Télécharger pour lire hors ligne








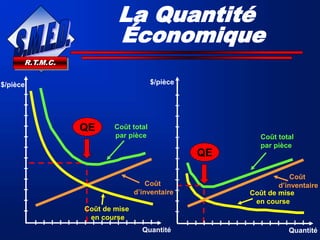




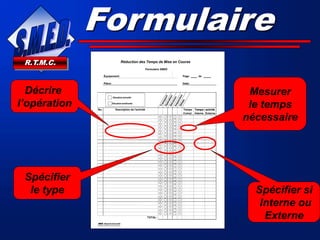
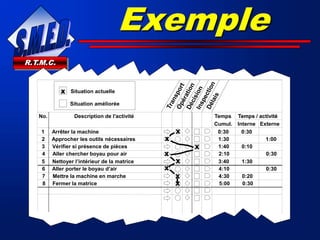
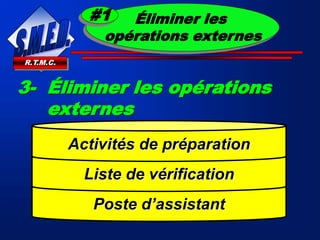
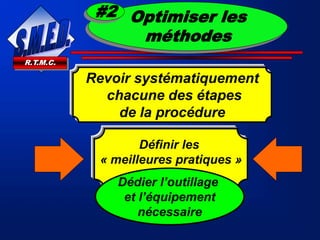


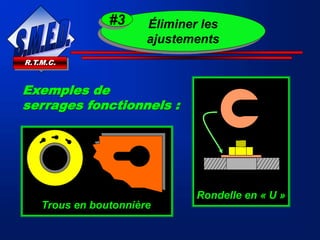

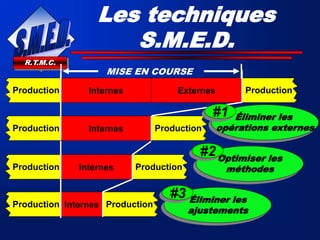

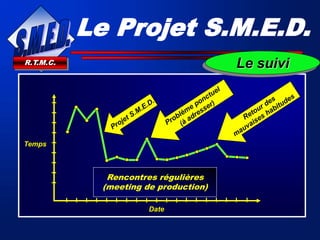


Le document aborde les concepts de réduction des temps de mise en course (RTMC) et de production à valeur ajoutée, mettant en avant l'élimination des gaspillages et l'optimisation des processus. Il détaille les étapes et techniques pour mettre en œuvre le SMED (Single Minute Exchange of Die) afin d'améliorer l'efficacité de la production. En outre, il insiste sur l'importance du suivi et de l'engagement de la direction pour assurer le succès des projets de RTMC.











































