Téléchargé 118 fois


![7 /
Ce document et les informations qu’il contient sont la propriété de Snecma. Ils ne doivent pas être copiés ni communiqués à un tiers sans l’autorisation préalable et écrite de Snecma.
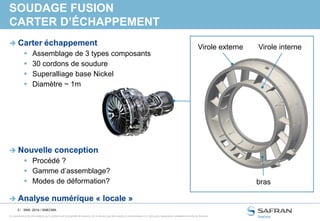
BRAS CARTER / VIROLES
ANALYSE EXPÉRIMENTALE
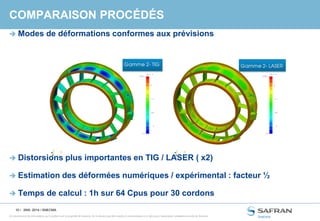
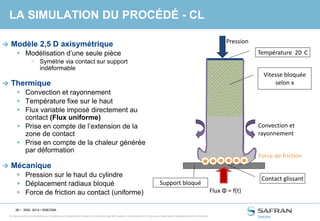
Modes de déformations observés
Mise en parapluie de la bride amont, rétrécissement du diamètre virole
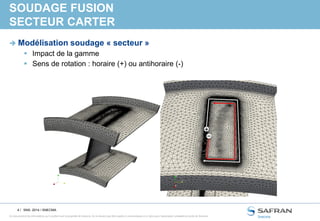
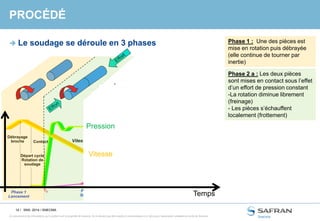
Impact du sens de rotation?
Sens antihoraire moins déformant
Analyse expérimentale: Idem
SNS- 2014 / SNECMA
antihoraire
horaire
Bride amont
Bride aval
Z
X
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.00 100.00 200.00 300.00 400.00 500.00 600.00
Déplacement(mm)
Temps(s)
Déplacements X
X [mm]
X_antiH
-0.5
-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
0 100 200 300 400 500 600
Déplacement(mm)
Temps (s)
Déplacements Y
Y [mm]
Y_antiH
0
0.5
1
1.5
2
2.5
3
0 100 200 300 400 500 600
Déplacement(mm)
Temps (s)
Déplacements Z
Z [mm]
Z_antiH](https://image.slidesharecdn.com/1535-pichotcorpace-siteweb-140812152008-phpapp02/85/Advanced-Fusion-Friction-Welding-Simulation-with-Morfeo-by-Snecma-8-320.jpg)
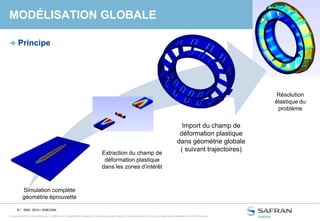
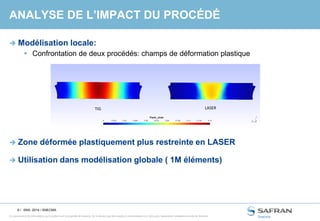
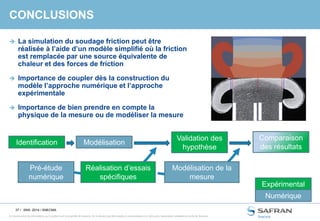


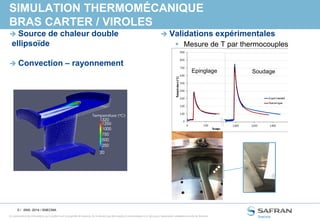
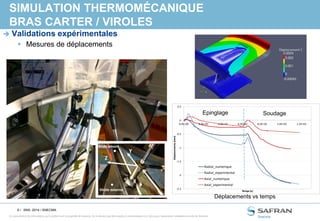
Ce document, propriété de Snecma, traite de la simulation du soudage et de la validation des hypothèses via des essais expérimentaux. Il explore différentes méthodes de soudage, notamment le soudage par fusion et par friction, en mettant l'accent sur la modélisation numérique et l'analyse des déformations dans les pièces assemblées. Les résultats montrent que la simulation peut anticiper les déformations et valider les conceptions de nouveaux procédés d'assemblage.



























