MET 105 Module 2
•Télécharger en tant que DOCX, PDF•
3 j'aime•1,697 vues

The document discusses various methods of non-destructive testing (NDT) used to inspect equipment and products for defects or deterioration without dismantling them. It describes common NDT techniques like visual inspection, liquid penetrate testing, magnetic particle testing, ultrasound testing, vibration analysis, infrared imaging, and X-ray testing. The techniques analyze factors like surface cracks, corrosion, material density variations, and component temperatures to predict failures and maintenance needs. NDT allows for safe inspection and condition monitoring to improve equipment reliability.

Recommandé
Contenu connexe
Tendances
Tendances (20)
En vedette
En vedette (19)
Similaire à MET 105 Module 2
Similaire à MET 105 Module 2 (20)
Plus de Ibrahim AboKhalil
Plus de Ibrahim AboKhalil (19)
MET 105 Module 2
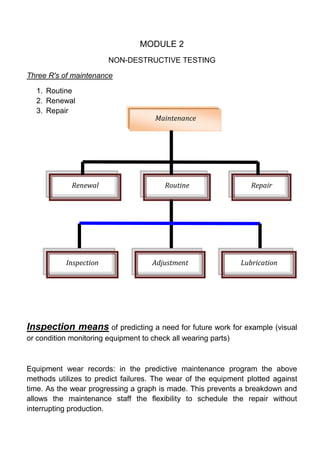
- 1. MODULE 2 NON-DESTRUCTIVE TESTING Three R's of maintenance 1. Routine 2. Renewal 3. Repair Maintenance Renewal Routine Repair Inspection Adjustment Lubrication Inspection means of predicting a need for future work for example (visual or condition monitoring equipment to check all wearing parts) Equipment wear records: in the predictive maintenance program the above methods utilizes to predict failures. The wear of the equipment plotted against time. As the wear progressing a graph is made. This prevents a breakdown and allows the maintenance staff the flexibility to schedule the repair without interrupting production.
- 2. Non-destructive testing To know the amount of deterioration in a piece of equipment or the condition of finished product without destroying or dismantling the product. Types of Non-destructive testing 1. Liquid penetrate 2. Magnetic particles 3. Ultra-sound 4. Visual inspection 5. Vibration analysis 6. X-ray 7. Thermography Visual inspection Basic principle: Illuminate the test specimen with light Examine the specimen with the eye Used to: To magnify defects which can not be detected by the unaided eye To assist in the inspection of defects To permit visual check of areas not accessible to unaided eye Advantage Most widely used of all nondestructive tests Simple, easy to apply, quickly carried out and usually low in cost
- 3. Visual inspection equipment Magnifying glass Magnifying mirror Microscope Bore scope Flexible fiber optic bore scope Video image scope
- 4. Liquid penetrate (LP) Principle: The surface part under evaluation is coated with a penetrant in which a visible or dye is dissolved the penetrant is pulled into surface defects by capillary action After a waiting period to insure the dye has penetrated into the cracks, the excess penetrant is cleand from the surface of the sample. A white powder called developer is the sparyed or dusted over the part. The developer lifts the penterant out of the defect. Example of applications: Detection of cracking and porosity in welded joints Detection of surface defects in casting Detection of fatigue cracking in stressed materials Equipment: Portable systems in spray
- 5. Magnetic particle (MP) Principle: The sample is magnetized are dusted over the sample. A surface defect will form a magnetic anomaly attracting and holding magnetic particles and giving a visual indication of the defect Example of applications: Fatigue cracks in steel dies Shrinkage in machined castings Stringers or cold shunts in forgings after finish machining Equipment: Fixed piece of equipment or portable system for use in the field
- 6. Ultra-sound (UT) Principle: Ultrasonic test (UT) uses high frequency sound energy to conduct examinations and measurements. Equipment: Pulse/receiver produce high voltage electrical pulse Transducer generates high frequency ultrasonic energy the sound energy is introduced and propagates through the materials in the form of waves Display devices Example of applications: Detection of cracks, voids and inclusions Detection of density variations on the order 0.25% or less Samples which require resolution as small as 2 microns in three dimensions Samples can be inspected for both surface characteristics as well as bulk properties Examining bolts or rivets in aircraft wings to find crakes and defects Inspection of carbon composites for aging or impact damage Weld penetration inspection Weapons stockpile surveillance
- 7. Vibration analysis Vibration analysis it analyzes the cause of vibration instead of just determining the level of vibration Vibration has two main characteristics frequency and amplitude Frequency : is the number of times that a part oscillates through a cycle in one second expressed in hertz or cycles per minute (CPM) is usually reserved for equipment of a slower speed Amplitude: is the measure of the severity of the vibration can be measured in three ways Displacement Velocity Acceleration Displacement is the actual amount of movement that takes place it's measured in peak-to-peak displacement is usually used to measure low or constant speed machinery Velocity: is the speed at which the displacement takes place is used on all frequencies of rotating machinery Acceleration: is the time rate of change in velocity is used on high speed rotating equipments Example of applications: Unbalance Defective bearings Misalignment Looseness Oil whip Bend shaft
- 8. Infrared imaging Thermo graphic Principle: Heat flow in a material is altered by the presence of some types of anomalies These changes in heat flow cause localized temperature differences in the material Slow heating of part reveals these anomalies General uses: To remotely examine surface temperatures of objects Measuring temperature of hot pressings Temperature measurement of material inside furnaces and material being heated by microwaves Observing temperature gradients across molded plastic Measuring temperature of circuit board components during operation Line scan mode enables measurement of a single line Equipment: IR imaging system
- 9. X-RAY Principle: A source of radiation is directed toward an object a sheet of radiographic film is placed behind the object the density of the image is a function of the quantity of radiation transmitted through the object which in turn is inversely proportional to the atomic number density and thickness of the object Equipment: X-ray sources Radiograph scanners Digital images General uses: Generation of images corresponding to density atomic number and thickness variation of static solid objects Check for internal defects such as voids cracks Determination of internal clearances between parts in an assembly