Conception et
rédaction
Le présentdocument a été réaliséparl’équipesuivante :
Madame BENHILA Nadia : Formatriceàl’ISMTR
Casablanca
Monsieur EL GADDAR Omar : Formateuràl’ISMTR Taourirt
Madame ZERKTE Khadija : Formatriceàl’ISMTR
Casablanca
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
2/65
3.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
3/65
GESTION DE PRODUCTION
SOMMAIRE
A. PRESENTATION GENERALE DE LA GESTION DE PRODUCTION
..................................................4
1. Définitions
.............................................................................................................................
4
2. Typologie de la production
....................................................................................................5
3. Organisation de la production
...............................................................................................6
4. Les composants du système de gestion de
production.........................................................8
5. Lesystèmed’informationliéàlagestionde production
........................................................9
B- LES METHODES DE GESTION DE PRODUCTION
..........................................................................13
1.
Historique.................................................................................................................
...........13
2. Plan Industriel et Commercial (P.I.C.)
.................................................................................14
3. Plan Directeur de Production
(P.D.P.).................................................................................14
4. Calcul des Besoins en Composants
(C.B.C.)......................................................................18
C- LESTECHNIQUESD’ORDONNANCEMENTDESTACHES SURDESMACHINES
.......................26
1. Introduction
.........................................................................................................................26
2. Algorithmes
d'ordonnancement...........................................................................................26
3. Règles de priorité
................................................................................................................31
D- LESTECHNIQUESD’IMPLANTA
TION
D’ATELIER..........................................................................33
1. Méthodes des chaînons (voir Module n°
19).......................................................................33
2. Méthodes de mise en ligne de
production...........................................................................39
4.
A. PRESENTATION GENERALEDE LA GESTION DE PRODUCTION
1. Définitions
La production est le processus conduisant à la création de produits par l'utilisation et
la transformation de ressources.
Le « processus » est l’enchainement des activités et des opérations nécessaires à la
réalisation du produit.
Le terme « transformation » doit être entendu au sens large, puisqu’il recouvre la
modification de l’apparence, des propriétés physico-chimiques, de l'emplacement
(transport), etc.
Les « produits » peuvent être des biens (physiques) ou des services.
Les « ressources » consistent principalement en
- capital et équipements
- main d'œuvre
- matières (premières, produits semi-finis)
- information.
Exemples : bois, hommes, atelier de menuiserie → tables
avions, pilotes, hôtesses, systèmes de gestion des réservations → transport
aérien
Le système de production.
La gestion de la production consiste en la recherche d’une organisation efficace de
la production des biens et services, elle a pour objets la conception, la planification et
le contrôle des opérations.
Les activités de conception portent sur la définition des caractéristiques :
• du système productif (capacité, localisation, technologie, etc)
• des produits.
La planification décrit l'utilisation projetée du système productif dans l’objectif de
satisfaire la demande. En d’autres termes, elle a pour objectif de coordonner la
capacité disponible avec la demande (un thème récurrent en gestion de la production
!).
L’activité de contrôle s’efforce d’évaluer l’adéquation des résultats obtenus par rapport
aux plans.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
4/65
5.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
5/65
2. Typologie de la production
a) Critère n°1 : L’importance des séries et de la répétitivité
Lancements non-répétitifs
Lancements répétitifs
Travaux publics
Moules pour presse
Moteur de fusée
Réacteur de centrale nucléaire
Production unitaire
Sous-traitance
Outillage
Petites et moyennes
séries
Journaux
Electroménager
Automobile
Grandes séries
i. La production unitaire
Il s’agit de la fabrication d’un produit unique. Il est rare de constater la fabrication
double du même produit. Ce type de production fait toujours l’objet d’un grand projet.
ii. La production en séries
A l’inverse de la production unitaire, la production en série est la fabrication d’un produit
à la chaîne et en quantités élevées. En fonction de la taille du marché, on distingue la
production en petite série et la production en grande série.
On parle de production en petite série lorsque la fabrication du produit est
limitée dans le temps ou destiné à un usage restreint (Ex : matériel
scientifique).
La production en grande série est quant à elle le fait d’un vaste marché de
consommation ; généralement caractérisé par une demande très élevée.
b) Critère n°2 : la nature des flux
i. La production à flux poussé
Cette notion correspond à un système dans lequel la production est lancée aussitôt
que les matières premières sont disponibles, sans se préoccuper de l’existence de
commandes ou des possibilités de ventes. C'est la disponibilité des composants
venant de l'amont qui déclenche l'étape suivante de fabrication. Tous les produits finis
sont destinée ensuite au stockage.
ii. La production à flux tiré
Dans un système de production à flux tiré, la fabrication du produit en amont de la
chaîne est déclenchée uniquement par une commande du poste de travail client situé
en aval. Aucun stockage intermédiaire n’est prévu. La méthode du Kanban simple en
est une parfaite illustration.
6.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
6/65
iii. La production à flux tendu
Le flux est dit tendu quand une production peut directement être livrée sur le lieu de
consommation sans constituer de stock. Les stocks sont minimisés car les quantités
produites correspondent au plus juste à la demande client.
c) Critère n°3 : processus de production
i. La production continue
Il s’agit de la fabrication régulière de produits finis par une industrie. Ex : la fabrication
du savon, la fabrication des produits alimentaires. La même unité de production offre
ses produits finis tout au long des années, aussi longtemps qu’elle existe.
Pour des quantités importantes, l’implantation est réalisée en ligne de production ou
atelier de flux (flow shop). Ce type d’organisation permet peu de flexibilité.
Forte automatisation du processus de production.
ii. La production discontinue
C’est la fabrication de produits finis par lots homogènes. On rencontre ce type de
production dans les industries qui offrent différents produits finis, cependant fabriquées
dans une chaîne de production unique. Tous ne pouvant être fabriqués simultanément,
on lance à tour de rôle une fabrication par lot suivie du stockage. Le cycle de
production dans un tel cas peut avoir la configuration suivante : durant les deux
premiers jours de chaque semaine, on réalise la fabrication du produit A. Le troisième
et le quatrième jour, les outils de travail et les machines sont nettoyés, réglés puis on
lance la fabrication du produit B et ainsi de suite.
iii. La production par projet
Le produit est unique, son processus de production aussi, et ne se renouvelle pas.
3. Organisation de la production
a) Implantation en atelier à position fixe
Le produit a une position fixe et ce sont les opérateurs qui se déplacent sur le lieu de
travail. Cette implantation est caractéristique de la fabrication de produits de taille ou
de poids important (aéronautique, construction navale…) et d’ouvrages d’art (bâtiment,
génie civil…).
Pour la réalisation du produit, la main-d’œuvre se déplace et amène avec elle les
composants ou les matières nécessaires.
7.
Implantation d’atelier enposition fixe.
b) Implantation d’atelier en processus (Job-shop)
Dans ce type, appelé aussi implantation en sections homogènes, on regroupe dans
un même atelier les machines qui ont les mêmes fonctions ou utilisent les mêmes
techniques.
Les avantages sont la flexibilité car l’implantation est indépendante des gammes de
fabrication, et le regroupement du personnel travaillant dans un même secteur. Par
contre, les flux sont souvent complexes, et les en-cours et délais de production
importants. En effet, le produit circule entre tous ces regroupements de machines en
fonction de son processus d’élaboration. Il est possible, alors, d’être conduit à traverser
toute l’usine pour amener les pièces du magasin au lieu de production. Il en résulte
des délais de transfert importants et donc un gaspillage de temps.
Implantation en processus
c) Implantation en lignes de fabrication (flow-shop)
Les machines sont placées en ligne dans l’ordre de la gamme de fabrication. Il n’y a
donc pas de points de rebroussement et les flux sont faciles à identifier. En revanche
la flexibilité de ce type d’implantation est quasiment nulle.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
7/65
8.
