trascurabile alle
emissioni di anidride carbonica, il più temuto dei “gas serra”.
Infatti, per produrre una tonnellata di cemento si produce circa
una tonnellata di anidride carbonica;
c) motivazioni di carattere tecnico, legate cioè alla possibilità di
ottenere prodotti con caratteristiche migliori rispetto al cemento
Portland. Infatti i manufatti costruiti in cemento Portland
possono andare incontro ad alterazioni profonde e a fenomeni di
disgregazione le cui cause sono spesso dovute all’ambiente con
cui il manufatto viene posto in uso.
Cementi di miscela o compositi
30. Il cemento pozzolanico parte dai tentativi fatti nel 1882 da
Michaelis e quasi contemporaneamente da Tetmajer, per
risolvere il problema della resistenza alle acque marine
(attacco solfatico).
Cementi di miscela o compositi
In Italia il primo cemento pozzolanico è stato prodotto nel
1908 dall’Ing. Bougleux di Pisa.
Con la rivoluzione industriale furono immessi sul mercato i
cementi siderugici, ottenibili addizionando scorie basiche
d’altoforno.
Dopo la II guerra mondiale si sono diffusi i cementi a
comportamento pozzolanico che utilizzavano ceneri volanti,
residuo alla generazione di energia elettrica da carbone.
31. Cementi di miscela
C. Portland
+
Pozzolana
naturale
C. Portland
+
Loppa d'altoforno
C. Portland
+
Flyash
C. Portland
+
Fumo di silice
Cementi compositi
• Sono leganti idraulici composti da cemento Portland e da una o
più aggiunte minerali che prendono parte alle reazioni di
idratazione.
• Le aggiunte minerali possono esser mescolate o intermacinate al
Portland
33. Cementi Pozzolanici
I materiali pozzolanici hanno le seguenti caratteristiche:
• alto tenore di silice amorfa
• alta superficie specifica
I materiali pozzolanici quando miscelati con calce acquistano proprietà
leganti attraverso la seguente reazione:
pozzolana + Ca(OH)2 + H2O = CSH
Nei cementi pozzolanici la calce necessaria per reagire con la pozzolana
deriva dall’idratazione del clinker.
Le pozzolane si dividono in pozzolane naturali e pozzolane artificiali
(ceneri volanti e fumo di silice)
Cemento Portland + materiale pozzolanico
34. Pozzolana
Materiale incoerente, essenzialmente
vetroso, originatosi dal rapido
raffreddamento della lava proiettata in
aria durante una eruzione vulcanica
(materiale piroclastico), a base
prevalentemente di SiO2 e in quantità
minori di Al2O3
Pozzolana di Bacoli
(Ingrandimento 1000X)
Struttura vaculare vetrosa
35. Cementi Pozzolanici
La pozzolana naturale mostra pregi che sono
comuni a tutti i materiali descritti in seguito:
• Eliminazione di Ca(OH)2 per reazione con la silice reattiva
• Maggiori resistenze meccaniche per produzione di ulteriore C-S-H
• Riduzione porosità minore permeabilità maggior durabilità
• Minor calore di idratazione
36. Cementi Pozzolanici
L’idratazione dei cementi di miscela risulta
notevolmente più lenta di quella del cemento Portland,
in quanto la reazione tra pozzolana, calce ed acqua per
dare C-S-H è più lenta di quella che produce C-S-H a
partire da C2S e C3S.
Pertanto lo sviluppo delle resistenze meccaniche e
del calore di idratazione risulta più lento!!
A parità di lavorabilità, i cementi di miscela
richiedono sempre un quantitativo di acqua
maggiore rispetto ad un analogo cemento
Portland.
37. Ceneri di carbone (Fly Ash)
E’ una polvere recuperata, mediante filtri e/o separatori, dai
fumi di combustione delle centrali termiche a carbone.
La composizione è dipendente da quella del carbone e dalle
condizioni di combustione. Normalmente sono presenti elevate
concentrazioni in SiO2, Al2O3 e variabili in CaO.
E’ formata da microsfere (5-90 μm) che assumono natura
vetrosa (fino all’80-90%) in quanto si formano allo stato fuso
ad elevate T, e poi subiscono un brusco raffreddamento.
A seconda del contenuto in CaO possono essere materiali
pozzolanici o leganti idraulici nascosti.
38. Sottoprodotto della combustione
del carbone polverizzato nelle
centrali termoelettriche.
La composizione è dipendente da
quella del carbone e dalle
condizioni di combustione.
Normalmente sono alte in SiO2,
Al2O3 e variabili in CaO.
Ceneri Volanti (Fly Ash)
39. Ceneri Volanti (Fly Ash)
Struttura vetrosa e reattiva.
E’ formata da microsfere (1-100μm) vetrose (fino all’80–
90%) sulla cui superficie sono attaccati microcristalli
ematite, magnetite, mullite, quarzo e carbone
40.
41. Ceneri Volanti (Fly Ash)
La cenere volante può avere natura silico-alluminosa o silico-calcarea.
Secondo la norma UNI ENV 197/1, in base alla natura, si individuano due
tipologie di ceneri volanti:
la cenere volante silicea: residuo della combustione di carboni
bituminosi ed è la cenere volante disponibile in Italia. È costituita
essenzialmente da SiO2 (silice) e Al2O3 (allumina) reattivi. Si presenta sotto
forma di polvere finissima. La proporzione di CaO (ossido di calcio) reattivo
deve essere ≤ 5% in massa mentre il tenore di silice reattiva deve essere
≥ del 25% in massa.
la cenere volante calcica: residuo della combustione della lignite e dei
carboni sub-bituminosi. Non è disponibile in Italia. Contiene
essenzialmente allumina, silice e ossido di calcio reattivi. si presenta sotto
forma di polvere finissima con proprietà idrauliche e/o pozzolaniche.
