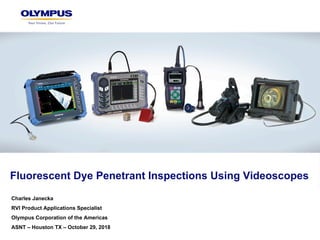
Fluorescent Dye Penetrant Inspections Using Videoscopes
•
4 j'aime•2,086 vues

Fluorescent dye penetrant inspection (FPI) - Visual inspection technique - Well established - Covered by several ASTM standards - E1417 - E3022 Some modern videoscopes now include a UV light source to expand how FPI is used in inspecting: - Castings - Aviation engines - Automotive frames - Many others Current standards for FPI - Inspections done at a longer distance - Use a larger light source - Where the human eye is the imaging tool

Recommandé
Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à Fluorescent Dye Penetrant Inspections Using Videoscopes
Similaire à Fluorescent Dye Penetrant Inspections Using Videoscopes (20)
Plus de Olympus IMS
Plus de Olympus IMS (20)
Dernier
Dernier (20)
Fluorescent Dye Penetrant Inspections Using Videoscopes
- 1. Fluorescent Dye Penetrant Inspections Using Videoscopes Charles Janecka RVI Product Applications Specialist Olympus Corporation of the Americas ASNT – Houston TX – October 29, 2018
- 2. Introduction
- 3. • Current standards for FPI • Inspections done at a longer distance • Use a larger light source • Where the human eye is the imaging tool Introduction • Some modern videoscopes now include a UV light source to expand how FPI is used in inspecting: • Castings • Aviation engines • Automotive frames • Many others Introduction • Fluorescent dye penetrant inspection (FPI) • Visual inspection technique • Well established • Covered by several ASTM standards • E1417 • E3022
- 4. A Brief History of Fluorescent Dye Penetrant Inspection
- 5. • FPI — Identify very small cracks • Forged parts after they have cooled • Regular use (specifically at the intersection of beams and members) • FPI often used in manufacturing and maintenance settings A Brief History of Fluorescent Dye Penetrant Inspection
- 6. FPI is performed in six basic steps: A Brief History of Fluorescent Dye Penetrant Inspection
- 7. FPI is performed in six basic steps: 1. Clean the material a) Surface contaminants can impede the capillary action A Brief History of Fluorescent Dye Penetrant Inspection
- 8. FPI is performed in six basic steps: 2. Apply the penetrant a) Levels from low sensitivity to high: ½, 1, 2, 3, and 4 b) Different types will not be discussed here c) Let it sit (dwell) for up to 30 minutes A Brief History of Fluorescent Dye Penetrant Inspection
- 9. FPI is performed in six basic steps: 3. Remove excess penetrant a) Only the dye that has crept into the cracks remains b) Different chemicals are used depending on the type of penetrant A Brief History of Fluorescent Dye Penetrant Inspection
- 10. FPI is performed in six basic steps: 4. Apply the developer (not always) a) The developer “pulls” the penetrant out of the cracks A Brief History of Fluorescent Dye Penetrant Inspection
- 11. FPI is performed in six basic steps: 5. Inspect the part a) Inspector uses UV light b) Cracks will glow c) Standards are discussed later in the presentation A Brief History of Fluorescent Dye Penetrant Inspection
- 12. FPI is performed in six basic steps: 6. Complete cleaning a) The part is thoroughly cleaned to remove all penetrant A Brief History of Fluorescent Dye Penetrant Inspection
- 13. • Most FPIs involve a large UV light source • Often, the entire part is covered in penetrant and developer • A large cone of UV is shone on the part • Look all around the outside • Must be in a darkened area A Brief History of Fluorescent Dye Penetrant Inspection
- 14. • FPI is very effective • Uses a large and powerful UV light source • Covers large portions of the part • Bright UV light makes the cracks glow at a distance • Biggest drawback: • Inspectors cannot see any channels or stress points hidden by the geometry of the part A Brief History of Fluorescent Dye Penetrant Inspection
- 16. • Videoscopes — remote visual inspection (RVI) tool • The ‘remote’ aspect of RVI solves the drawback of not being able to see completely because of the geometry of the part • Adding RVI to FPI can make the inspection more complete Videoscopes with Ultraviolet Capabilities
- 17. Videoscopes with Ultraviolet Capabilities • This enables inspection inside of a part • The insertion tube needs to generally be 4 mm to 6 mm • This size is the largest technical hurdle of videoscopes • Videoscopes use a tiny charge-coupled device (CCD) image sensor • The CCD is at the end of a long insertion tube • The image is translated onto a screen for the user
- 18. • An increase in heat increases the frequency of the electromagnetic radiation • A human body radiates in the infrared range • An incandescent bulb radiates in the visible light range Videoscopes with Ultraviolet Capabilities • Light can be electrically generated in a variety of ways • The first light bulbs involved heating a thin material • They approximate a black body radiator • Anything hotter than absolute zero radiates energy
- 19. • We need a good CCD and enough light in a very small space • Halogen bulbs used to generate light and then transmit it through a light guide • They were ineffective as they lost a lot of energy to heat • The greater the light intensity, the greater the heat • The higher the frequency, the greater the heat Videoscopes with Ultraviolet Capabilities
- 20. • Many modern videoscopes use LED lights • Often transmitted through a light guide • LEDs generate light through electroluminescence • Different than black body radiation • Generate very little heat Videoscopes with Ultraviolet Capabilities • Different semiconductor materials are needed for different frequencies • LEDs can now generate true UV at the intensity needed for small spaces https://en.wikipedia.org/wiki/Light-emitting_diode
- 21. • Handheld UV light sources have been in use for a long time • Several advantages that handhelds have over videoscopes: • There is space for a large array of LEDs • Larger battery to meet larger LED’s power requirements • Videoscopes do not have this space • Videoscopes also need power for: • The screen • CCU • Processor • Memory functions • Light source • Articulation motors • And other components Videoscopes with Ultraviolet Capabilities