Implantation d’atelier enlignes de fabrication.
d) Implantation en cellules de fabrication (ou en îlots)
Il s’agit d’un compromis entre la ligne et l’implantation processus : on constitue des
cellules ou îlots de production, sortes de petits ateliers spécialisés pour réaliser
entièrement un ensemble de pièces. Dans les processus discontinus, cette
implantation offre l’avantage de réduire notablement les stocks et les délais.
Implantation d’atelier en îlots.
4. Les composants du système de gestion de production
Dans une entreprise industrielle de nombreux services participent au système de
production :
Le bureau des études : Il conçoit les produits nouveaux et définit la liste
complète des composants entrant dans leur fabrication. Il s’appuie sur la CAO
(Conception assistée par ordinateur) pour l’élaboration des produits.
Le bureau des méthodes : Il définit les différentes opérations et leur
ordonnancement en vue d’obtenir le produit. Il précise en fait comment le produit
est réalisé, par quelle machine, avec quels outils et en combien de temps.
Le service de planification : coordonne les activités de production à Moyen
terme. Il s’agit de planifier les approvisionnements et les fabrications en utilisant les
techniques de gestion des stocks, de calcul des besoins, et de gestion desachats.
Le service d’ordonnancement : organise la production au sein des différentes
unités. Il indique la succession des tâches à réaliser en un temps minimum.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
8/65
9.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
9/65
Les services de production ou ateliers : assurent la transformation des
matières premières en produits finis en respectant les consignes et l’ordonnancement
des services précédents.
5. Le système d’information lié à la gestion de production
a) Articles
i. Définition
Un article est un produit de l'entreprise ou un élément entrant dans la composition d'un
produit, que l'on veut gérer. C'est un terme général correspondant à un produit fini, un
sous-ensemble, un composant ou une matière première.
Les données liées aux articles constituent la base de tout le système de gestion de
production et le fichier "Articles" est le premier à construire.
ii. Données articles
Un enregistrement Article comprend :
Une référence ou code. Un seul code doit correspondre à un seul article et
réciproquement;
Une (ou plusieurs) désignation(s) donnant l'appellation en clair de l'article. Dans
le cas de plusieurs désignations, elles peuvent être exprimées en langues
étrangères ou adaptées à certains clients;
Des données de classification utilisées pour des tris (familles, sous familles,
catégories liées au stockage ou à la matière ...) ;
Des données de description physique (couleur, matière, masse, forme ...);
Des données de gestion comme lots de lancement ou commande, article de
remplacement, référence du gestionnaire, référence du ou des fournisseurs, stock
minimal de déclenchement, délai d'obtention, lieu de stockage (magasin,
emplacement) ...
Des données économiques indiquant des prix et coûts standards selon les
besoins de l'entreprise.
b) La codification
La plupart des entreprises manipulent des milliers d’articles, une identification sous
forme de code est alors indispensable.
Ce système de codification doit alors répondre à 3 objectifs :
- Etre sans ambiguïté : chaque article doit avoir une et une seule référence.
- Etre homogène : même nombre de caractères
-Etre capable d’accompagner l’évolution de l’entreprise dans le temps
(augmentation du nombre d’articles à gérer par exemple).
Il existe trois principaux types de codification :
Les systèmes séquentiels : le code est un nombre donné sans signification
particulière de façon chronologique ou aléatoire.
10.
Les systèmesanalytiques : où chaque partie du code permet de décrire les
caractéristiques de l’article.
Les codes mixtes : composés de parties significatives et de parties
séquentielles.
c) Les nomenclatures
Une nomenclature est une liste hiérarchisée et quantifiée des articles entrant dans la
composition d’un article-parent. L’article-parent est le composé, les autres étant les
composants. On appelle lien de nomenclature, l’ensemble composé-composant (figure
7). Chaque lien est caractérisé par un coefficient indiquant la quantité de composant
dans le composé. Ce coefficient peut être entier ou non (0,12 m ou 2,430 kg). Une
nomenclature est ainsi un ensemble de liens.
Lien de nomenclature
Considérons la valise de la figure 7. Sa représentation par une nomenclature
arborescente est illustrée par la figure 8.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
10/6
5
11.
Vue éclatée d’unevalise
Nomenclature arborescente de la valise
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
11/6
5
12.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
12/6
5
Une nomenclature comprend plusieurs niveaux. Par convention, on attribue aux
produits finis le niveau 0. À chaque décomposition, on passe du niveau n au niveau n
+ 1. Le tableau présenté en figure 9 explicite les niveaux de la valise considérée.
Valise
Niveau 0
Partie inférieure, axe, partie supérieure
Niveau 1
Fermeture, poignée, coque inférieure, barre, ferrure,
coque supérieure
Niveau 2
Plastique noir, plastique gris, tôle
Niveau 3
Niveaux de la nomenclature de la valise
d) Gammes opératoires
Une gamme opératoire et l'ensemble des opérations nécessaires à la fabrication des
produits (finis ou semi-finis).
Chaque opération d'une gamme est décrite par : les moyens de production nécessaire
(poste où l'opération doit être réalisée, outils nécessaires à l'opération, la qualification
des personnes qui exécuteront l'opération, la durée moyenne de l'opération et la durée
des réglages des machines si nécessaires).
La durée moyenne de l'opération est la durée de réglage des machines si nécessaires.
Remarque :
La durée globale d'une gamme est généralement supérieure à la somme des durées
des opérations car il peut y avoir eut des temps de transfert et d'attente.
13.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
13/6
5
B- LES METHODES DE GESTION DE PRODUCTION
1. Historique
Le concept MRP (Management des Ressources de Production) permet de gérer la
production depuis le long terme jusqu’au court terme. C’est une méthode de simulation
de l’activité industrielle de l’entreprise. Elle est aussi un outil de communication entre
les diverses fonctions de l’entreprise : commerciale, production,….
➤ MRP0 – 1965
MRP0 pourrait s’appeler « méthode de réapprovisionnement de la production ». En
effet, Joseph Orlicky, créateur de cette méthode, a mis en évidence deux types de
demandes :
Les demandes indépendantes sont celles qui proviennent de
l’extérieur de l’entreprise, indépendamment de sa volonté propre. Il s’agit
typiquement des produits finis et pièces de rechange achetés par les
clients de l’entreprise.
Les demandes dépendantes, au contraire sont générées par les
précédentes. Elles proviennent de l’intérieur de l’entreprise. Il s’agit de
sous-ensembles, composants, matières premières entrant dans la
composition des produits finis vendus.
Ces deux types de demandes exigent un traitement totalement différent exprimé par
le principe d’Orlicky :
Les besoins indépendants ne peuvent être qu’estimés par des prévisions, alors
que les besoins dépendants peuvent et doivent être calculés.
Le MRP0 permet de répondre à :
• Quel produit ?
• Pour quand ?
• Combien ?
➤ MRP1 – 1971
Dans MRP1, également appelée « méthode de régulation de la production ».
Le système MRP s’enrichit :
• d’une boucle de validation des délais ;
• d’une boucle de validation des charges par rapport aux capacités des postes de
travail.
MRP1permet de répondre donc à :
• Est-ce que j’ai la capacité de le faire ? (Sinon : boucle de retour et informer
l’échelon supérieur).
• Avec quel délai ?
➤ MRP2 – 1979
Dans MRP2, également appelée « management des ressources de production », c’est
l’intégration de la planification financière et comptable. Celle-ci est réalisée grâce à
une boucle de validation des priorités de fabrication.
MRP2 permet de répondre donc à :
• Avec quelle priorité ?
• À quel prix ?
14.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
14/6
5
Pour atteindre ces objectifs, le MRP suit un schéma général qui se présente comme
suit :
- Niveau 1 : Le plan industriel et commercial: le PIC.
- Niveau 2 : Le plan directeur de production : le PDP.
- Niveau 3 : Le calcul des besoins en composants : le CBC.
