SMED
Malak BEN ROMDHANE
KoussayDZIRI
Ministère de l’Enseignement supérieur,
De la Recherche scientifique et de la
technologie
Université de Gabes
Ecole Nationale d’Ingénieurs
De Gabes
Département De Génie Mécanique
1
Dans un contexteindustriel où la compétitivité et la réactivité
sont essentielles, la réduction des temps d’arrêt devient un enjeu
majeur.
La méthode SMED développée par Shigeo
Shingo pour Toyota, s’inscrit pleinement
dans la démarche du lean manufacturing.
SMED vise à réduire le temps de
changement d’outillage à moins de dix
minutes, afin d’améliorer la flexibilité, la
productivité et la qualité des processus de
production.
Grâce au SMED, les entreprises peuvent limiter les pertes de
temps, optimiser l’utilisation des machines et répondre plus
rapidement aux besoins du marché.
INTRODUCTIO
N
2
4.
Single Minute Exchangeof Dies
INTRODUCTIO
N
un chiffre de
minute
Single
Minute
moins de dix
minutes
Exemple : passer de 120 minutes 9
→
minutes.
3
5.
1
2
3
4
5
Réduire le tempsde changement de
série
Augmenter la disponibilité des équipements
Améliorer la flexibilité de la production
OBJECTIFS
Diminuer les stocks et les coûts
Réduire les rebuts et les non-conformités
4
6.
ETAPES
• Filmez leprocessus de changement
de série en cours pour enregistrer
toutes les actions.
• Utilisez la vidéo pour identifier et
lister toutes les tâches effectuées
pendant le changement de série.
• Mesurez précisément le temps total
consacré à ce changement.
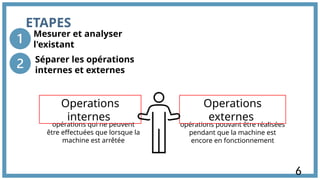
Mesurer et analyser
l'existant
5
7.
ETAPES
Mesurer et analyser
l'existant
Séparerles opérations
internes et externes
opérations qui ne peuvent
être effectuées que lorsque la
machine est arrêtée
opérations pouvant être réalisées
pendant que la machine est
encore en fonctionnement
Operations
internes
Operations
externes
6
8.
ETAPES
Mesurer et analyser
l'existant
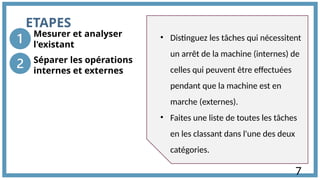
•Distinguez les tâches qui nécessitent
un arrêt de la machine (internes) de
celles qui peuvent être effectuées
pendant que la machine est en
marche (externes).
• Faites une liste de toutes les tâches
en les classant dans l'une des deux
catégories.
Séparer les opérations
internes et externes
7
9.
ETAPES
Mesurer et analyser
l'existant
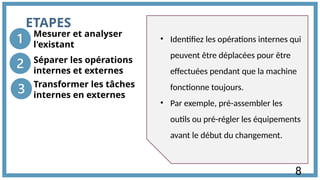
•Identifiez les opérations internes qui
peuvent être déplacées pour être
effectuées pendant que la machine
fonctionne toujours.
• Par exemple, pré-assembler les
outils ou pré-régler les équipements
avant le début du changement.
Séparer les opérations
internes et externes
Transformer les tâches
internes en externes
8
10.
ETAPES
Mesurer et analyser
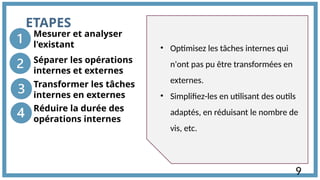
l'existant• Optimisez les tâches internes qui
n'ont pas pu être transformées en
externes.
• Simplifiez-les en utilisant des outils
adaptés, en réduisant le nombre de
vis, etc.
Séparer les opérations
internes et externes
Transformer les tâches
internes en externes
Réduire la durée des
opérations internes
9
11.
ETAPES
Mesurer et analyser
l'existant
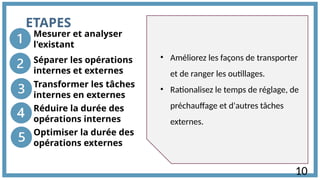
•Améliorez les façons de transporter
et de ranger les outillages.
• Rationalisez le temps de réglage, de
préchauffage et d'autres tâches
externes.
Séparer les opérations
internes et externes
Transformer les tâches
internes en externes
Réduire la durée des
opérations internes
Optimiser la durée des
opérations externes
10
12.