- 22. • Videoscopes can expand FPI inspections • Videoscopes with UV lights are used in the same manner as white light • The end is then articulated to the area of interest Videoscopes with Ultraviolet Capabilities
- 23. • The UV light is projected in the same field of view as the lens • If a crack is present, the UV light causes the crack to fluoresce • The videoscope picks up the glowing crack • The image is transmitted to the screen Videoscopes with Ultraviolet Capabilities
- 26. Fluorescent Dye Penetrant ASTM Standards as They Apply to Videoscope Inspections
- 27. • This is all basic FPI info • Rudimentary and academic for RVI • The situational aspects of the system matter • They are generally taken for granted and presumed • RVI in FPI is very different from most historical FPI Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 28. • For most of FPI: • An inspector uses a large and powerful UV light source • They use the UV light several inches from the part • They use their eyes to observe the fluorescing cracks Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 29. • When using FPI with RVI (a videoscope): • The UV light source is not as powerful • The insertion tube is inside the part • The UV light only travels a couple of inches • Any fluoresced cracks are ‘observed’ by a manufactured lens and CCD chip assembly Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 30. • One of the biggest differences is between the human eye and the RVI imaging system • RVI’s lensing is smaller than the human eye • The sensor projecting the image is also smaller • The amount and intensity of light going through each system are different • The light projection and imaging are directly next to each other in RVI • The current standards presume using the human eye Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 31. • ASTM E 1417 (-99 current rev) is the standard for the procedures discussed • It is titled “Standard Practice for Liquid Penetrant Examination” • Within this standard, there are many sections that will not be listed here • We will focus on the UV light and how it pertains to videoscope FPI inspections Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 32. • ASTM E1417 Paragraph 6.6.1: • “For stationary fluorescent dye examination, Type I, the ambient visible light background shall not exceed 2fc (20 lux) at the examination surface. The black lights shall provide a minimum of 1000 µW/cm2 at the examination surface. Black lights shall meet the requirements of 7.8.5.1.” • Three concerns are noted here, and each will be addressed separately Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 33. • “[T]he ambient visible light background shall not exceed 2fc (20 lux) at the examination surface.” • Not an issue with videoscope inspection • Commonly performed in the interior of a part • If there is a concern, a simple covering can be placed over the port Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 34. • “The black lights shall provide a minimum of 1000 µW/cm2 at the examination surface.” • Previous revisions dictated a specific distance • Examination distance and light projection distance are the same in RVI • Was very difficult for videoscopes • Today, many videoscopes can achieve 1000 µW/cm2 at around an inch • One inch is an acceptable RVI distance Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 35. • “Black lights shall meet the requirements of 7.8.5.1.” • Paragraph 7.8.5.1: • “Blacklights, portable, handheld, permanently mounted, or fixed, which are used to inspect parts, shall be checked for output at the frequency specified in Table 1 and after bulb replacement. […] Minimum acceptable intensity is 1000 µW/cm2 (10 W/m2) at 15 in. (38.1 cm) from the front of the filter to the face of the sensor.” Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 36. • No industrial videoscope can project such UV power at 15 inches • However, this is not a concern for RVI • The first section “portable, handheld, permanently mounted, or fixed” limits the scope of the standard • It does not reference videoscopes • For UV power on RVI, the ASTM E3022 standard needs to be referenced Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 37. • ASTM E3022 — “Standard Practice for Measurement of Emission Characteristics and Requirements for LED UV-A Lamps Used in Fluorescent Penetrant and Magnetic Particle Testing.” • It lists the types of UV light sources and how they are to be measured • Many different types are referenced • In section 1 “Scope,” paragraph 1.3: • “[T]his practice is only applicable for UV-A LED lamps used in the examination process. This practice is not applicable to mercury vapor, gas-discharge, arc, or luminescent (fluorescent) lamps or light guides (for example, borescope light source).” • RVI is not under the purview of calibration standards Fluorescent Dye Penetrant Standards as They Apply to Videoscope Inspections
- 39. • FPI is a well-established method of visually inspecting small cracks • Most of the history of FPI involves an inspector using a large, handheld UV light source and directly visually observing any cracks several inches away • Videoscopes now have UV LEDs of sufficient intensity to supplement common FPI • There are many stringent standards for FPI • Videoscopes being used for FPI meet some of these standards Summary and Conclusion
- 40. • Many, if not most, UV lights in RVI meet E1417 Paragraph 6.6.1 • “the ambient visible light background shall not exceed 2fc (20 lux) at the examination surface. The black lights shall provide a minimum of 1000 µW/cm2 at the examination surface” • No UV light in RVI (that I know of) meets E1417 Paragraph 7.8.5.1: • “Blacklights, portable, handheld, permanently mounted, or fixed, which are used to inspect parts, shall be checked for output at the frequency specified in Table 1 and after bulb replacement. […] Minimum acceptable intensity is 1000 µW/cm2 (10 W/m2) at 15 in.” • “That I know of” • This technology is still new and rapidly improving • Still would be very surprised at this intensity • No current ASTM standard for these videoscope UV light sources • We have seen some customers develop their own standards Summary and Conclusion
- 41. Thank You