2. Plan Industriel et Commercial (P.I.C.)
Conçu au niveau stratégique de l’entreprise, le PIC est une représentation future des
activités de production et vente des produits fabriqués. Il permet de prévoir sur un
horizon de deux à trois ans l’évolution du marché et donc de la demande.
Le PIC traite les produits par familles et non pas individuellement ou par références
finales. Il sert à :
Effectuer les prévisions de vente par famille de produit ;
Intégrer les nouvelles opportunités commerciales détectées grâce aux études
de marché (conquête d’un nouveau marché, lancement de nouveau
produits…) ;
Etudier l’évolution des ressources d’approvisionnement, de transport, de
les besoins matériels, humains et
production, de stockage… et évaluer
financiers;
Planifier les investissements futurs
Exemple de PIC pour une famille de produits :
août.
juil.
juin.
mai.
avr.
mars.
fév.
jan.
Ventes
1040
1020
1020
1000
1000
1000
1000
1000
Prévisionnel
1020
1020
1020
Réel
20
20
20
Ecart
2
2
2
Ecart en %
août.
juil.
juin.
mai.
avr.
mars.
fév.
jan.
Production
1040
1040
1040
1040
1040
1020
1000
980
Prévisionnel
980
980
960
Réel
-40
-20
-20
Ecart
-4
-2
-2
Ecart en %
août.
juil.
juin.
mai.
avr.
mars.
fév.
jan.
Stock
500
500
480
460
420
420
460
500
Prévisionnel
380
420
460
Réel
-40
-40
-40
Ecart
-9,5
-8,7
-8
Ecart en %
Calcul du stock au mois de mars (fin mars les valeurs de production et de vente sont
connues).
stock mars = stock fév. + production mars – ventes mars
=420 + 980-1020 = 380
3. Plan Directeur de Production (P.D.P.)
Il sert d'interface entre le PIC et le calcul des besoins et permet de définir pour la
production le besoin en produits réels finis (et non plus en famille de produits).
15.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
15/6
5
A partir du PDP on peut ensuite décliner grâce aux nomenclatures les besoins en
composants en utilisant le calcul des besoins.
Alors que le PIC a des périodes mensuelles voir trimestrielles, le PDP est plutôt de
l'ordre de la semaine voire de la journée,
a) Les horizons du PDP
En général, l’horizon de la planification est formé de deux parties :
-l’horizon ferme : à l’intérieur de cette zone, les ordres à placer sont donnés par le
gestionnaire de la production. Par ailleurs, les modifications qui peuvent être
envisagées sont sous la responsabilité de ce gestionnaire qui doit en étudier les
conséquences.
- l’horizon prévisionnel : Dans cette zone, les ordres sont proposés par le système.
Donc, horizon de programmation = horizon ferme + horizon prévisionnel.
b) Elaboration du PDP
Les données :
Les données nécessaires à l’élaboration du PDP sont les suivantes :
Les prévisions de ventes ;
Les commandes fermes des clients : ce sont des commandes reçues et
formellement enregistrées par l’entreprise ;
Données complémentaires (quantité disponible en stock avant le début de
l’horizon ferme, valeur du stock de sécurité, taille du lot économique de
production, délai d’obtention du lot)
c) Calcul du stock disponible
Dans la suite de ce paragraphe, nous allons utiliser les notations suivantes :
PV(n) : les prévisions de ventes pour la période n.
CC(n) : les commandes fermes des clients pour la période n.
PDPfin(n) : les quantités de produits à produire et qui doivent être disponibles en début
de la période n.
DAV(n) : le disponible à vendre en début de la période n.
SP(n) : la valeur du stock prévisionnel en fin de la période n.
SS(n) : la valeur du stock de sécurité en fin de la période n.
PDPdébut(n) : les quantités de produits à fabriquer et dont le lancement de la
production doit avoir lieu en début de la période n.
Le calcul commence par la détermination du stock de départ. Il est égal au stock réel
de départ déduit du stock de sécurité fixé pour le produit fini :
SP (0) = stock réel départ– stock de sécurité.
Ensuite, le calcul s’effectue période par période comme suit :
La valeur du stock disponible à la fin de la période n est donnée par l’équation :
SP(n) = SP(n-1) – PV(n) – CC(n) + PDPfin(n).
16.
d) Calcul dudisponible à vendre
Le DAV est une indication très utile pour le service commercial, car il renseigne sur la
quantité réelle de produits immédiatement disponibles pour la vente, sans modifier
l’échéancier des quantités à produire donné par le PDP ; donc sans aucune incidence
sur les délais et la capacité de production.
Le DAV est à déterminer chaque fois d’une arrivée d’un lot de produits finis est pévue
par la ligne PDPfin. L’intervalle de temps compris entre 2 arrivées successives de lots
peut comprendre une ou plusieurs périodes du PDP.
La détermination du DAV se fait des deux façons ci-dessous :
- Première période du PDP :
DAV(1) = SP(0)+SS(0)+PDPfin(1) - [CC(1) +CC(1+1) +...Jusqu’arrivée du lot PDP]
- Périodes suivantes(n) :
DAV(n) = PDPfin(n) - [CC(n) + CC(n+1) + ...Jusqu’arrivée du lot PDP]
Pour les périodes suivantes, il faut tenir compte uniquement de la valeur du PDPfin,
car la valeur du stock prévisionnel en période n+x ne peut être connue, tant que des
ventes peuvent être effectuées.
Remarque importante : tout le stock (prévisionnel + sécurité) peut être vendu.
e) Exemple de PDP
• il faut connaître tout d'abord le stock de départ : 250,
• ensuite le stock de sécurité : 10,
• le délai d'obtention : 1 semaine,
• le lot de lancement : 200,
• et la zone ferme : 3 semaines.
7
6
5
4
3
2
1
100
100
90
80
60
40
10
Prévisions
des Ventes
4
10
30
40
70
Commandes
Clients
6
106
6
100
190
80
160
Stock
Prévisionnel
200
200
PDP fin
200
PDP début
Zone ferme
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
16/6
5
17.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
17/6
5
Explication du tableau :
• Il démarre à la date du jour
•Il nous reste un stock de départ de 250 mais comme il existe un stock de sécuritéde
10, le stock prévisionnel est donc :
250 – 10 = 240
• Pour obtenir le stock prévisionnel en fin de période 1 :
240 – 10 (prévisions de ventes) – 70 (commandes clients) = 160
• Lorsque l'on arrive à la période 3 :
80 – 60 –30 = - 10
On arrive donc à un manque, il faut donc absolument produire. Comme les lots de
production sont de deux cents pièces le PDP (de fin) sera donc de 200 en semaine 3
mais comme le délai d'obtention est de 1 semaine le PDP de début se trouvera en
semaine 2.
Il reste donc en semaine 3 comme stock prévisionnel :
200(PDP) -10 =190
Remarques :
Tous les calculs effectués dans la zone ferme ne sont pas modifiables par
le logiciel (mais uniquement par le gestionnaire).
Par exemple, les produits qui sont à l'emballage peuvent être considérés comme dans
la zone ferme, et il ne serait pas logique de refuser leur ordre de lancement alors qu'ils
sont quasiment terminés.
Les prévisions des ventes sont obtenues grâce à la décomposition de la
répartition globale obtenue avec le PIC (décomposition des familles par produits et
par période du PDP).
Les commandes clients ont tendance à diminuer lorsqu'on s'éloigne de la
date du jour. De plus, il est à noter qu'elles vont "consommer" les prévisions des
ventes. C'est-à-dire que lorsque l'on va enregistrer une commande client, la prévision
de vente va diminuer.
