Standardization & digitalization of sewing operations
1. 1. OBJECTIVE: TO STANDARDIZE AND DIGITALIZE THE SEWING
OPERATIONS IN LEAN MODULES
1.1. INTRODUCTION
Standardised work procedures are suggested, approved and overseen by managers
and supervisors but are developed by the staff members performing the work. The
main objective of standardized work is to ensure employee safety and also to
remove the 8 lean wastes at the process level.
The baseline standardised work procedures should reflect the agreed upon best
practices of the work group: the one best way to perform the work today.
The benefits associated with the implementation of standardised work procedures
are:
1. Employee involvement and empowerment
2. Improved productivity without added stress
3. Improved, consistent quality
4. Reduction or elimination of errors and mistakes(cause of defects)
5. Work process stability
6. Increased employee safety
7. Improved cost management as wastes are reduced
8. Availability of a great tool for staff training
9. Visual Management- managers and supervisors can see when processes are
not operation normally.
The typical problems uncovered by standardized work procedures and its
development are:
1. Labour imbalances
2. Inadequate tools
3. Difficult work methods
4. Irregular work flow
5. Poorly defined work sequence
6. Poorly defined work responsibilities
7. Quality problems
8. Little or limited operator support
2. 1.2. METHODOLOGY
The Six Sigma DMAIC process methodology is a system that brings measurable and
significant improvement to existing procedures that are falling below standards. The
DMAIC methodology can be used when a process is in existence but still not
performing adequately.
There are five phases of DMAIC project methodology.
1. Define the problem and the project goals specifically.
2. Measure key aspects of current process and collect relevant data.
3. Analyse the data to investigate and verify cause-and-effect relationships.
4. Improve or optimize the current process based upon data analysis, and
standard work to create a new, future state process.
5. Control the future state process to ensure that any deviations from the target
are corrected before they result in defects
2. PHASE1:
2.1. OBJECTIVE
The main objective of this project is to standardise work procedures at operator
level i.e. for sewing operations and their digitalization.
Traditionally operated garments industries are facing problems like low productivity,
longer production lead time, high rework and rejection, low flexibility of style
changeover, etc. These problems can be overcome by the implementation of lean
tools. One such lean tool is the WORK STANDARDIZATION.
This project deals with the implementation of this particular lean tool at the sewing
operator level.
2.2. ANY STANDARD OPERATING PROCEDURE SOLVES THE
FOLLOWING PURPOSES:
1. SOP’s detail the daily recurring work processes that are to be conducted
within an organisation.
3. 2. They document the way the activities are to be performed to facilitate
consistent conformance to technical and quality system requirements and to
support data quality.
3. They may describe fundamental programmatic actions and technical actions
such as analytical processes, and process for maintaining, calibrating and
using equipment.
4. SOPs are intended to be specific to the organization or facility whose activities
are described and assist that organisation to maintain their quality control and
quality assurance processes and ensure compliance with governmental
regulations.
5. The development and use of SOPs minimises variation and promotes quality
through consistent implementation of a process or procedure within the
organisation even if there are temporary or permanent personnel changes.
6. SOPs can be used for personnel training program, since they provide detailed
work instructions.
7. It minimises opportunities for miscommunication and can address safety
concerns.
Ultimately, the benefits of a valid SOP are reduced work effort along with
improved comparability, credibility, and legal defensibility.
2.3. SIGNIFICANCE OF THE PROJECT:
1. The study of SOP will prove beneficial as the current procedures being
practiced in the industry will be examined and our theoretical knowledge of
the subject shall gain a practical exposure.
2. A comparison between the standard procedures and the actual being followed
will prove beneficial in listing the short comings of the current procedure being
followed.
3. The thorough study and examination of the process and procedures shall
provide us with a clear picture of the entire system of manufacturing.
3.1. PHASE 2 & PHASE 3:
4. 3.1.1. REQUIREMENTS
The basic required activities to complete this project were as follows:
1. Selection of the area in which this project will be executed.
2. Analysing the existing work procedures going on so as to find the root causes
of problems.
3. Analysis of the existing worksheets for respective sewing operations.
4. A complete data of all the General Sewing Data for all the operations in all the
styles being worked upon.
5. A clear understanding of all the codes and calculations mentioned in GSDs.
6. Solutions for operations that need to be simplified or standardised.
7. Practical implication of the solutions sorted out.
8. Difference between the existing and proposed work procedure.
9. Standardization of the best method.
10.Digitalization on the official website of Brandix Apparel India- Unit 1 so as to
make it standard all over.
