
Recommandé
Contenu connexe
Similaire à Types of Breakout in Continuous Casting Machine.pdf
Similaire à Types of Breakout in Continuous Casting Machine.pdf (20)
Plus de Kerri Zhang
Plus de Kerri Zhang (14)
Dernier
Dernier (20)
Types of Breakout in Continuous Casting Machine.pdf
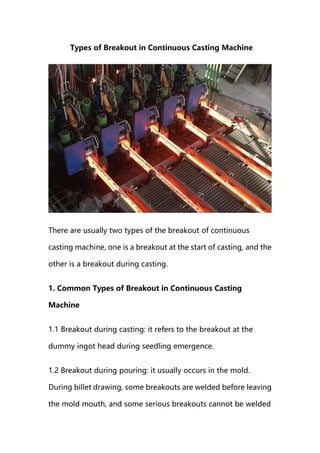
- 1. Types of Breakout in Continuous Casting Machine There are usually two types of the breakout of continuous casting machine, one is a breakout at the start of casting, and the other is a breakout during casting. 1. Common Types of Breakout in Continuous Casting Machine 1.1 Breakout during casting: it refers to the breakout at the dummy ingot head during seedling emergence. 1.2 Breakout during pouring: it usually occurs in the mold. During billet drawing, some breakouts are welded before leaving the mold mouth, and some serious breakouts cannot be welded
- 2. in the mold, resulting in real breakouts; However, sometimes when the mold, foot roll, and No. 0 section are seriously misaligned, steel leakage will occur at the lower mouth of the mold at a high drawing speed; Because of local slag curling, the breakout can even occur at the lower part of section 0. 2. Causes of Breakout 2.1 The performance of the mold powder is poor, (melting point, dissolution rate, and viscosity) the liquid slag cannot flow into the air gap evenly, resulting in uneven heat conduction, uneven solidified shell, and longitudinal cracks; Because a good liquid slag layer cannot be formed, the lubrication state between the mold and the billet shell becomes poor, the friction increases and the billet shell generates transverse cracks, which can lead to steel leakage. 2.2 The cleanliness of molten steel is poor, and a large number of inclusions float up into the mold flux, causing changes in the performance of the mold flux. Especially, if the aluminum content in the molten steel is too high, it is very easy to cause the mold flux to change.
- 3. 2.3 The casting speed or temperature fluctuates greatly, which makes the mold powder unable to adapt to the rapid change of pouring conditions. 2.4 The slag pusher did not add protective slag as required, and the liquid surface was not evenly covered, which caused poor performance of protective slag. 2.5 Improper insertion depth of submerged nozzle causes poor flow field in the mold, poor melting of mold flux, and even slag entrainment, which may lead to steel leakage. 2.6 Improper size design of submerged nozzle will cause poor flow of local molten steel and even produce bias flow. 2.7 The liquid level is unstable and fluctuates greatly, which destroys the normal inflow of mold flux and the formation conditions of the primary shell at the meniscus. 2.8 The steel pouring operation is not standardized: the protective slag is not evenly added; The slag picking bar is too deep, which destroys the primary shell; Insufficient or excessive gas supply to AR, resulting in rigid liquid level or large turnover.
- 4. 2.9 Composition of molten steel: peritectic steel and crack-sensitive steel, with high S and P contents. 2.10 The main reasons for steel leakage during casting are that the dummy head is not blocked properly or the casting is too fierce, and the blocking materials are scattered, resulting in the leakage of molten steel from the joint between the dummy head and the copper plate, resulting in leakage or immobility. 2.11 The copper plate surface of the mold is damaged, and the gap at the junction of the wide and narrow copper plates of the mold is too large, resulting in the hanging of steel in the mold. 2.12 Improper taper of mold and poor stress state of solidification shrinkage. 2.13 The vibration system generates polarization, the shell is damaged by an external force, the parameters of the vibration system are set unreasonably, and the drawing speed range of reasonable values of negative slippage time and negative slippage rate is too narrow.