7
6
5
4
3
2
1
100
100
90
80
60
40
10
Prévisions
des Ventes
4
10
30
40
70
Commandes
Clients
6
106
6
100
190
80
160
Stock
Prévisionnel
200
200
PDP fin
200
PDP début
200
156
140
Disponible à
Vendre
Le disponible à vendre indique les quantités disponibles à un moment
donné sans entraîner de modifications du PDP. En fait il s'agit de quantités qui peuvent
être instantanément promises à un client non prévu, en tenant compte des commandes
clients. Il ne se calcule par convention qu'à la première période et lors de la mise en
stock d'une fabrication.
18.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
18/6
5
Exemple pour la première période 1 S1 :
DAV(0) = SP(0) + SS(0) + PDP(0) – CC(1) – CC(2)
DAV(0) = 240 + 10 + 0 – 70 – 40 = 140
Pour S3 :
DAV(3) = PDPfin(3) – CC(3)- CC(4)- CC(5)
DAV(3) = 200 – 30 – 10 – 4 = 156
Pour S6 :
il n'y a pas de commandes clients :
DAV(6) = PDPfin(6) = 200
4. Calcul des Besoins en Composants (C.B.C.)
Le CBC est le dernier niveau de programmation du système MRP.
Les besoins indépendants sont des produits finis ou des pièces de rechange que
l’entreprise vend à ses clients ; alors que les besoins dépendants sont calculés à partir
des besoins indépendants. Ce sont des sous-ensembles, des composants et des
matières premières qui font partie des produits finis.
Exemple :
Besoins dépendants
Besoins indépendants
Tôle
Moteur
Tambour
Programmateur
……
Lave-linge
a) Les données du CBC
L’échéancier des quantités à produire de chaque produit fini, défini par le PDP validé,
constitue le point de départ du CBC.
Les besoins nets pour chaque composant sont ensuite calculés en fonction des
données complémentaires suivantes :
- Nomenclature des produits ;
- Quantité du composant disponible en stock ;
- Quantité du composant disponible en en-cours (réception attendue) ;
- Les délais d’obtention (approvisionnement, fabrication, assemblage) ;
- Taille des lots d’approvisionnement (lot économique) ;
- Taille des lots de fabrication (lot économique).
b) Les résultats du CBC
L’objectif du CBC est de déterminer pour la totalité des composants constituant le
produit fini (ensembles, sous-ensembles, pièces fabriquées et/ou approvisionnées) :
- Les dates de réception des matières premières ;
-Les dates de réception des pièces, sous-ensembles et ensembles
approvisionnées ;
- Les dates de lancement de fabrication des pièces à fabriquer ;
19.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
19/6
5
- Les dates d’assemblage des sous-ensembles, ensembles, produits finis et
produits conditionnés pour les expéditions.
Ces différents résultats constituent des ordres de fabrication, OF, et des ordres
d’achat, OA, proposés.
c) Échéancier du calcul des besoins
L’échéancier du calcul des besoins de chaque article géré est la forme d’un tableau,
représenté à la figure ci-dessous. Les colonnes correspondent aux périodes
successives à partir de la date actuelle. La valeur de la période dépend du délai de
production dans le processus considéré ; elle est couramment d’une semaine mais
peut être d’un jour. L’horizon de planification correspond au nombre de périodes pour
lesquelles on effectue le calcul des besoins.
St=150 ; L=500, D=2
5
4
3
2
1
Article S
250
500
500
500
Besoins bruts
500
Ordres lancés
400
150
150
150
150
150
Stocks prévisionnels
100
350
350
Besoins nets
500
500
500
Fin
Ordres proposés
500
500
500
Début
Message : Lancer 500 S en période 1
Echéancier du calcul des besoins nets
Dans les colonnes, toutes les valeurs sont valables en début de période, sauf le stock
prévisionnel : les « besoins bruts » doivent être satisfaits en début de période, les «
ordres lancés » (en attente de production ou achats en cours de livraison) sont
disponibles en début de période, les « ordres proposés » ont des dates de « début »
et « fin » en début de période, et en revanche les « stocks prévisionnels » donnent la
valeur en fin de période. Un tel tableau va permettre d’effectuer le calcul en se plaçant
au début de la première période.
En tête du tableau figurent :
•Le stock de départ (St = 150) qui est le stock réel d’articles au moment du calcul.
Avec les conventions indiquées, nous plaçons le stock actuel dans la case située à
gauche de la première période, sur la ligne stock prévisionnel.
•La taille de lot (L = 500) précisant le groupement des articles d’un ordre (besoins
nets, c’est-à-dire quantité exactement nécessaire, quantité fixe comme une quantité
économique, multiple d’une quantité.
.
•Le délai (D = 2) d’obtention de l’article, exprimé en nombre de périodes, donnant le
délai de production ou le délai de livraison de cet article. Il servira au décalage entre
les dates début et fin d’un ordre.
20.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
20/6
5
Les lignes du tableau donnent successivement :
•Les besoins bruts (BB = 500 en colonne 2) qui proviennent du programme
directeur de production dans le cas d’articles gérés à ce niveau (produits finis en
général) ou des besoins d’articles situés au niveau de nomenclature juste supérieur
(date début d’ordres de fabrication planifiés pour un article-parent).
•Les ordres lancés (OL = 500), c’est-à-dire ordres de fabrication en cours de
production, ou ordres d’achat en cours de livraison et attendus pour la période
indiquée.
•Le stock prévisionnel (SP = 150) qui est le stock attendu après les transactions
réalisées au cours de la période donnée. En effet, les ordres lancés et les ordres
proposés (fin) alimentent le stock tandis que les besoins bruts le font décroître.
•Les ordres proposés (OP = 500 en colonne 3) qui sont les ordres suggérés par le
système pour satisfaire les besoins à la date de fin. La ligne début indique le
lancement proposé de l’ordre en tenant compte du délai (D) d’obtention de l’article (la
date début de l’OP donné en exemple est en période 3 – D = 3 – 2 = 1).
La dernière ligne, sous le tableau, contient les messages destinés au gestionnaire.
Ici, par exemple, il lui est proposé de lancer 500 articles S en période 1 afin qu’ils
soient disponibles en début de période 3.
d) Mécanisme du calcul des besoins
•Le besoin net de la période p (BNp) est obtenu en déduisant du besoin brut de cette
période (BBp) le stock prévisionnel existant en début de période (SPp-1) et les ordres
lancés attendus en période p (OLp).
•Si le résultat est positif, le besoin net existe et il faut prévoir des ordres de fabrication
ou des ordres d’achats que le système placera avec date de fin p et date de début p –
D.
•Le stock prévisionnel en fin de période p (SPp) s’obtient en ajoutant au stock
prévisionnel de début de période, donc en fin de période précédente (SPp-1), les
ordres lancés (OLp) et proposés (OPp) de la période, et en retranchant le besoin brut
(BBp).
BNp = BBp – SPp – 1 – OLp
SPp = SPp – 1 + OLp +OPp – BBp
e) Premier exemple de calcul des besoins
Nous allons illustrer le mécanisme décrit au paragraphe précédent à l’aide d’un
exemple simple : un produit fini PF est constitué de 2 articles S, chaque S étant
fabriqué à partir de 0,5 kg de l’article M.
21.
Le tableau ci-dessousdétaille le mécanisme du calcul des besoins nets pour l’article
PF. Les besoins bruts proviennent du programme directeur de production.