3.1.2. RAW MATERIALS REQUIRED
1. List of all the styles running in the area selected to execute the project.
2. Existing worksheets for all the operations in all the styles selected.
3. General Sewing Data for all the operations in all the styles.
3.1.3. OPERATING PROCEDURE
There are in total 4 sections on the production floor of Brnadix Apparel India – Unit 1.
Each section consists of 16 modules which makes it to be 64 modules in total.
The implementation of Lean manufacturing is not very old to this industry i.e. it
started just a few months back so only a limited amount of modules are Lean
Modules. The total number of lean modules are on a count of 21. As this project is a
part of lean implementation in the industry the 21 lean modules were selected.
5. The total number of styles running in these 21 lean modules were 12 styles. The list
of styles running in 21 lean modules are listed below:
S.No Style Buyer Garment view
1 16044 VS PINK
2 16443 VS PINK
3 41184 VS LOGO
4 61414 VS LOGO
5 15859 VS PINK
6 16074 VS PINK
6. 7 20692 VS LOGO
8 61418 VS LOGO
9 43723 VS LOGO
10 21515 VS LOGO
11 16250 VS PINK
12 16223 VS PINK
7. An example of the standard worksheets followed in Brandix apparel India – Unit 1 is:
After the selection of the modules and styles began the analysis of current working
procedures and worksheets.
1. First thing that was noticed was that whatever worksheets were available for
every operation, maximum number of operators were not following it.
8. 2. The working procedures in some cases were such that the Lean Principle of
One-piece flow could not be followed.
3. For some of the modules the layout was inappropriate as the transportation of
garment was more or movement of employee was not ergonomically correct
and leads to fatigue
9. 4. Also it was noticed that the skill of employees wasn’t updated which led to
increase in the WIP in between the modules where the operator was not
skilled and this also increased number of reworks and rejections.
5. The workspace wasn’t properly utilised by the operators thereby decreasing
their area of movement of hands.
10. 6. The work procedure mentioned in the worksheets and their visual descriptions
weren’t clear hence making it difficult for the operators to understand and
follow.
7. For a similar operation in different modules the work procedure was different
signifying that either or none of them was standard.
8. The allowances given in terms of time was either too much or too less.
11. 9. For some styles worksheets didn’t exist. Previous styles that were a little bit
similar to the current style, their worksheets were used for the current style
even if some changes were required.
Next process was to go through a detailed study of the General Sewing Data so as
to understand all the codes and calculations for allowances to sum up the smv for
each operation and style.
4.1. What is GSD System?
General Sewing Data (GSD) is a PTS (Pre-Determined Time standards) based time
measuring system. GSD can be explained as:
“GSD provides a scientific, ethical and auditable approach to quantifying
manufacturing methods, times and costs and accurately and consistently establishes
International Standard Time for complete products (styles) or individual product
component (features). GSD provides the ability to establish and quantify each step
or operation in the manufacturing process”
GSD delivers:
1. Substantial time reduction for style costing and style introduction.
2. Improvement in overall consistency rates.
3. Evaluation and justification of new equipment methods.
4. Overall management of manufacturing standards data base.
12. 5. Efficiency of operator training via method specification
An example of GSD as used in the industry is:
13. For each operation in a particular style a different GSD was provided along
with a style file. A detailed study had to be done to understand the basis of
calculating SMV required for each operation and its breakdown.
In the GSD all the allowances are given based on the operation and its
criticality. The final smv is the sum of the total time required to complete the process
+ allowances given based on man and machine.
14. The next thing to go through were the GSD codes. Each and every operation can be
identified by a code mentioned at the starting of each operation breakdown.
The various GSD codes used are mentioned below:
S.NO CODE DESCIPTION
1 MG2T Match and Get 2 parts Together
2 MG2S Match and Get 2 parts Separately
3 FOOT (match) part(s) to machine Foot
4 MAPE Match and Add Parts with one
hand(Easy)
5 MAP1 Match and Add Parts with 1 hand
6 MAP2 Match and Add Parts with 2 hand
7 AM2P Align or Adjust 2 Parts
8 AJPT Align or Adjust 1 Part
9 ARPN Align and Reposition Parts
10 APSH Align or Adjust Parts by Sliding
11 FFLD Form Fold
12 FCRS Form Crease in folder part
13 FUNF Unfold or lay out
14 TCUT Trim-Cut with scissors(1st)
15 TCAT Trim- Additional Cut with scissors
16 TDCH Trim-De-Chain parts with scissors
17 APSH Aside-Push away
18 AS1H Aside-Part with 1 Hand
19 AS2H Aside- Part with 2 Hands
20 GP1E Get Part with 1 hand (Easy)
21 GP2H Get Part with 2 Hands
22 GPAG Get Part by Adjusting Grasp
23 PPAL Put Part to Approximate Location
24 PPOH Put Part to Other Hand
25 PPL1 Put Part Locate Once
26 PPL2 Put Part Locate Twice
15. After understanding and going through all the codes and their abbreviations, started
the calculation and conversion of GSD unit TMU into seconds so as to calculate the
smv of each operational breakdown.
