

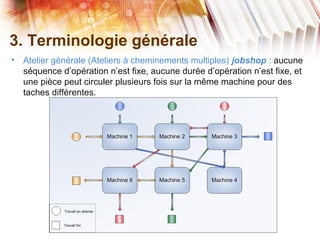
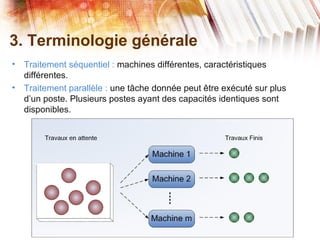


Le document traite de l'ordonnancement dans la gestion de production, en faisant le lien entre l'ordonnancement à moyen terme et à court terme. Il décrit les caractéristiques, les objectifs et les règles d'ordonnancement tout en présentant des exemples et des méthodes d'optimisation pour minimiser les retards et les coûts. Les étapes d'ordonnancement comprennent l'affectation des tâches, la détermination de l'ordre de passage et le suivi des opérations.




































![bien comprendre l'Ordonnancement-Armetta[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/ordonnancement-armetta1-240117112815-6fd3600b-thumbnail.jpg?width=640&height=640&fit=bounds)

















