St= 300 ; L=250, D=1
Article PF 5
4
3
2
1
250
200
150
150
100
Besoins bruts
Ordres lancés
200
200
150
50
200
300
Stocks prévisionnels
50
50
100
Besoins nets
250
250
250
Fin
Ordres proposés
250
250
250
Début
Calcul des besoins nets de l’article PF
Calculs pour le produit PF
Expliquons l’ensemble des calculs permettant de remplir le tableau :
BN1 = BB1 – SP0 = 100 – 300 < 0 donc BN1 = 0
SP1 = SP0 – BB1 = 300 – 100 = 200
BN2 = BB2 – SP1 = 150 – 200 < 0 donc BN2 = 0
SP2 = SP1 – BB2 = 200 – 150 = 50
BN3 = BB3 – SP2 = 150 – 50 = 100 donc OP3 = Lot = 250
(avec début en 3 – D = 3 – 1 = 2)
SP3 = SP2 + OP3 – BB3 = 50 + 250 – 150 = 150
BN4 = BB4 – SP3 = 200 – 150 = 50 donc OP4 = 250
(avec début en 4 – D = 4 – 1 = 3)
SP4 = SP3 + OP4 – BB4 = 150 + 250 – 200 = 200
BN5 = BB5 – SP4 = 250 – 200 = 50 donc OP5 = 250
SP5 = SP4 + OP5 – BB5 = 200 + 250 – 250 = 200
D’après la nomenclature du produit PF, pour commencer à produire un article PF, il
faut disposer de deux articles S. Il en résulte que, en début des périodes 2, 3 et 4, les
ordres proposés pour PF créent les besoins bruts de l’article S :
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
21/6
5
22.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
22/6
5
BB2 = BB3 = BB4 = 2 × 250 = 500 (tableau 7.9).
Puis, le même mécanisme que précédemment évalue les besoins nets en article S et
place des ordres proposés. Remarquons simplement que la période 1 a un besoin brut
nul et qu’en période 2 un ordre lancé est attendu (ce dernier a normalement été lancé
dans la période qui précède la période actuelle avec un délai de 2 et sera disponible
en début de période 2).
250
250
250
Début
Ordres proposés PF
St= 150 ; L=500, D=2
5
4
3
2
1
Article S
500
500
500
Besoins bruts
500
Ordres lancés
150
150
150
150
150
150
Stocks prévisionnels
350
350
Besoins nets
500
500
Fin
Ordres proposés
500
500
Début
Message : Lancer 500 S en période 1
Calcul des besoins nets de l’article S
Calculs pour l’article S
BN1 = BB1 – SP0 = 0 – 150 < 0 donc BN1 = 0
SP1 = SP0 – BB1 = 150 – 0 = 150
BN2 = BB2 – SP1 – OL2 = 500 – 150 – 500 = – 150 <0 donc BN2 = 0
SP2 = SP1+ OL1 – BB2 = 150 + 500 – 500 = 150
BN3 = BB3 – SP2 = 500 – 150 = 350 donc OP3 = 500
(avec début en 3 – D = 3 – 2 = 1)
SP3 = SP2 + OP3 – BB3 = 150 + 500 – 500 = 150
BN4 = BB4 – SP3 = 500 – 150 = 350 donc OP4 = 500
(avec début en 4 – D = 4 – 2 = 2)
SP4 = SP3 + OP4 – BB4 = 150 + 500 – 500 = 150
BN5 = BB5 – SP4 = 0 – 150 < 0 donc BN5 = 0
SP5 = SP4 = 150
Les besoins bruts en article M (tableau 7.10) sont entraînés par les ordres proposés
de S : BB1 = BB2 = 0,5 × 500 = 250.
Le calcul des besoins de l’article M se déroule encore de la même façon avec
notamment un ordre d’achat attendu en période 2 (normalement lancé il y a 2
périodes).
Nous constatons ici que le stock initial et cette réception attendue suffisent pour
assurer les besoins des 5 périodes étudiées sans aucun ordre proposé.
23.
Début
Ordres proposés S
St=300 ; L=250, D=3
5
4
3
2
1
Article S
250
250
Besoins bruts
200
Ordres lancés
0
0
0
0
50
300
Stocks prévisionnels
Besoins nets
Fin
Ordres proposés
Début
Calcul des besoins nets de l’article M
f) Deuxième exemple de calcul des besoins (2 composés, 1 composant)
Prenons le cas d’un composant P utilisé dans les produits finis PF1 et PF2, avec
respectivement les coefficients 1 et 3.
Nomenclatures de PF1 et PF2
Le calcul des besoins correspondant figure aux tableaux ci-dessous et. Remarquons
simplement que le besoin brut de P est la somme du besoin généré par PF1 et PF2.
Ainsi, BB2 = 1 × 250 + 3 × 200 = 850.
St= 300 ; L=250, D=1
5
4
3
2
1
Article PF1
250
200
150
150
100
Besoins bruts
Ordres lancés
200
200
150
50
200
300
Stocks prévisionnels
50
50
100
Besoins nets
250
250
250
Fin
Ordres proposés
250
250
250
Début
Calcul des besoins nets de l’article PF1
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
23/6
5
24.
St= 150 ;L=200, D=2
5
4
3
2
1
Article PF2
100
100
Besoins bruts
Ordres lancés
150
150
50
50
150
150
Stocks prévisionnels
50
Besoins nets
200
Fin
Ordres proposés
200
Début
Calcul des besoins nets de l’article PF2
St= 300 ; L=600, D=1
5
4
3
2
1
Article P
250
250
850
Besoins bruts
Ordres lancés
150
150
400
50
300
300
Stocks prévisionnels
200
550
Besoins nets
600
600
Fin
Ordres proposés
600
600
Début
Calcul des besoins nets de l’article P
g) Troisième exemple (règle du plus bas niveau)
Considérons l’article A, composé d’un B et de deux C, où C est lui même composé
d’un B. La règle du plus bas niveau, nous indique que l’article B est situé au niveau 2
(partie droite de la figure ci-dessous) pour réaliser le mécanisme d’explosion des
nomenclatures du calcul des besoins.
Application de la règle du plus bas niveau
Les tableaux ci-dessous décrivent le calcul. On remarquera qu’il est nécessaire de
remplir les tableaux concernant les articles A et C pour connaître les besoins bruts de
B.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
24/6
5
25.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
25/6
5
St= 450 ; L=400, D=1
5
4
3
2
1
Article A
200
200
200
200
200
Besoins bruts
Ordres lancés
250
50
250
50
250
450
Stocks prévisionnels
150
150
Besoins nets
400
400
Fin
Ordres proposés
400
400
Début
Calcul des besoins nets de l’article A
St= 850 ; L=900, D=1
5
4
3
2
1
Article C
800
800
Besoins bruts
Ordres lancés
150
150
50
50
850
850
Stocks prévisionnels
750
Besoins nets
900
Fin
Ordres proposés
900
Début
Calcul des besoins nets de l’article C
St= 500 ; L=800, D=2
Article B 5
4
3
2
1
400
900
400
Besoins bruts
Ordres lancés
400
400
0
100
500
500
Stocks prévisionnels
400
800
Besoins nets
800
800
Fin
Ordres proposés
800
800
Début
Calcul des besoins nets de l’article B
26.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
26/6
5
C- LES TECHNIQUES D’ORDONNANCEMENT DES
TACHES SUR DES MACHINES
1. Introduction
Dans les ateliers spécialisés, lorsque l’ensemble des équipements nécessaires pour
assurer une fonction déterminée sont rassemblés dans un même atelier, le problème
de gestion quotidienne est de déterminer l’ordre d’exécution d’un certain nombre de
tâches, la réalisation d’une tâche nécessitant le passage sur une ou plusieurs
machines.
Par exemple, l’emboutissage de plusieurs types de portières de voitures demande le
passage sur une même presse, l’ordre de passage des différents types de portières
sur la presse n’´etant pas déterminé à l’avance.
L’ordonnancement consiste donc, à partir des ordres de fabrications issus du
système MRP (s’il existe) ou à partir des commandes fermes ou prévisionnelles de
clients, à définir l’ordre de passage des fabrications sur les postes de charge et
ensuite à réaliser le lancement et le suivi de la production.
En pratique, l’ordonnancement consiste à établir un planning des travaux, c'est-à-dire
à placer sur un diagramme (GANTT) les phases à réaliser sous formes de barres dont
la longueur est proportionnelle au temps.
Deux démarches de planification se retrouvent dans la littérature, la première qui
essaie d'optimiser la production en employant des algorithmes permettant de trouver
la meilleure solution, la deuxième plus pragmatique qui ne cherche pas la meilleure
solution mais une solution satisfaisante.
