1. NAME OF EXPERIMENT: ANNEALING
OBJECTIVE OF EXPERIMENT: STUDY THE EFFECT OF
ANNEALING ON THE MICROSTRUCTURE AND THE
MECHANICAL PROPERTIES
Devices used:
1. Light microscope
2. Brass specimens that have undergone annealing at different
time periods and temperatures
Theory ANNEALING STEPS:
»Recrystallization: nucleation and growth of new grains
»Driving force: difference in internal energy between strained
And Unstrained
»Grain growth: -- short-range diffusion Extent of recrystallization
depends on temperature and time.
»Recrystallization is slower on alloys
2. 1. How does annealing effect grains?
During a recrystallization anneal, new grains form in a cold-worked metal.
These new grains have a greatly reduced number of dislocations compared to
the cold-worked metal. This change returns the metal to its pre-cold-worked
state, with lower strength and increased ductility.
With continued time at the annealing temperature, some of the newly formed
grains grow at the expense of neighboring grains. There is some further
decrease in strength and increase in ductility as the average grain size
increases during the grain growth phase of the annealing process.
The final grain size depends on the annealing temperature and annealing
time. For a particular annealing temperature, as the time at the temperature
increases the grain size increases. For a particular annealing time, as the
temperature increases the grain size increases. A piece of metal with large
grains has lower strength and more ductility than a piece of metal of the same
alloy with smaller grains.
3. The figure shows micrographs of a brass alloy that was cold-rolled to 50% of
its original thickness and annealed at two different temperatures. Figure (a)
shows the microstructure of the cold rolled sample. Figure (b) shows the
microstructure of a sample that was cold rolled and then annealed at 1022 °F
(550 °C) for 1 hour. Figure (c) shows the microstructure of a sample that was
cold rolled and then annealed at 1202 °F (650 °C) for 1 hour.
The cold-rolled sample had a yield strength of 80 ksi (550 MPa). The sample
that was annealed at 1022 °F (550 °C) for 1 hour had yield strength of 11 ksi
(75 MPa). Many small grains are present in this sample. The sample that was
annealed at 1202 °F (650 °C) for 1 hour had yield strength of 9 ksi (60 MPa).
Fewer, large grains were present in this sample compared to the sample in
Figure (b).
4. 2. Is it possible to predict the recrystallization
temperature for a metal? If so then how?
Recrystallization is the formation of a new set of strain-free and equiaxed grains
(i.e., having approximately equal dimensions in all directions) that have low
dislocation densities and are characteristic of the pre–cold-worked condition. The
driving force to produce this new grain structure is the difference in internal
energy between the strained and unstrained material. The new grains form as very
small nuclei and grow until they completely consume the parent material,
processes that involve shortrange diffusion. Several stages in the recrystallization
process are represented in Figures 8.21a to 8.21d; in these photomicrographs, the
small, speckled grains are those that have recrystallized. Thus, recrystallization of
cold-worked metals may be used to refine the grain structure. Also, during
recrystallization, the mechanical properties that were changed as a result of cold
working are restored to their pre–cold-worked values; that is, the metal becomes
softer and weaker, yet more ductile. Some heat treatments are designed to allow
recrystallization to occur with these modifications in the mechanical
characteristics The extent of recrystallization depends on both time and
temperature. The degree (or fraction) of recrystallization increases with time, as
may be noted in the photomicrographs shown in Figures 8.21a to 8.21d. The
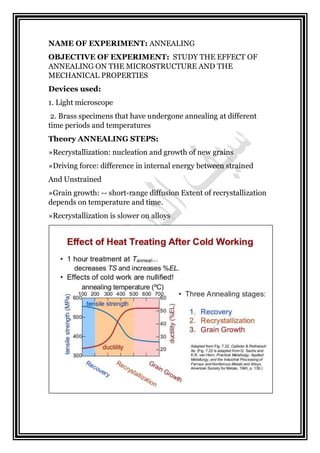
explicit time dependence of recrystallization The influence of temperature is
demonstrated in Figure 8.22, which plots tensile strength and ductility (at room
temperature) of a brass alloy as a function of the temperature and for a constant
heat treatment time of 1 h. The grain structures found at the various stages of the
process are also presented schematically. The recrystallization behavior of a
particular metal alloy is sometimes specified in terms of a recrystallization
temperature, the temperature at which recrystallization just reaches completion
in 1 h. Thus, the recrystallization temperature for the brass alloy of Figure 8.22 is
about 450C (850F). Typically, it is between one-third and onehalf of the absolute
melting temperature of a metal or alloy and depends on several factors, including
the amount of prior cold work and the purity of the alloy. Increasing the
percentage of cold work enhances the rate of recrystallization, with the result that
the recrystallization temperature is lowered, and it approaches a constant or
limiting value at high deformations; this effect is shown in Figure 8.23.
Furthermore, it is this limiting or minimum recrystallization temperature that is
normally specified in the literature. There exists some critical degree of cold work
below which recrystallization cannot be made to occur, as shown in the figure;
typically, this is between 2% and 20% cold work. Recrystallization proceeds more
rapidly in pure metals than in alloys. During recrystallization, grain-boundary
motion occurs as the new grain nuclei form and then grow. It is believed that
impurity atoms preferentially segregate at and interact with these recrystallized
grain boundaries so as to diminish their (i.e., grain boundary) mobility's; this
results in a decrease of the recrystallization rate and raises the recrystallization
temperature, sometimes quite substantially. For pure metals, the recrystallization
temperature is normally 0.4Tm, where Tm is the absolute melting temperature; for
some commercial alloys it may run as high as 0.7Tm.
5.
6. 3. State how residual stresses are formed and how they are
relieve?
When work pieces are subjected to plastic deformation that is not uniform
throughout the part, they develop residual stresses.
These are stresses that remain within a part after it has been formed and all
the external forces (applied through tools and dies) are removed; a typical
example is the bending of a metal bar.
The bending moment first produces a linear elastic stress distribution As the
external moment is increased, the outer fibres in the bar reach a stress level
high enough to cause yielding. For a typical strain-hardening material, the
stress distribution shown in Figure is eventually reached, and the bar has
undergone permanent ending.
Let’s now remove the external bending moment on the bar. Note that this operation
is equivalent to applying an equal but opposite moment to the bar; consequently, the
moments of the areas oab and oac in Figure.
must be equal. Line oc,which represents the opposite bending moment, is linear,
because all unloading and recovery is elastic
7. The difference between the two stress distributions gives the residual stress pattern
within the bar, as is shown in Figure. Note the presence of compressive residual
stresses in layers ad and oe, and the tensile residual stresses in layers do and ef
Because there are no external forces applied, the internal forces resulting from these
residual stresses must be in static equilibrium. Although this example involves only
residual stresses in the longitudinal direction of the bar, in most cases these stresses
are three dimensional.
Residual stresses can be remove by a number of methods. One way is to heat
the material to a temperature at which the yield strength is diminished. Then
when the object cools, no stresses will remain above that thermally reduced
yield strength.
Another method used on rolled bar and plate stock is to stretch the material
using sufficiently large hydraulic cylinders so that the entire cross section goes
into yield at 1% - 3% strain. Then when the load is removed little or no
residual stresses remain. For example, when this is used on some solution
annealed aluminum alloys and then the material is age hardened, it is
designated T651 temper. This provides bar stock that will deform minimally as
material is removed from it by machining.