Télécharger en tant que PDF, PPTX



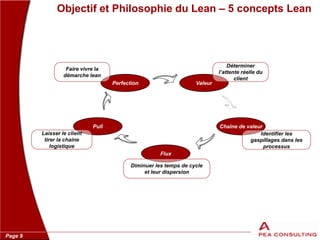



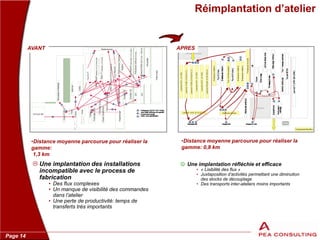

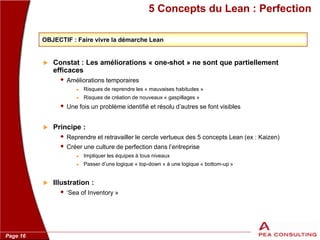










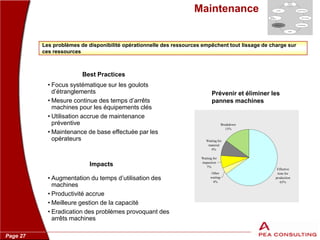



























































La formation sur le lean supply chain vise à familiariser les participants avec les concepts, outils et comportements nécessaires pour optimiser la chaîne d'approvisionnement. Les objectifs incluent la mesure des progrès, l'application des principes lean à travers des cas pratiques et la compréhension de l'impact du lean sur la culture d'entreprise. L'agenda de la journée couvre des sujets tels que l'introduction au lean, les bonnes pratiques logistiques, et des phases de réflexion en groupes pour identifier les axes de progrès et solutions.








![Exposé+5 s..[1]](https://cdn.slidesharecdn.com/ss_thumbnails/expos5s-150116182951-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)








































