2. Algorithmes d'ordonnancement
a) La règle du temps opératoire minimum (TOM)
Supposons un centre de production et en attente devant ce centre un nombre (m) de
pièces (P1, P2, P3, ….Pm) devant subir une phase sur ce centre.
Le centre de production permet de réaliser une phase de la gamme de chaque pièce,
la durée de cette phase varie en fonction du type de pièce, (t1, t2, t3,….tm).
27.
La règle dutemps opératoire minimum permet de définir l'ordre de passage des pièces
sur la machine en minimisant la durée moyenne de fin de réalisation des phases
constituant la file d'attente. Il s’agit donc d’exécuter les taches par ordre croissant de
durée :
t1 ≤ t2 ≤ . . . ≤ tj ≤ . . . ≤ tm
La date de fin de réalisation d’une pièce est la somme des dates de fin de réalisation
de cette pièce avec ceux des pièces précédentes.
Exemple :
5 pièces repérées de 1 à 5 avec un temps opératoire et un délai de réalisation.
délai de
réalisation
fin de réalisation
de la pièce
temps
opératoire (ti)
Ordre passage
pièce
1600
800
800
1
4000
1100
300
2
1600
1550
450
3
2000
1880
330
4
2600
2400
520
5
1546
Durée de
réalisation
moyenne
Si l'on applique la règle du temps opératoire minimum on obtient, avec un ordre de
passage 2 4 3 5 1 qui minimise la durée de réalisation moyenne :
dm = 1202 au lieu de 1546 dans un ordre aléatoire.
On remarque que cette méthode qui minimise la durée moyenne de réalisation, ne
tient pas compte du respect des délais car la pièce repérée 1 est terminée à 2400 alors
que son délai de réalisation est de 1600.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
27/6
5
28.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
28/6
5
délai de
réalisation
fin de réalisation
de la pièce
temps
opératoire (ti)
Ordre passage
pièce
4000
300
300
2
2000
630
330
4
1600
1080
450
3
2600
1600
520
5
1600
2400
800
1
1202
Durée de réalisation
moyenne
Il est possible d'ordonnancer en choisissant comme critère non plus le temps
opératoire toutefois le délai de réalisation, mais bien évidemment cet ordonnancement
ne minimisera plus la durée moyenne de réalisation.
b) L'algorithme de Johnson
Son objectif est de minimiser la durée de réalisation d'une file d'attente de n pièces
devant toutes passer selon le même ordre sur deux machines A puis B.
Il peut s'énoncer ainsi :
1. Rechercher la pièce i de temps d’exécution tim minimum.
2.Si m = A, placer cette pièce `a la première place disponible;
Si m = B, placer cette pièce à la dernière place disponible.
3. Supprimer la pièce i des pièces encore à fabriquer, retour en 1.
Exemple :
Considérons 4 pièces P1 P2 P3 et P4 qui vont passer successivement sur les
machines M1 et M2 afin d'être fabriquées.
Les gammes de fabrications s'écrivent ainsi :
P2
Temps
Machine
Phase
4
M1
10
14
M2
20
P4
Temps
Machine
Phase
20
M1
10
24
M2
20
Délais
Pièces
40
P1
60
P2
50
P3
70
P4
P1
Temps
Machine
Phase
10
M1
10
8
M2
20
P3
Temps
Machine
Phase
18
M1
10
6
M2
20
29.
Appliquons l'algorithme deJohnson :
Le TOM 4 nous permet de placer P2 en premier
Puis le TOM 6 P3 en dernier etc…
On obtient ainsi l'ordre suivant : P2, P4, P1, P3
On constate qu'il ne reste qu'un seul trou de charge après P2 sur la machine M2 et
que si cet algorithme minimise bien le temps global de fabrication il ne permet pas
forcément de respecter les délais de réalisation spécifiques de certaines pièces.
Exemple : P1 est terminée à 56 alors qu'elle a un délai de 40 et P3 à 62 avec un délai
de 50.
c) Algorithme de Johnson généralisé
Il peut s'appliquer sur toute fabrication dont le processus de fabrication est séquentiel
avec plus de deux postes de fabrication même si tous les postes ne sont pas utilisés.
Pour chaque pièce :
- Réaliser la somme des temps de toutes les phases (N) ;
- Réaliser la somme x des temps des n-1 premières phases ;
- Réaliser la somme y des temps des n-1 dernières phases ;
- Calculer le rapport k=x/y.
On obtient l'ordre des fabrications grâce à l'ordre croissant de k.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
29/6
5
30.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
30/6
5
Exemple :
Soit une file d'attente composée de six pièces et devant être fabriquées
séquentiellement sur 4 machines, les temps opératoires sont exprimés en centièmes
d'heures.
P1
40
30
20
10
Phase
M4
M3
M2
M1
Machine
160
600
1720
2000
Temps opératoires
P2
40
30
20
10
Phase
M4
M3
M2
M1
Machine
3080
3800
3960
3560
Temps opératoires
P3
40
30
20
10
Phase
M4
M3
M2
M1
Machine
3920
800
1880
280
Temps opératoires
P4
40
30
20
10
Phase
M4
M3
M2
M1
Machine
3760
480
2560
320
Temps opératoires
P5
40
30
20
10
Phase
M4
M3
M2
M1
Machine
560
2600
760
2440
Temps opératoires
P6
40
30
20
10
Phase
M4
M3
M2
M1
Machine
3120
2640
3200
40
Temps opératoires
Ordre
k
y
x
Total
M5
M4
M2
M1
Pièces
6
1,74
2480
4320
4480
160
600
1720
200
P1
4
1,04
10840
11320
14400
3080
3800
3960
3560
P2
1
0,45
6600
2960
6880
3920
800
1880
280
P3
2
0,49
6800
3360
7120
3760
480
2560
320
P4
5
1,48
3920
5800
6360
560
2600
760
2440
P5
3
0,66
8960
5880
9000
3120
2640
3200
40
P6
L'ordre de passage est donc : P3 P4 P6 P2 P5 P1.
31.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
31/6
5
3. Règles de priorité
Si l'on n'utilise pas d'algorithme pour déterminer l'ordonnancement des OF il faut se
fixer une règle.
L'utilisation de règles de priorités n'a pas l'ambition de l'optimisation mais propose des
solutions "acceptables" s'appuyant sur des critères proches des objectifs du
gestionnaire.
Aussi il est recommandé de choisir les règles à utiliser de façon à réaliser au mieux
les objectifs assignés à l'ordonnancement (respect des dates de livraison, charge
maximum sur les machines etc.).
Les règles les plus connues sont :
• Ordre ;
• Premier arrivé premier servi (FIFO) ;
• Priorité au dernier arrivé (LIFO) ;
• Priorité au lot dont le nombre d'opérations est le plus petit (grand) ;
• Priorité au lot dont le temps d'opération est le plus petit (grand) ;
• Date de fin la plus proche ;
• Marge minimale (temps restant-temps opératoires restants) ;
• Ratio critique temps restant/travail restant
• ….
Exemples :
Devant le centre d'usinage CU09 attendent 5 OF, la date d'aujourd'hui est le jour 60 et
les informations concernant ces OF sont données par GPAO.
Travail restant
(j)
Date de fin
Temps
opératoire (h)
Jour d’arrivée
OF
5
66
4
53
1
4
64
3
55
2
3
62
5
54
3
2
61
2
59
4
2
65
1
60
5
Si l'on applique les règles suivantes dans l'ordre :
- FIFO
- Priorité au lot dont le temps d'opération est le plus petit
- Date de fin la plus proche
- Ratio critique
- FIFO :
1 3 2 4 5
- Priorité au lot dont le temps d'opération est le plus petit :
5 4 2 1 3
- Date de fin la plus proche :
4 3 2 5 1
32.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
32/6
5
- Ratio critique :
Ratio critique
Travail restant
(j)
Temps restant
(j)
Date de fin
OF
1,20
5
66-60=6
66
1
1,00
4
4
64
2
0,67
3
3
62
3
0,50
2
2
61
4
2,50
2
2
65
5
Ordre : 4 3 2 1 5
Les OF 4 et 3 ne seront pas terminés à la date prévue car le travail restant est plus
grand que le temps restant.