ETAPES
Mesurer et analyser
l'existant
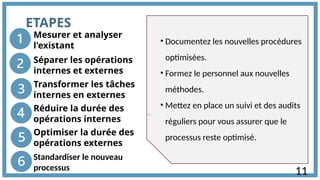
•Documentez les nouvelles procédures
optimisées.
• Formez le personnel aux nouvelles
méthodes.
• Mettez en place un suivi et des audits
réguliers pour vous assurer que le
processus reste optimisé.
Séparer les opérations
internes et externes
Transformer les tâches
internes en externes
Réduire la durée des
opérations internes
Optimiser la durée des
opérations externes
Standardiser le nouveau
processus
12
11
L’entreprise vise àaugmenter sa capacité de production, ce qui nécessite une
amélioration de la disponibilité de ses équipements, en particulier les lignes
d’assemblage manuel. Dans cette optique, l’étude porte sur l’application de la
méthode SMED au niveau du vide de ligne convoyeur, afin de réduire les temps
de changement de produit.
Exemple 2
Problématique
13
15.
Avant de lancerun chantier SMED, il est essentiel d’adopter une démarche
progressive et d’établir des objectifs réalistes. À la suite d’un diagnostic initial
du fonctionnement du vide de ligne sur convoyeur, des objectifs concrets ont
été définis : réduire d’environ 50 % le temps de changement de produit à court
terme grâce à la mise en œuvre de la méthode SMED.
Exemple 2
Objectifs de l’application du SMED
14
16.
Exemple 2
Identification desréglages
internes et externes
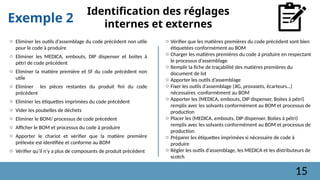
o Eliminer les outils d’assemblage du code précédent non utile
pour le code à produire
o Eliminer les MEDICA, embouts, DIP dispenser et boites à
pétri de code précèdent
o Eliminer la matière première et SF du code précèdent non
utile
o Eliminer les pièces restantes du produit fini du code
précédent
o Eliminer les étiquettes imprimées du code précédent
o Vider les poubelles de déchets
o Eliminer le BOM/ processus de code précédent
o Afficher le BOM et processus du code à produire
o Apporter le chariot et vérifier que la matière première
prélevée est identifiée et conforme au BOM
o Vérifier qu’il n’y a plus de composants de produit précédent
o Vérifier que les matières premières du code précédent sont bien
étiquetées conformément au BOM
o Charger les matières premières du code à produire en respectant
le processus d’assemblage
o Remplir la fiche de traçabilité des matières premières du
document de lot
o Apporter les outils d’assemblage
o Fixer les outils d’assemblage (JIG, provasets, écarteurs…)
nécessaires -conformément au BOM
o Apporter les (MEDICA, embouts, DIP dispenser, Boites à pétri)
remplis avec les solvants conformément au BOM et processus de
production
o Placer les (MEDICA, embouts, DIP dispenser, Boites à pétri)
remplis avec les solvants conformément au BOM et processus de
production
o Préparer les étiquettes imprimées si nécessaire de code à
produire
o Régler les outils d’assemblage, les MEDICA et les distributeurs de
scotch
15
17.
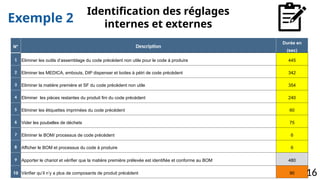
N° Description
Durée en
(sec)
1Eliminer les outils d’assemblage du code précédent non utile pour le code à produire 445
2 Eliminer les MEDICA, embouts, DIP dispenser et boites à pétri de code précèdent 342
3 Eliminer la matière première et SF du code précèdent non utile 354
4 Eliminer les pièces restantes du produit fini du code précédent 240
5 Eliminer les étiquettes imprimées du code précédent 60
6 Vider les poubelles de déchets 75
7 Eliminer le BOM/ processus de code précédent 6
8 Afficher le BOM et processus du code à produire 6
9 Apporter le chariot et vérifier que la matière première prélevée est identifiée et conforme au BOM 480
10 Vérifier qu’il n’y a plus de composants de produit précédent 90
Exemple 2
Identification des réglages
internes et externes
16
18.