L'ossido di calcio reattivo deve essere ≥ 5% in massa. Se i valori di ossido
di calcio sono compresi tra il 5 e il 15% la cenere volante calcica deve
avere un tenore di silice ≥25% in massa.
42. Cementi con Flyash
Vantaggi
• Prodotti d’idratazione e microstruttura simile a quella del c.
Portland
• Eliminazione del CH.
• Minor richiesta d’acqua.
• Maggiore lavorabilità grazie alla microstruttura sferica delle
particelle vetrose.
Svantaggi
• Presenza di carbone incombusto che scolorisce il cemento e
interferisce con gli additivi.
• L’idratazione della loppa è più lenta di quella del cemento. Questo
comporta basse resistenze meccaniche ai brevi tempi.
45. Fumo di silice
E’ un sottoprodotto del processo produttivo del Si metallico e
delle leghe Fe-Si. In questo processo una piccola quantità di SiO2
viene ridotta a SiO che passa nella fase gassosa da dove, un
volta riossidata, si separa sotto forma di polvere finissima a
struttura vetrosa.
E’ composto al 95-99.5% di microsfere vetrose (~0.1μm) e
quindi capace di riempire gli interstizi lasciati dal cemento.
Composto quasi esclusivamente da SiO2.
Le quantità aggiunte sono di solito intorno al 10% e devono
essere effettuate unitamente a quelle di additivi fluidificanti per
mantenere adeguate le caratteristiche di lavorabilità dell’impasto.
46. Fumo di silice
E’ un sottoprodotto del processo produttivo del silicio metallico e
delle leghe Fe-Si.
E’ composto al 95-99% da microsfere vetrose di dimensioni molto
ridotte (~ 0.1 μm) e quindi capaci di riempire gli interstizi lasciati
dal cemento (caratterizzato invece da dimensioni medie molto
maggiori, ~ 10 μm ).
E’ composto quasi esclusivamente da SiO2.
E’ un materiale pozzolanico.
47. Cementi con Fumo di silice
Vantaggi
• Prodotti d’idratazione simili a quelli del cemento Portland
• Eliminazione del Ca(OH)2
• Microstruttura più compatta con bassa permeabilità e alte
resistenze meccaniche.
Svantaggi
• Maggiore richiesta d’acqua (dovuta all’elevata finezza delle
particelle) compensabile con l’aggiunta di additivi superfluidificanti.
• Non può essere utilizzato in percentuali superiori al 10-15% per
non abbassare troppo la lavorabilità.
48. Loppa d’altoforno
Proviene dai processi di siderurgia, dalla reazione del CaO
presente nel calcare con le impurezze (silice ed allumina) presenti
nei minerali di ferro e nelle ceneri del carbon coke.
Di composizione molto variabile tra i vari altoforni, ma costante
all’interno del medesimo stabilimento. Di norma elevata in SiO2 e
spesso in Al2O3
Tramite raffreddamento rapido della loppa (o scoria) si forma in
un materiale che contiene dal 50% al 95% di scoria “vetrosa”,
molto reattiva.
49. Cementi d’Altoforno
Cemento Portland + loppa granulata d’altoforno (fino all’80%)
Composizione
SiO2 30-40%
CaO 38-40%
Al2O3 6-18%
FeO 0,5-1%
MnO 0,5-2%
S 0,5-2%
MgO 2-6%
1 ton ghisa→300-400 kg scoria
50. Cementi d’Altoforno
La loppa granulata d’altoforno ha proprietà idrauliche
LATENTI in quanto contiene:
• ossido di silicio
• ossidi di calcio
Loppa + H2O = nessuna reazione
Loppa + Ca(OH)2 (attivatore) + H2O = CSH
la calce necessaria per attivare la loppa deriva
dall’idratazione del clinker.
51. Cementi d’altoforno
Si possono produrre cementi con percentuali di loppa anche
superiori all’80% (i più comuni ne hanno circa il 45%)
Vantaggi
• Prodotti d’idratazione e microstruttura simile a quella del cem. Portland.
• Eliminazione di Ca(OH)2, con conseguente riduzione della porosità.
• Minor calore di idratazione (ancor più basso dei cem. pozzolanici).
• Resistenze meccaniche su tempi molto lunghi più elevate.
Svantaggi
• L’idratazione della loppa è più lenta di quella del cemento.
• Basse resistenze meccaniche ai brevi tempi.
52. Cementi di miscela: idratazione
1. Sviluppo più lento della resistenza iniziale;
2. Calore di idratazione più basso e con una velocità
inferiore;
3. Consuma alcali invece che produrli;
4. Affinazione dei pori e dei grani (miglioramento della
resistenza alla penetrazione di agenti aggressivi);
5. Tempi di maturazione molto lunghi (basse velocità di
idratazione soprattutto in climi freddi).
54. Cementi Pozzolanici
Dalla figura si evince come l’uso di cementi di miscela porti ad una
affinazione dei pori, grazie alla presenza di prodotti di idratazione della
pozzolana o della loppa che formano dei precipitati molto fini e
determinano una notevole riduzione della dimensione dei pori capillari.
Questo tipo di struttura porta ad una maggiore resistenza alla
permeazione di agenti aggressivi, specialmente in presenza di acqua
clorurate o solfatiche, per cui i cementi di miscela sono oggi preferiti al
portland soprattutto in ambienti marini.
Va osservato però che, a causa della minore velicità di idratazione di
questi cementi, è necessaria una stagionatura più lunga, altrimenti non
si ottiene la riduzione della porosità.
Cemento Portland + materiale pozzolanico