Téléchargé 422 fois

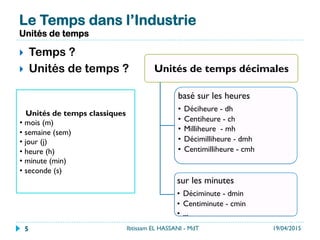

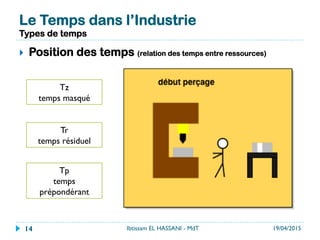
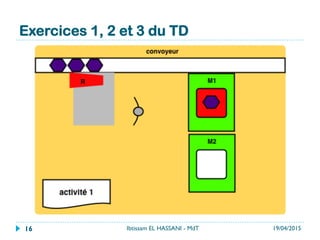

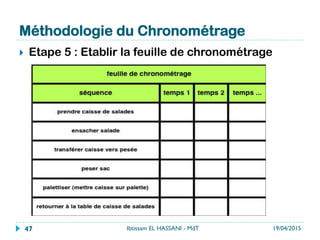
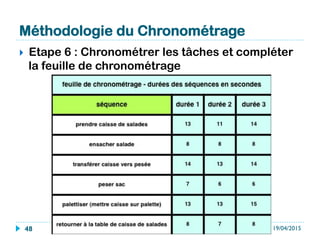

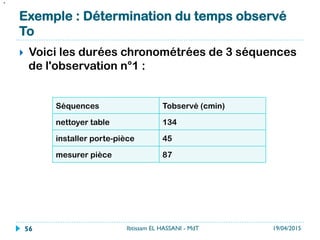
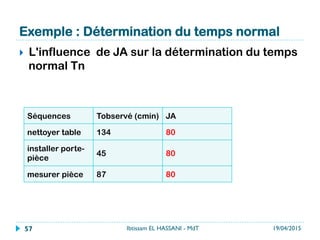
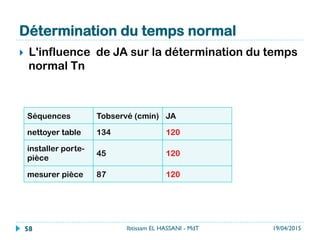

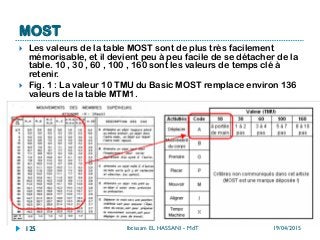

Le document traite des méthodes de mesure du temps dans l'industrie, abordant des techniques allant du chronométrage à l'analyse des tâches pour optimiser la productivité. Il détaille les unités de temps, les types de temps et les méthodologies de chronométrage, ainsi que l'importance de la capacité d'apprentissage des opérateurs. Enfin, des exemples pratiques illustrent le processus de calcul des temps observés et normaux lors d'études de temps.









































