Exemple 2
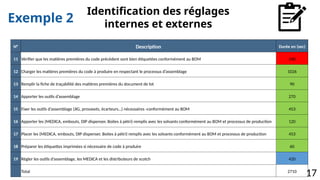
N° DescriptionDurée en (sec)
11 Vérifier que les matières premières du code précédent sont bien étiquetées conformément au BOM 240
12 Charger les matières premières du code à produire en respectant le processus d’assemblage 1026
13 Remplir la fiche de traçabilité des matières premières du document de lot 90
14 Apporter les outils d’assemblage 270
15 Fixer les outils d’assemblage (JIG, provasets, écarteurs…) nécessaires -conformément au BOM 453
16 Apporter les (MEDICA, embouts, DIP dispenser, Boites à pétri) remplis avec les solvants conformément au BOM et processus de production 120
17 Placer les (MEDICA, embouts, DIP dispenser, Boites à pétri) remplis avec les solvants conformément au BOM et processus de production 453
18 Préparer les étiquettes imprimées si nécessaire de code à produire 60
19 Régler les outils d’assemblage, les MEDICA et les distributeurs de scotch 420
Total 2710
Identification des réglages
internes et externes
17
19.
Exemple 2
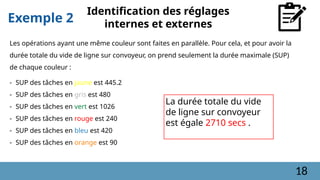
- SUPdes tâches en jaune est 445.2
- SUP des tâches en gris est 480
- SUP des tâches en vert est 1026
- SUP des tâches en rouge est 240
- SUP des tâches en bleu est 420
- SUP des tâches en orange est 90
Les opérations ayant une même couleur sont faites en parallèle. Pour cela, et pour avoir la
durée totale du vide de ligne sur convoyeur, on prend seulement la durée maximale (SUP)
de chaque couleur :
La durée totale du vide
de ligne sur convoyeur
est égale 2710 secs .
Identification des réglages
internes et externes
18
20.
Exemple 2
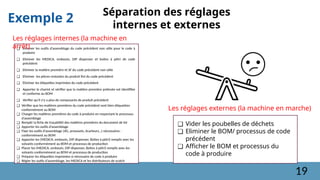
Séparation desréglages
internes et externes
❑ Eliminer les outils d’assemblage du code précédent non utile pour le code à
produire
❑ Eliminer les MEDICA, embouts, DIP dispenser et boites à pétri de code
précèdent
❑ Eliminer la matière première et SF du code précèdent non utile
❑ Eliminer les pièces restantes du produit fini du code précédent
❑ Eliminer les étiquettes imprimées du code précédent
❑ Apporter le chariot et vérifier que la matière première prélevée est identifiée
et conforme au BOM
❑ Vérifier qu’il n’y a plus de composants de produit précédent
❑ Vérifier que les matières premières du code précédent sont bien étiquetées
conformément au BOM
❑ Charger les matières premières du code à produire en respectant le processus
d’assemblage
❑ Remplir la fiche de traçabilité des matières premières du document de lot
❑ Apporter les outils d’assemblage
❑ Fixer les outils d’assemblage (JIG, provasets, écarteurs…) nécessaires -
conformément au BOM
❑ Apporter les (MEDICA, embouts, DIP dispenser, Boites à pétri) remplis avec les
solvants conformément au BOM et processus de production
❑ Placer les (MEDICA, embouts, DIP dispenser, Boites à pétri) remplis avec les
solvants conformément au BOM et processus de production
❑ Préparer les étiquettes imprimées si nécessaire de code à produire
❑ Régler les outils d’assemblage, les MEDICA et les distributeurs de scotch
❑ Vider les poubelles de déchets
❑ Eliminer le BOM/ processus de code
précédent
❑ Afficher le BOM et processus du
code à produire
Les réglages internes (la machine en
arrêt)
Les réglages externes (la machine en marche)
19
21.
Exemple 2
Les opérationsexternes durent 78 secondes et
par suite le temps total de changement de
série devient 2623 secondes.
Séparation des réglages
internes et externes
20
22.
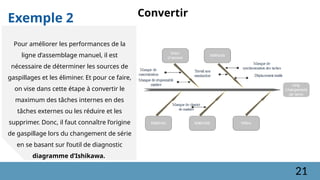
Exemple 2 Convertir
Pouraméliorer les performances de la
ligne d’assemblage manuel, il est
nécessaire de déterminer les sources de
gaspillages et les éliminer. Et pour ce faire,
on vise dans cette étape à convertir le
maximum des tâches internes en des
tâches externes ou les réduire et les
supprimer. Donc, il faut connaître l’origine
de gaspillage lors du changement de série
en se basant sur l’outil de diagnostic
diagramme d’Ishikawa.
21
23.
Exemple 2
C’est untemps “en parallèle”, c’est-à-dire qu’on effectue une
opération pendant une autre.
