

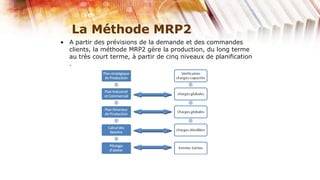
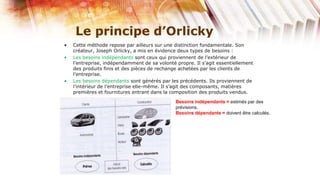

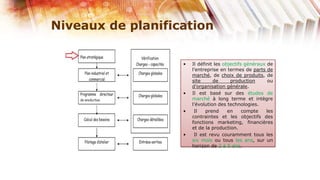
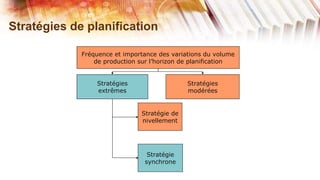

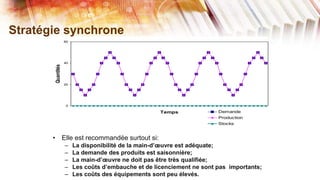













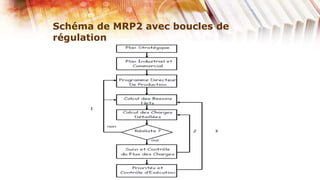
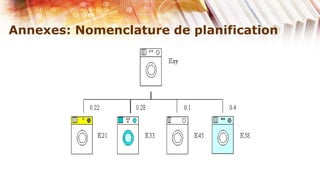


Le chapitre 4 aborde la planification de production, mettant en avant la méthode MRP2 qui gère la production à partir des prévisions de demande. Il distingue les besoins indépendants, issus de l'extérieur de l'entreprise, des besoins dépendants générés par la fabrication interne. Le document décrit également les différentes stratégies de planification et les processus d'ordonnancement nécessaires pour optimiser la production en intégrant divers aspects commerciaux, financiers et de production.



































































