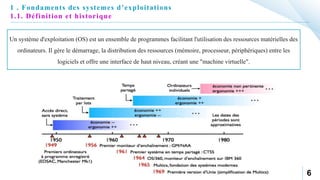
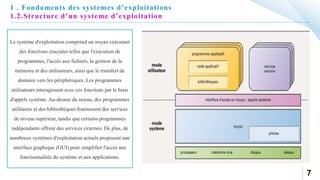
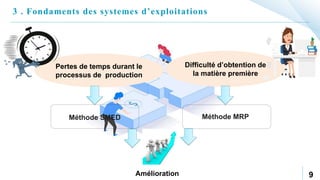
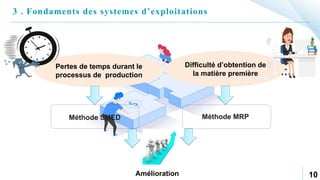
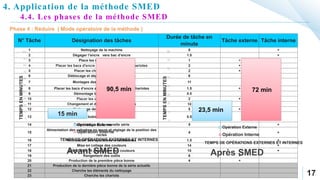
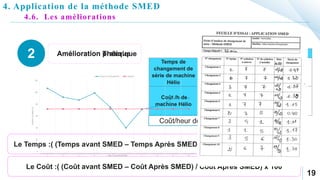
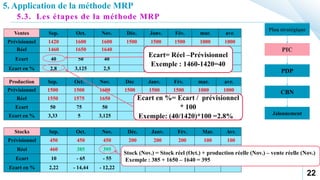
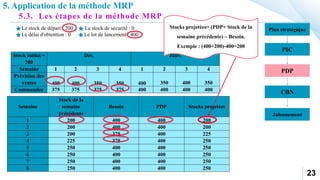
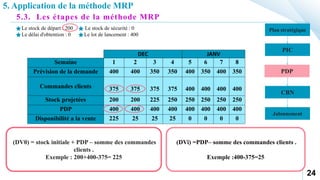
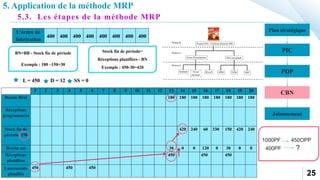
Ce document traite de l'ordonnancement des processus dans les systèmes d'exploitation, en explorant ses fondements, ses politiques et son importance pour une gestion efficace des ressources matérielles. Il décrit également des méthodes d'amélioration, telles que SMED, et leur application pratique pour optimiser les temps de changement de série dans un environnement de production. Enfin, le document aborde des techniques de gestion de la production comme MRP pour assurer la disponibilité des ressources nécessaires.

























![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)