⮚ Il n’ajoute pas de durée supplémentaire au temps total
de changement, car il est “caché” (ou masqué) derrière une
autre tâche plus longue.
Temps masqué
D’après l’analyse du diagramme d’Ishikawa ainsi que les différentes tâches
internes, on peut identifier celles qui seront externalisées. Cette analyse a
permis de repérer les tâches internes pouvant être exécutées en temps masqué.
Convertir
22
24.
Exemple 2
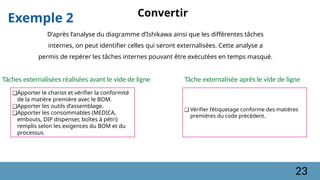
❑Apporter lechariot et vérifier la conformité
de la matière première avec le BOM.
❑Apporter les outils d’assemblage.
❑Apporter les consommables (MEDICA,
embouts, DIP dispenser, boîtes à pétri)
remplis selon les exigences du BOM et du
processus.
Tâches externalisées réalisées avant le vide de ligne
❑ Vérifier l’étiquetage conforme des matières
premières du code précédent.
Tâche externalisée après le vide de ligne
D’après l’analyse du diagramme d’Ishikawa ainsi que les différentes tâches
internes, on peut identifier celles qui seront externalisées. Cette analyse a
permis de repérer les tâches internes pouvant être exécutées en temps masqué.
Convertir
23
25.
Exemple 2
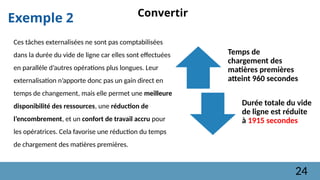
Ces tâchesexternalisées ne sont pas comptabilisées
dans la durée du vide de ligne car elles sont effectuées
en parallèle d’autres opérations plus longues. Leur
externalisation n’apporte donc pas un gain direct en
temps de changement, mais elle permet une meilleure
disponibilité des ressources, une réduction de
l’encombrement, et un confort de travail accru pour
les opératrices. Cela favorise une réduction du temps
de chargement des matières premières.
Temps de
chargement des
matières premières
atteint 960 secondes
Durée totale du vide
de ligne est réduite
à 1915 secondes
Convertir
24
26.
Exemple 2
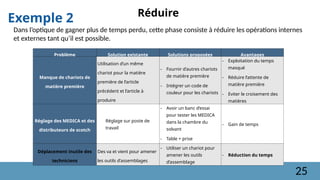
Problème Solutionexistante Solutions proposées Avantages
Manque de chariots de
matière première
Utilisation d’un même
chariot pour la matière
première de l’article
précédent et l’article à
produire
- Fournir d’autres chariots
de matière première
- Intégrer un code de
couleur pour les chariots
- Exploitation du temps
masqué
- Réduire l’attente de
matière première
- Eviter le croisement des
matières
Réglage des MEDICA et des
distributeurs de scotch
Réglage sur poste de
travail
- Avoir un banc d’essai
pour tester les MEDICA
dans la chambre du
solvant
- Table + prise
d’alimentation
- Gain de temps
Déplacement inutile des
techniciens
Des va et vient pour amener
les outils d’assemblages
- Utiliser un chariot pour
amener les outils
d’assemblage
- Réduction du temps
Dans l’optique de gagner plus de temps perdu, cette phase consiste à réduire les opérations internes
et externes tant qu’il est possible.
Réduire
25
27.
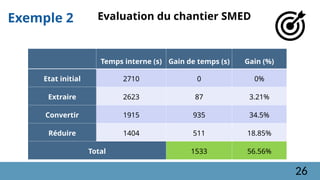
Exemple 2 Evaluationdu chantier SMED
Temps interne (s) Gain de temps (s) Gain (%)
Etat initial 2710 0 0%
Extraire 2623 87 3.21%
Convertir 1915 935 34.5%
Réduire 1404 511 18.85%
Total 1533 56.56%
26
28.
Conclusion
En résumé, laméthode SMED nous a permis d’identifier les gaspillages et de réduire le temps
de changement de série en transformant les tâches internes en tâches externes. Cette
optimisation améliore la flexibilité, la productivité et la réactivité de la ligne de production. Le
SMED devient ainsi un outil essentiel pour renforcer la performance globale et soutenir
l’amélioration continue.
27
29.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
30.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
31.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
32.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
33.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
34.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
35.
