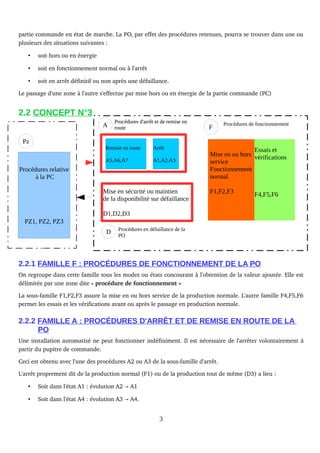
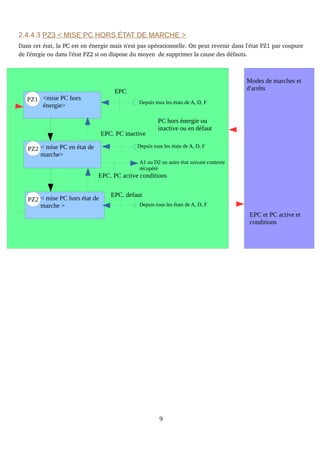
Le document présente le GEMMA, un ensemble de concepts et de procédures liés à la gestion des systèmes automatisés de production (SAP). Il aborde les différentes familles de procédures, y compris celles liées au fonctionnement normal, à l'arrêt et à la remise en route des installations, ainsi qu'à la gestion des défaillances. Les états et évolutions possibles des procédures sont aussi détaillés, illustrant comment passer d'un état à un autre dans un système de production automatisé.