Télécharger pour lire hors ligne

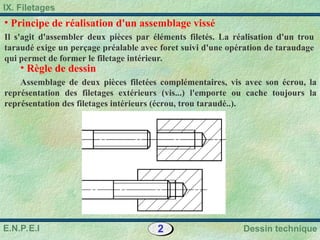
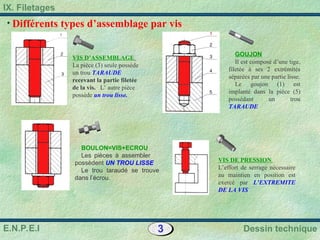
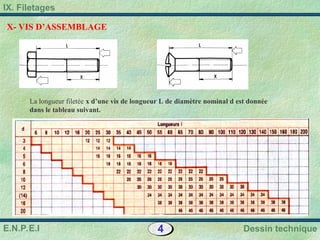
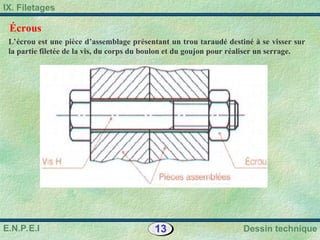
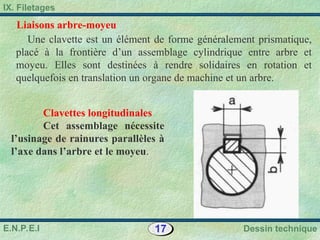
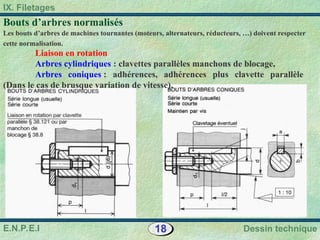
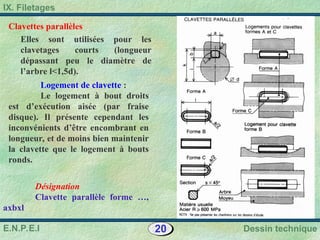

Le document traite des techniques d'assemblage à l'aide de vis, boulons et goujons, en détaillant le processus de perçage et de taraudage des pièces. Il décrit également les différents types de vis et leur utilisation, ainsi que des accessoires comme les écrous et les rondelles qui facilitent le serrage. Enfin, il explique les liaisons entre arbres et moyeux, y compris l'utilisation de clavettes pour assurer la solidité de l'assemblage.

















































