Télécharger pour lire hors ligne
































































































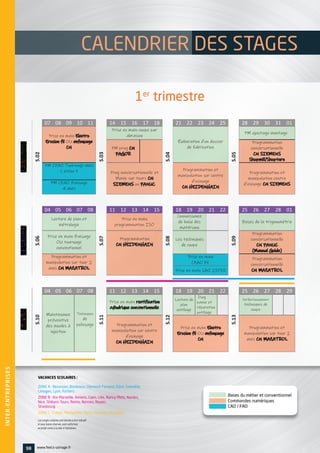


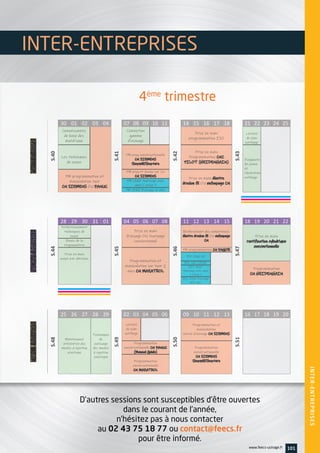
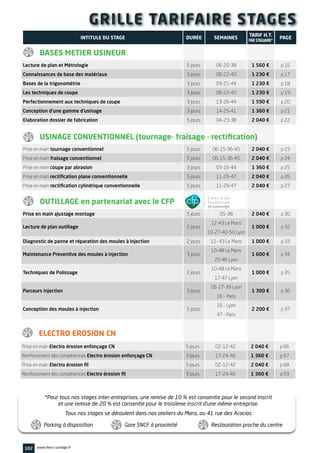






Le document présente le catalogue des formations en usinage 2019 proposées par FEEC, incluant des formations telles que le fraisage, le tournage et la rectification, adaptées aux besoins des entreprises. FEEC met également en avant sa qualification sur le Datadock et souligne l'importance de formations certifiantes et d'un accompagnement technique pour optimiser les compétences professionnelles des stagiaires. Le centre se distingue par ses installations modernes, sa réactivité et son approche personnalisée, avec un accent sur la pratique en atelier.






























