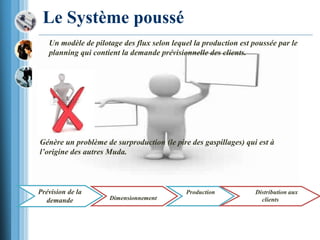
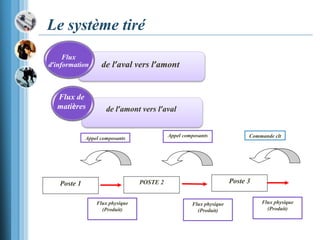
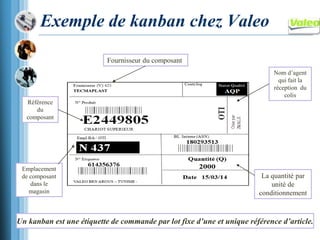
Le document présente une analyse des systèmes de production poussés et tirés, en mettant l'accent sur l'approche kanban pour optimiser la logistique industrielle. Il explique comment un système tiré, basé sur la demande réelle, peut réduire les gaspillages et améliorer la réactivité face aux changements de la demande. Des études de cas sur des entreprises comme Valeo et Faurecia illustrent l'implémentation réussie de ces systèmes, soulignant les avantages d'une gestion efficace des stocks et de la production.









































![LE-MODELE-DE-DEVELOPPEMENT-KANBAN (2)[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/le-modele-de-developpement-kanban21-251206080038-06a5ec48-thumbnail.jpg?width=640&height=640&fit=bounds)



































