Téléchargé 517 fois

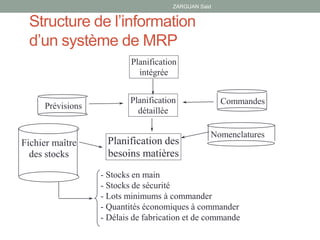

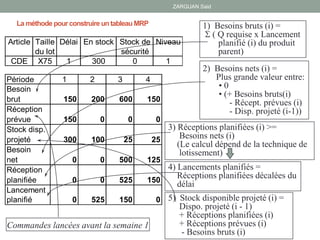
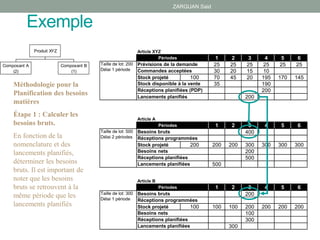
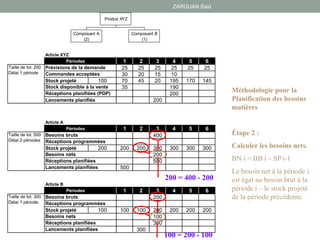
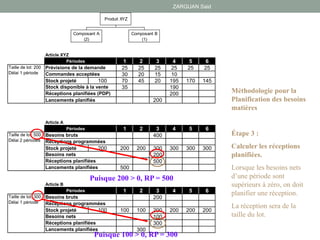
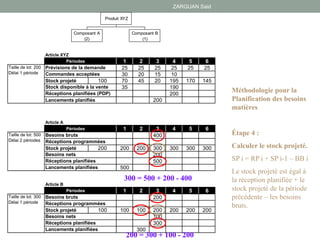
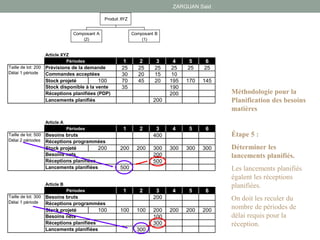


Le système de MRP (Planification des Besoins Matières) est un outil de gestion logistique permettant de planifier et de contrôler les flux de production en fonction des stocks et des besoins prévisionnels. Il calcule les quantités de pièces et matières premières nécessaires et détermine le moment de leur fabrication ou commande pour respecter le plan directeur de production. Les étapes clés incluent le calcul des besoins bruts, des besoins nets, des réceptions planifiées et des lancements prévus.









































