Quiz
1. Que signifiel’acronyme SMED ?
a) Single Minute Exchange of Die
b) Standard Method for Equipment Downtime
c) Simple Management of Equipment Delays
d) Single Minute Efficiency Design
2. Quel est l'objectif principal du SMED ?
a) Réduire les défauts
b) Réduire les temps de changement de série
c) Augmenter la vitesse des machines
d) Réduire le coût matière
3. Que cherche-t-on à convertir avec le SMED ?
a) Les tâches externes en internes
b) Les tâches internes en externes
c) Les tâches automatiques en manuelles
d) Les tâches complexes en simples
4. Une tâche interne se réalise :
a) Pendant que la machine fonctionne
b) Machine à l’arrêt
c) En dehors de la zone de production
d) Au niveau de la maintenance
5. Une tâche externe se réalise :
a) Machine en marche
b) Machine arrêtée
c) Uniquement par la maintenance
d) Pendant l’analyse de la production
6. Quel outil est souvent utilisé pour identifier les causes
de gaspillage avant SMED ?
a) 5S
b) Poka-Yoke
c) Diagramme d'Ishikawa
d) Kanban
28
36.
Quiz
7. Le SMEDpermet principalement :
a) D’augmenter les stocks
b) De réduire l’arrêt machine
c) D’ajouter plus d'opérateurs
d) D’augmenter le temps de réglage
8. Le SMED fait partie de quelle philosophie ?
a) Lean manufacturing
b) ISO 9001
c) Gestion financière
d) Maintenance corrective
9. La standardisation des opérations est :
a) Facultative
b) Indispensable pour pérenniser les gains SMED
c) Une perte de temps
d) Réservée aux grandes entreprises
10. Après la mise en place du SMED, il faut :
a) Revenir à la méthode initiale
b) Continuer l’amélioration continue
c) Supprimer toutes les tâches externes
d) Arrêter les formations opérateurs
29
37.
Quiz
7. Le SMEDpermet principalement :
a) D’augmenter les stocks
b) De réduire l’arrêt machine
c) D’ajouter plus d'opérateurs
d) D’augmenter le temps de réglage
8. Le SMED fait partie de quelle philosophie ?
a) Lean manufacturing
b) ISO 9001
c) Gestion financière
d) Maintenance corrective
9. La standardisation des opérations est :
a) Facultative
b) Indispensable pour pérenniser les gains SMED
c) Une perte de temps
d) Réservée aux grandes entreprises
10. Après la mise en place du SMED, il faut :
a) Revenir à la méthode initiale
b) Continuer l’amélioration continue
c) Supprimer toutes les tâches externes
d) Arrêter les formations opérateurs
29
38.
Quiz
7. Le SMEDpermet principalement :
a) D’augmenter les stocks
b) De réduire l’arrêt machine
c) D’ajouter plus d'opérateurs
d) D’augmenter le temps de réglage
8. Le SMED fait partie de quelle philosophie ?
a) Lean manufacturing
b) ISO 9001
c) Gestion financière
d) Maintenance corrective
9. La standardisation des opérations est :
a) Facultative
b) Indispensable pour pérenniser les gains SMED
c) Une perte de temps
d) Réservée aux grandes entreprises
10. Après la mise en place du SMED, il faut :
a) Revenir à la méthode initiale
b) Continuer l’amélioration continue
c) Supprimer toutes les tâches externes
d) Arrêter les formations opérateurs
29
39.
Quiz
7. Le SMEDpermet principalement :
a) D’augmenter les stocks
b) De réduire l’arrêt machine
c) D’ajouter plus d'opérateurs
d) D’augmenter le temps de réglage
8. Le SMED fait partie de quelle philosophie ?
a) Lean manufacturing
b) ISO 9001
c) Gestion financière
d) Maintenance corrective
9. La standardisation des opérations est :
a) Facultative
b) Indispensable pour pérenniser les gains SMED
c) Une perte de temps
d) Réservée aux grandes entreprises
10. Après la mise en place du SMED, il faut :
a) Revenir à la méthode initiale
b) Continuer l’amélioration continue
c) Supprimer toutes les tâches externes
d) Arrêter les formations opérateurs
29
40.
Quiz
7. Le SMEDpermet principalement :
a) D’augmenter les stocks
b) De réduire l’arrêt machine
c) D’ajouter plus d'opérateurs
d) D’augmenter le temps de réglage
8. Le SMED fait partie de quelle philosophie ?
a) Lean manufacturing
b) ISO 9001
c) Gestion financière
d) Maintenance corrective
9. La standardisation des opérations est :
a) Facultative
b) Indispensable pour pérenniser les gains SMED
c) Une perte de temps
d) Réservée aux grandes entreprises
10. Après la mise en place du SMED, il faut :
a) Revenir à la méthode initiale
b) Continuer l’amélioration continue
c) Supprimer toutes les tâches externes
d) Arrêter les formations opérateurs
29