TMU stands for Time Measuring Unit. The conversion factor of TMU to SEC. is
1 TMU= 0.033 sec
So if for an element in an operation TMU is 76 then it means that the particular
element requires (76*0.03) 2.508sec for its completion without any allowances.
After all the elements’ timing is converted from TMU to sec for a particular
operation, the sum of timings of all elements is calculated.
The sum that is obtained is the smv of that operation without any allowances.
After this the actual smv written at the end of the GSD for that operation is multiplied
by 60 to convert it into seconds.
The difference of the actual smv(mentioned in the GSD) and the obtained smv
gives the total allowances that are to be given for that particular operation. After this
the difference obtained is divided by the number of element breakdowns for that
particular operation and then the remainder is added to all the elements, thereby
giving allowance for all the elements and to the operation as a whole.
Example:
So,
S.NO TMU sec
1 107 3.21
2 38 1.14
3 61 1.83
16. 4 31.7 0.951
5 10 0.03
6 23 0.69
7
8 4.6 0.138
9 4.6 0.138
10 9.4 0.282
11 1.4 0.042
12 2 0.06
13 1.4 0.042
The total time will be 8.553sec.
The smv of the operation mentioned in the GSD is 0.1877 i.e. 11.262 sec.
So the total allowances given for this operation is: (11.262-8.553) = 2.709 sec
After we prepare the standard worksheet by merging some of the elements (as each
element can’t be individually presented) the difference will be divided by the number
of elements written down for the final worksheet. For instance if the total number of
elements in this case are taken to be 5 then allowance for each element will be
(2.709/5) = 0.5418 sec
This 0.5418 will be added to the time of each element and hence the final
time required will be calculated.
NOTE: Allowance will not be added in the sewing time as there is no change
in machine time if there are any human errors or issues. The machine working time
remains the same.
After going through a detailed understanding of the General Sewing Data, we
started to analyse the already existing worksheets and work procedures once again
but this time on the basis of the comparison with the GSD.
Some of the things that we had to keep in mind while going through this
complete process were:
1. Check if the operational breakdown as followed in the module is similar to
that of the GSD or not.
2. The machinery used for each operation should match with what is
mentioned in the GSD.
3. If there is any change in machinery, there should be a valid and
acceptable reason for the same.
17. 4. The elemental breakdown of each operation should have no element more
or less in comparison with the GSD. It can be less if it is directly or
indirectly beneficial to worker and production but cannot be more.
With all these instructions in mind, we started to work upon the modules.
Firstly, we had to check that the module we are visiting or the style we have to work
upon has an existing set of standard worksheets or not. For few styles either the
standard worksheets weren’t available or if they were available they won’t be
relevant to that style i.e. the standard worksheets will be of some similar style but not
that style in particular. In cases the standard worksheets were available, we went
through the operational breakdown as being followed in the module and compared it
with the GSD mentioned operational breakdown.
After this each and every operation was analysed thoroughly and difference
noted down if any found in comparison with the GSD. While analysing we also
noticed if there were any problems related to transportation or work procedure of
operators. If any such problems were found out and could be easily improved, they
were immediately worked upon and altered.
Some of the basic faults or errors found in the existing worksheets were:
1. Time allowed for an operation or an element in an operation was much more
than required and mentioned in the GSD.
- Existing STW
- GSD data
18. 2. Element eliminated in STW although it was mentioned in GSD
- Trimming mentioned in GSD
- No trimming element mentioned in STW
19. 3. Addition of an unnecessary element in an operation which is not required and
which is nowhere mentioned in GSD for that operation.
- Checking to be done as per STW
- Checking to be done is nowhere mentioned in GSD
20. 4. Machine (AUTO) time cannot change (increase or decrease) in any case
when compared with GSD as there are no allowance given for auto/machine
operating time
-STW machine time
- GSD Machine time
21. 5. The RPM (Rotations per minute) as mentioned in the STW did not match with
the RPM mentioned in GSD
- STW mentioned RPM
- GSD mentioned RPM
5.1. PHASE 4:
After analysing many more such points new standard worksheets were prepared
keeping in mind all the errors that occurred previously and made sure that they aren’t
repeated.