33.
D- LES TECHNIQUESD’IMPLANTATION D’ATELIER
Il existe de nombreuses méthodes d’implantation :
méthodes de séparation en îlots indépendants qui permettent en fonction de la
gamme des produits de définir des îlots de productions indépendants qui utilisent le
même groupement de machines,
méthodes d’implantation d’atelier (méthodes des chaînons) qui ne sont
pas liées à un type de production mais cherchent à minimiser les déplacements et à
éviter les croisements des flux,
méthode de mise en ligne de production (méthode des gammes fictives).
1. Méthodes des chaînons (voir Module n° 19)
a) Définitions
On appelle chaînon le chemin réellement emprunté par une pièce entre deux postes
de travail.
Représentation d’un chaînon.
Dans notre exemple :
• M1 possède 2 chaînons,
• M2 en possède 3…
On définit une unité de manutention comme une unité permettant de chiffrer le trafic
entre les postes. Celle-ci peut être le nombre, le volume, le poids des pièces, le nombre
de palettes, de containers, de lots de transfert…
On appelle indice de trafic le nombre d’unités de manutention qui va emprunter le
chaînon entre deux postes.
b) Étapes de la méthode
Etude des postes de travail et des gammes.
Définition d’une unité de manutention et détermination de l’indice de trafic
entre postes.
Etablissement d’un tableau des chaînons à double entrée.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
33/6
5
34.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
34/6
5
Classement des postes de travail.
Etablissement d’une implantation théorique (canevas d’implantation).
Adaptation de l’implantation théorique aux contraintes (génie civil, moyens
de manutention...).
c) Exemple
Etape 1 : étude des postes de travail et des gammes
Considérons un îlot à implanter qui comporte 7 postes de travail (hors stocks) et qui
permettra de fabriquer deux familles de pièces différentes (paliers et carters)
Postes de travail
Stocks entrée
A
Tournage ébauche
B
Tournage finition
C
perçage
D
Ebavurage
E
Fraisage ébauche
F
Fraisage finition
G
Alésage
H
Stocks sortie
I
Etape 2 : détermination de l’unité de manutention et du trafic entre postes
Dans notre cas l’unité de manutention correspond à un lot de transfert. Le lot de
transfert correspond au nombre de pièces que peut contenir un container qui circulera
de poste en poste.
Carter
supérieur
Carter
inférieur
Palier
intermédiaire
Palier
avant
Palier
arrière
250
200
130
150
100
Lots de
transfert
Phases
A
A
A
A
A
10
D
F
F
D
B
20
G
G
G
B
C
30
D
D
D
C
D
40
I
B
B
D
F
50
C
C
H
G
60
D
D
I
D
70
H
I
E
80
I
H
90
I
100
110
35.
Etape 3 :établissement d’un tableau des chaînons à double entrée
I
H
G
F
E
D
C
B
A
R
E
130+200
=330
150+250
=400
100
3
830
A
100+150
+130+200
=580
3
1160
B
100+150
+130+200
=580
2
1160
C
250+130
=380
150+200
=350
250
100
100
9
3320
150+130
+200=480
D
100
2
200
E
100+130
+200=430
3
860
F
3
1360
100+250+130
+200=680
G
100+150
+200=450
3
900
H
2
830
I
A l’aide des gammes des produits, il faut placer dans les cases correspondant à un
déplacement de pièces entre deux postes de travail les lots de transfert.
Exemple : pour la gamme du palier arrière
De la phase 10 à 20, il y a un chaînon entre A et B donc on place 100 à
l’intersection de la colonne A et de la ligne B.
De la phase 20 à 30, il y a un chaînon entre B et C donc on place 100 à
l’intersection de la colonne B et de la ligne C.
De la phase 30 à 40, il y a un chaînon entre C et D donc on place 100 à
l’intersection de la colonne B et de la ligne C.
Et ainsi de suite pour toute la gamme du palier arrière.
On procède de la même manière pour les autres pièces en ajoutant les liaisons à celles
existantes.
On effectue les sommes des liaisons dans chaque case puis on réalise les sommes
de la ligne et de la colonne :
Exemple pour le poste F de fraisage d’ébauche :
Calcul de la valeur à l’intersection A et F : 130+200=330
Calcul de la valeur à l’intersection G et F : 100+130+200=430
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
35/6
5
36.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
36/6
5
Calcul de la somme des liaisons concernant le poste F :
330 (intersection A et F) +100 (intersection F et D) + 430 (intersection F et G) = 860
Ce calcul nous donne tout le trafic en unités de manutention (nombre de pièces)
passant par le poste F.
Le nombre 3 représente le nombre de chaînons que possède le poste F.
Etape 4 : Classement des postes de travail
Postes de
travail
Trafic total par
poste
Nombre de
liaisons
N° ordre
D
3320
9
1
G
1360
3
2
B
1160
3
3
H
900
3
4
F
860
3
5
A
830
3
6
C
1160
2
7
I
830
2
8
E
200
2
9
Etape 5 : Etablissement d’une implantation théorique
On commence par construire le canevas en plaçant au centre le poste le plus chargé
(D).
Puis on place le plus proche possible de D et dans l’ordre établi auparavant les
différents postes en indiquant les chaînons ainsi que les liaisons entre chaque poste.
37.
Le canevas estconçu pour éviter les croisements de pièces. Le transfert des pièces
de D vers I ne représente qu’une faible partie du trafic et de plus il n’y a pas de transfert
de pièces entre les postes C et H…
Le transfert des pièces de pièces de D vers E ne représente qu’une faible partie du
trafic et de plus il n’y a pas de transfert de pièces entre les postes G et H donc pas de
croisement de pièces.
Une autre solution aurait été de dédoubler le poste de perçage D car il est très utilisé.
Etape 6 : Implantation pratique
L’implantation théorique ne donne qu’une indication sur la position relative des
différents postes de travail mais elle ne tient pas compte des contraintes de génie civil
(forme des bâtiments, raccordement, moyens de transport), des contraintes de taille
de machines, des allées etc.. ainsi que de l’implantation des entrées et sorties.
L’implantation du poste de travail (I) a été déplacé pour s’adapter à la structure du
bâtiment qui ne comporte que deux entrées sorties :
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
37/6
5
38.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
38/6
5
39.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
39/6
5
2. Méthodes de mise en ligne de production
La plus connue est la méthode des gammes fictives. Cette méthode vise à disposer
les moyens de production de telle façon que le flux de production est toujours dirigé
dans une direction donnée.
Méthode des gammes fictives :
a) Présentation
Cette méthode permet de créer une ligne de fabrication permettant de réaliser des
produits ayant des gammes très proches. Cette ligne doit permettre l’écoulement des
pièces dans un sens unique de circulation.
b) Détermination des processus de production
L’analyse de la production d’un atelier nous donne l’échantillon représentatif suivant :
Indice de
trafic
Gamme
Produit
2
M4-M2-M6-M5
P1
5
M4-M1-M6-M5
P2
2
M1-M6-M3-M5
P3
3
M1-M6-M5
P4
3
M4-M7-M1-M3-M5
P5
Exemple de processus d’étude
c) Analyse des processus
On crée une gamme fictive à partir de la gamme la plus longue. Ensuite, gamme après
gamme, on vérifie s’il est possible de réaliser le produit. Si nécessaire, on intercale
dans cette gamme fictive le, ou les, poste(s) qui permet(tent) d’assurer la réalisation.
