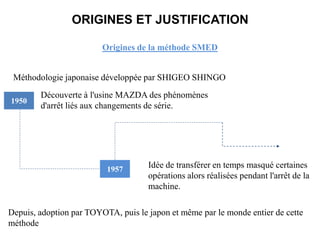
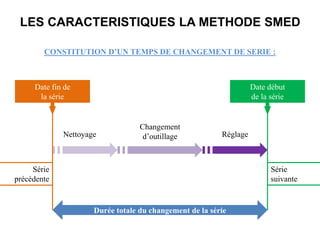
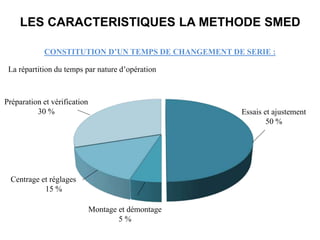
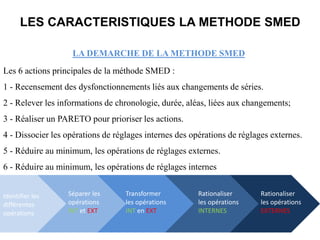
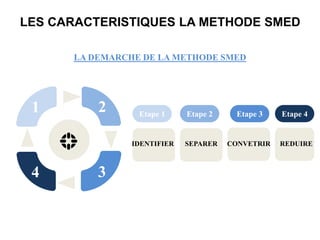
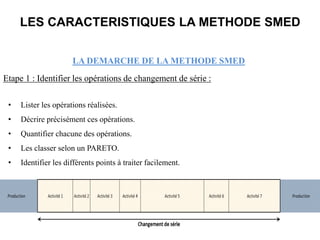
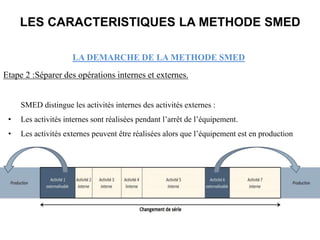
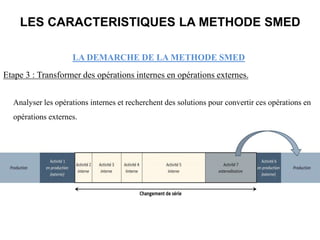
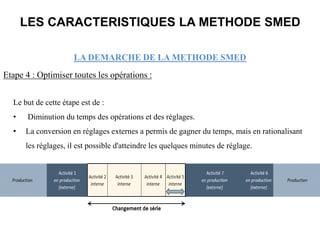
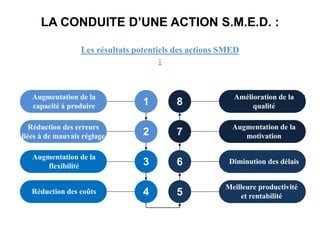
La méthode SMED (Single-Minute Exchange of Die) vise à réduire le temps de changement de série dans la production en distinguant entre opérations internes (nécessitant l'arrêt de la machine) et externes (réalisables en marche). La démarche se déroule en quatre étapes incluant l'identification des opérations, la séparation des tâches, la transformation d'opérations internes en externes, et l'optimisation des processus. Cette méthode, adoptée par de nombreuses entreprises, améliore la productivité, réduit les coûts, et augmente la flexibilité.
















































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)