In case standard worksheets were not available for particular style and some similar
style’s standard worksheets were used, completely new standard worksheets were
prepared merely on the basis of GSD and physical analysis of operations in the
module.
22. With the understanding of GSD and using analytical skills we worked upon in total 12
styles out of which 4 styles didn’t had STW’s and 1 style had STW of a similar
style.
So, basically 3 types of situations have been handled during this project:
1. Styles having existing STWs.
2. Styles without STWs.
3. Styles with STW of a similar style.
An example of each situation is given below:
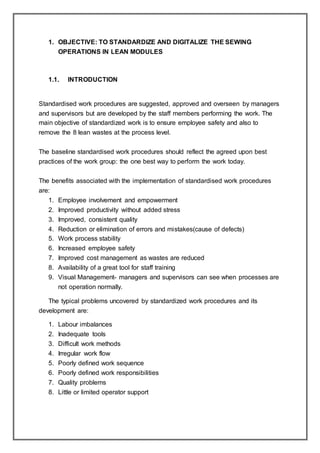
1. Styles with existing Standard Worksheets
Style No. – 41184
Buyer- Victoria’s Secret
Division – Logo
Style description- String Bikini
Garment smv= 2.468
Operational Breakdown
1. Conceal back gusset
2. Tack gusset to body
3. Stitch on gusset top
4. Attach leg elastic + close gusset
5. Attach waist elastic
6. Lace Join and Bar Tack
7. Label attach – with mark
8. Bow attach
In this particular style according to GSD there were 10 operations but in the module
there were only 8. This was due to the fact that they were doing 4 different
operations mentioned in GSD as a single operation. As per GSD operational
breakdown is:
1. Conceal back gusset
2. Tack gusset to body
3. Stitch on gusset top
4. Attach leg elastic + close gusset
5. Attach waist elastic
6. Trim waist elastic
23. 7. Join waist SNLS
8. Tack waist top- single – BT
9. Label attach- with mark
10.Bow attach
Operations of – Trim waist elastic, Join waist SNLS and Tack waist top – can be
easily worked upon a single machine- Bar Tack programmable machine as the stitch
type for both the stitching operation is the same- 301. So joining of waist elastic and
BT on waist top can be done simultaneously in same machine therefore, in the
standard worksheet these 3 operations were merged into 1 single operation. To
calculate the time factor for this situation out of three individual pick times, pick time
for one operation was taken. For RPM, the RPM mentioned for Bar tack operation
was considered as the machine used was Bar Tack machine.
Due to the merge of 3 operations into 1 operation the time required decreased and
hence the total smv decreased which is obviously beneficial both for operators and
the industry.
smv as mentioned in GSD for the complete style was- 2.775
So, the total time saved in minutes is – 0.307 minutes
The complete Standard Worksheets both old and new for this particular style are
given below along with GSD so as to make out what all changes have been made
and on what grounds.
24. 2. Styles without existing STWs
Style num.- 15859
Buyer- Victoria’s Secret
Division- Pink
Description- Thong
Garment smv- 3.1284
Operational Breakdown
1. Join front, back and gusset
2. Join 1st side seam
3. Attach waist elastic
4. Join 2nd side seam
5. Sew hem on leg
6. Trim excess
7. Attach interior label
8. Secure waist- BT
9. Iron
0
5
10
15
20
25
30
35
40
Conceal Back
Gusset
Gusset Tack Gusset Top
Stitch
Leg Elastic
Attach
Waist Elastic Lace BT Label Attach Bow Attach
Differencein SMV of each operation
Old STW Time New STW Time
25. For this particular style no standard worksheets were made. We physically
visited the module and each and every operation was analysed thoroughly so as to
see what conditions and machinery are available for operators to work and also to
know the existing working procedure.
After analysing new standard worksheets were prepared on working
conditions and comparing them with the available GSD.
3. Styles with STWs of similar styles
There were styles for which new standard worksheets were not prepared and
existing worksheets of some similar style or styles (with similar operations) were
used. As the standard worksheets were not of the particular style, obviously the time
factor was incorrect. So to improve this was almost like preparing new Standard
worksheets only on the basis of observation in module and GSD as done in situation
2.
Style num.- 43723
Buyer- Victoria’s Secret
Division- Logo
Description- Basic
Garment smv- 2.809
Similar style- 15523
Operational Breakdown:
1. Join front, back and gusset- Flatseam
2. 1st side seam
3. Waist elastic attach
4. 2nd side seam
5. Hem on legs
6. Trim excess
7. Label attach
8. BT on waist
26. Same process was followed for 9 more styles depending on the situation and
availability of STWs.