- 5. 3. Introduction to the Main Types of Breakout in Continuous Casting Machine 3.1 Open Casting Steel Leakage 3.1.1 The dummy ingot is not well sealed, the paper rope is loose, and the molten steel leaks from its gap; When the paper rope is damp, it will explode when it meets with molten steel, and the molten steel will leak from the gap. 3.1.2 The iron chip layer is too thin, causing molten steel to burn the paper rope and seep through the gap; If the iron chip layer is too thick, the strength of the billet head will be insufficient and the billet shell will be broken; The scrap iron is damp, greasy or sundries, and explodes or burns when it meets with molten steel. After the molten steel burns the paper rope, it seeps out from the gap or the strength of the billet head is insufficient, and the billet shell is broken. 3.1.3 The following problems exist in the operation: the large flow of open cast steel, scattering of iron filings or splashing of molten steel on the crystal wall and corner joints to form steel inclusions; If the starting speed is too fast and exceeds 0.1m/min
- 6. each time, the green shell can not bear its tensile force; Foreign matters enter the mold and bite into the primary shell. 3.2 Crack Steel Leakage Serious longitudinal and angular cracks occur in the mold. When the cooling strength of the billet is not enough to withstand the hydrostatic pressure of steel and various external forces, steel leakage will occur. If this steel leakage accident occurs in the sector section, it will be very harmful to the equipment. Longitudinal cracks or corner cracks are easy to occur due to the uneven cooling of the slab caused by the blocking of the water gap of the mold, the excessive angular gap, the excessive fluctuation of the liquid level, the poor arc alignment of the backup roll, and the composition reasons. If the crack strength can not withstand the static pressure of the liquid steel in the slab, a crack leakage accident will occur. 3.3 Bonding Breakout Bonded breakout is the main breakout form in continuous casting production. According to statistics, bonded breakout accounts for more than 50% of many breakouts. The so-called bonding is caused by the fluctuation of mold liquid level. There
- 7. is no liquid slag between the solidified shell of the meniscus and the copper plate. In serious cases, bonding occurs. When the billet drawing resistance increases, the bond will be broken and spread downward and on both sides, forming a typical "V" shaped tear line, and steel leakage will occur after leaving the mold mouth. The obvious feature is that the thickness of the billet shell at the breakout position is not uniform, and the billet shell at the bonded breakout position is abnormally thickened due to the continuous tearing, welding and re-tearing of the billet shell, accompanied by layering and superposition. 4. Prevention of Breakout in Continuous Casting Machine 4.1 Steel Leakage Caused by Poor Melting of Protective Slag 4.1.1 It is required that the spreading property of the protective slag powder is good, and the slag surface is flat and uniform; 4.1.2 The slag surface is active with small flames beating evenly; 4.1.3 The slag layer has a uniform three-layer structure: a powder slag layer of about 30mm, a sintering layer of about 5mm, and a
- 8. liquid slag layer of about 15mm. If it is found that there are sintered blocks on the slag surface, the slag surface is dead black, there is no bright spot, no small flame jumps out, the slag layer measured is less than 5mm, the slag strip is large and uneven, and it is not easy to be separated from the mold wall automatically, it is necessary to adjust the slag immediately, otherwise, steel leakage may occur soon. 4.1.4 The casting slab surface vibration marks of the mold powder with good performance are clear and neat, shallow and uniform in width, smooth and smooth on the surface, without slag particle adhesion and small leakage. If the vibration marks are found on the surface of the casting slab before the breakout, which is disordered, different in width, width, depth and shallowness, or inclined, the slag particles on the surface are bonded, and there are convex and concave surfaces with small leakage welding, it can be basically judged that the breakout is caused by the problem of mold flux according to the above slag surface status. 4.1.5 Select the mold flux with the melting point, melting speed, and viscosity suitable for the working condition of the caster, improve the purity of molten steel, do a good job in the whole
- 9. protective casting, and reduce the impact of floating inclusions on the performance of the mold flux, stabilize the pulling speed, and strictly control the overheating of molten steel in the tundish. 4.2 Measures to Prevent Steel Leakage by Bonding: 4.2.1 Accuracy of equipment: vibration parameters such as mold taper, the surface flatness of copper plate, and vibration table deflection shall meet the requirements of theoretical design. 4.2.2 Operation level of the production workers: strictly implement the process operation procedures, and the operation process is also a process of experience accumulation. Any bonded breakout has its appearance. Observation is very important. The change of flame reflects the change of flow field in the mold. In case of abnormal conditions, first slow down and press emergency stop if necessary! 4.2.3 Monitor the use of the flux to ensure the good lubricating performance of the flux. The thickness of the liquid slag layer shall be kept at 8-15mm, the consumption of protective slag
- 10. shall not be less than 0.4kg/t steel, and the caking in slag shall be timely fished out. 4.2.4 Select the appropriate drawing speed for different steel types, and the variation range of drawing speed should be small. 4.2.5 Adopting nonsinusoidal vibration. Compared with sinusoidal vibration, nonsinusoidal vibration of the mold will prolong the negative slippage time, increase the negative slippage amount and reduce the positive slippage time, thus ensuring the "welding" degree of the billet, increasing the consumption of mold flux, and reducing the friction resistance. Looking for a continuous casting machine, please feel free to contact me. Email: inquiry88@hanmetallurgy.com; kerrirollingmill@gmail.com. WhatsApp & WeChat: +8618392033938.. Website: www.hanmetallurgy.com; www.hanrm.com.