During this complete process there were some procedures that were processed in a
way that was incorrect or against the rules of lean manufacturing.
Some major changes made are as follows:
1. Style no- 15859
Operation- Label attach
Error- according to GSD the label should be attached with marking by
forming crease marks. But this procedure wasn’t followed practically. Due
to this few errors in label attaching were occurring.
0
10
20
30
40
50
60
Join Front,
back
&Gusset
1st side seam Waist elastic
attach
2nd side
seam
Hem on leg Trim excess Label attach BT on waist
Differencein SMV of each operation
Old STW time New STW time
27. Limitation- the fabric composition was such that formation of a crease
mark wasn’t possible.
Change- instead of forming crease mark, when the garment is placed on
the bar tack machine to attach label then both the side seams of the
garment should be matched under the machine bed. This would give the
exact centre point on the back waist and the label could be attached
without any deviation.
2. Style no- 16074
Operation- Leg top stitch
Error- in this operation the operators were stitching 3 pcs in a flow and
then passing onto the next operator. This often led to the idle time of the
next operator. Also this procedure is against lean as one-piece flow is a
part of lean.
Old Procedure- attaching
label withoutany
marking
NewProcedure-
attachinglabel with
matchingSide seams
undermachine bed
28. Limitation- the style is a thong style so turning the garment to sew on
other leg after completing one side is a little difficult and if it is done there
will be loss of elastic.
Change- instead of stitching 3 pieces together and keeping the next
operator idle the operator could stitch the one leg and then feed in another
garment. After completing one leg of the second garment she can easily
turn the garment and stitch the other leg of the first garment after
completing the second leg she can feed the second leg of the second
garment and the dechain the 1st garment and pass it to the next operator.
After completing second leg of the second garment she can feed on the
third garment and continue the same process. This will end the idle time of
next operator and lean can also be followed.
Old Procedure-
stitching3 pcs
togetherina flow
29. 3. Style no- 16223
Operation- Leg Lace attach
Error- in this procedure the operator was not passing on the garment
even after completing the piece. She was completing two garments in
continuation and then passing it to next operator. This was resulting in
next operator’s waiting time.
*There was no limitation in this case. It was a case of discipline and
understanding of the procedure and Lean Rules about which the operator
was not clear.
Change- the operator was asked to change her working procedure and
pass on the garment soon after its completion.
NewProcedure- De-
chainingone piece
aftercompletingand
thencarryingon with
the nextpiece.
30. 4. Style no- 42723
Operation- 1st side seam
Error- similar to previous one there was a discipline error as the operator
was not passing on the piece to the next operator even after the
completion of one piece. She was passing on 2 pieces at a time. This
increased the WIP of the next operator as the next operation was a critical
operation.
Old Procedure- De-
chainingone piece
aftercompleting2
piecesina flow.
NewProcedure- De-
chainingone piece
aftercompletingand
thencarryingon with
the nextpiece.
31. Change- the operator was asked to change her working procedure and
pass on the garment soon after its completion.
PHASE 5:
6.1. DIGITALIZATION
For each and every style digitalization was done by uploading the complete
details of the style- all the Standard Worksheets along with garment view,
Old Procedure-
disposingoff 2pieces
togetherinsteadof 1
NewProcedure-
Disposingone piece
aftercompletingand
thenpickingupthe
nextpiece.
32. operational view and the video for each operation the video portal of the official
website of Brandix Apparel India- Unit I.
This digitalization is useful both in long term and short term. It will be like a
future reference for training programs. It will make it easier for trainers to train
operators according to the standards as all the worksheets with timeline and videos
will be available.
The complete flow of uploading styles on the video portal is as follows:
1. Visit the main page of website- SHOP FLOOR CONTROL SYSTEM
33. 2. Select the option of workplace to view areas and streams related to the
sewing floor
3. Go to Workstudy option in workplace and select “SOP VIDEO PORTAL-
VIDEO PORTAL”
34. 4. Now fill in the details about the style no. Buyer Division , module no, and the
name of the operator.
5. After updating all the details the video will be uploaded on the video portal and
then it can be viewed whenever necessary and needed.
35. RESULTS
CONCLUSION
This project was a great learning experience as it helped us to have a
practical experience of our theoretical knowledge about or subject related to
Standardization of sewing operations and work procedures.
For this project we underwent 12 different styles hence it was very useful as
we faced various different situations and learnt how to tackle them.
This project was also very useful for the industry also as they have a
database of styles which they can use whenever the need for such arises. The
digitalization of all the styles worked upon made the work procedures standard all
over. They can be used to refer if same styles are repeated or if new operators are to
be trained.