À ce stade, il peut être nécessaire de dupliquer les postes.
Pour cet exemple :
On part de la gamme P5 :
M4 M7 M1 M3 M5
Pour réaliser P2, P3 et P4, on intercale M6 entre M1 et M3 :
M4 M7 M1 M6 M3 M5
Pour réaliser P1 on intercale M2 entre M4 et M7 ou entre M7 et M1 ; ce qui nous donne
la gamme fictive finale :
M4 M2 M7 M1 M6 M3 M5
d) Implantation théorique
L’implantation théorique revient à construire la ligne de fabrication qui correspond à la
gamme fictive. Toutefois, la localisation du magasin ou l’unicité d’un moyen que l’on
avait été amené à dupliquer au cours de la méthode peut nous conduire à proposer
différentes formes de lignes de production :
40.
Production linéaire.Dans le cas de magasins d’entrée et de sortie différents
et éloignés.
Production linéaire
Production en U. Dans le cas de magasins d’entrée et de sortie différents et
très proches ou identiques.
Production en U
Production en U avec point de recoupement. Cas d’un poste de travail
dupliqué fictivement pour la méthode.
Production en U avec point de recoupement
Production en arbre. Cas d’implantation très proche de la nomenclature du
produit.
Production en arbre
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
40/6
5
41.
e) Prise encompte des contraintes techniques
Cette étape consiste à choisir, comme pour la méthode précédente, l’implantation la
mieux adaptée en fonction des contraintes de génie civil (localisation des services,
surfaces disponibles, emplacement des allées…) et/ou de choix technologiques (mise
en place de convoyeurs partageables…).
3. Mise en îlots de production
Il existe plusieurs méthodes matricielles ayant cet objectif (méthode de Mac Cormick,
algorithme GPM…).
- Méthode Mac Cormick
Les données de départ sont regroupées dans une matrice dans laquelle les produits
sont en lignes et les postes en colonnes.
L’objectif de cette méthode est de transformer cette matrice de base pour la structurer
en sous-matrices disjointes (qui définiront les îlots), disposées sur la diagonale et
comportant une forte densité de « 1 ». Cette méthode consiste à :
• modifier l’ordre des lignes en rapprochant celles qui se ressemblent puis
• modifier l’ordre des colonnes en rapprochant celles qui se ressemblent.
La difficulté de cette méthode réside dans la détermination des critères de
ressemblance. Pour exemple, étudions un système de production de 6 produits
différents réalisés sur 6 postes de travail (notés de M1 à M6).
Les informations des gammes de ces 6 produits nous permettent de construire la
matrice suivante :
Nous observons que :
• les lignes P1 et P4 sont strictement identiques ;
• la ligne P3 ressemble à P1 et P4 ;
• les lignes P2 et P5 sont strictement identiques ;
• la ligne P6 utilise M2 en plus des mêmes moyens que P2 et P5.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
41/6
5
42.
Par permutation deslignes, nous obtenons la nouvelle matrice suivante :
Ensuite, nous observons que :
• les colonnes M3 et M5 sont identiques ;
• les colonnes M1, M2 et M4 se ressemblent ;
•la colonne M6, relativement différente, pourrait s’apparenter avec les colonnes M1
et M2.
Par permutation des colonnes, nous obtenons la nouvelle matrice suivante :
De l’analyse de cette matrice résultante, il est possible d’envisager 2 îlots :
• l’îlot 1 comporterait les postes M1, M2, M4 et M6 et
• l’îlot 2 comporterait les postes M3 et M5.
Le poste M6, n’étant utilisé que pour la réalisation du produit P3, a été rattaché à l’îlot
1 pour éviter des échanges inter-îlots lors de la réalisation de ce produit. Par contre,
pour la réalisation du produit P6, il faudra envisager des échanges inter-îlots.
Pour éviter ces échanges inter-îlots, il faudrait dupliquer le poste M2 dans l’îlot 2 ou
modifier la gamme de fabrication du produit P6.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
42/6
5
43.
E- METHODE KANBAN
Ilne faut pas confondre Kanban et Juste-À-Temps. Le concept Juste-À-Temps
consiste à livrer, fabriquer, approvisionner juste au moment du besoin (ne pas
fabriquer ni trop tôt ni trop tard). Il existe plusieurs outils pour atteindre le Juste-À-
Temps et Kanban n’est qu’un de ces outils.
1. Fonctionnement de base
a) Modélisation du système industriel
Tout système industriel peut être considéré comme une succession de postes de
travail qui s’enchaînent de façon à élaborer progressivement un produit.
Modélisation du système industriel.
Chaque poste fabrique un composant, ou une partie du produit, qui sera utilisé
ultérieurement par un poste suivant. Chaque poste joue donc simultanément un rôle
de fournisseur pour le, ou les, poste(s) suivant(s) et un rôle de client pour le, ou les,
poste(s) précédent(s).
b) Relations Client/Fournisseur
Le client passe commande à un fournisseur par l’intermédiaire d’un bon de commande
et le fournisseur livre le client en joignant à la marchandise un bon de livraison.
.
Relation Client/Fournisseur.
c) Application au système Kanban
Le système Kanban est une méthode basée sur le réapprovisionnement sur point de
commande.
Le client passe une commande au fournisseur grâce à un kanban (fonction « Bon de
commande ») et le fournisseur livre les produits avec un kanban (fonction « Bon de
Livraison »).
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
43/6
5
44.
d) Composition d’unKanban
Le Kanban doit assurer, comme on vient de le voir, une fonction « Bon de Commande
» et une fonction « Bon de Livraison ». Un kanban se présente donc simplement sous
la forme d’un document de ce type :
Composition d’un Kanban.
La méthode Kanban tient son nom de ce document puisque Kanban signifie « carte
», « fiche », « enseigne » ou « étiquette » en japonais.
e) Le TOP (Tableau d’Ordonnancement de la Production ou tableau des
Kanbans)
Chaque poste fournisseur possède un TOP, Tableau d’Ordonnancement de la
Production ou Planning des Kanbans, qui lui sert de carnet de commande. C’est un
espace comprenant des emplacements prévus pour recevoir les Kanbans
correspondants aux demandes de production.
Description d’un TOP
Dans ce TOP, nous remarquons que le poste de travail M peut fabriquer les pièces de
référence 1, 2, 3, n.
De plus, nous voyons qu’il y a deux emplacements de prévus pour recevoir des
kanbans correspondant à la pièce de référence 1. Par similitude, il y en a 4 pour les
pièces Référence 2, 3 pour les pièces Référence 3 et Référence n.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
44/6
5
45.
2. Fonctionnement détaillé
a)Hypothèses
Ce système ne fonctionne qu’après avoir admis plusieurs hypothèses :
• les pièces circulent entre les postes dans des containers (boîtes);
• tous les containers contiennent le même nombre de pièces;
• il n’y a pas de mélange de pièces dans un container;
• toutes les pièces d’un container sont bonnes;
•on associe à un container une et une seule étiquette (Kanban) qui contient
des informations de fabrication;
• il y a autant de kanbans qu’il y a de containers en circulation.
b) Fonctionnement
Un poste « Client » entame un container de pièce « n ». Il décroche le Kanban
qui y était accroché et l’accroche dans un des emplacements prévus pour cette
pièce du TOP du poste « Fournisseur ». Ensuite, il travaille à son rythme.
Le poste « Fournisseur » est prêt à commencer un nouveau travail. L’opérateur
analyse le TOP et choisit la référence qu’il va fabriquer. Pour signaler la
référence choisie, il retourne le, ou les, Kanban(s) concerné(s) et on voit
apparaître « En Cours» dans les emplacements correspondants.
Lorsque le fournisseur a terminé sa fabrication, il décroche les Kanbans « En
Cours» du TOP et les accroche aux containers de pièces. Ensuite, il envoie les
containers au poste « Client » correspondant.
Circulation des étiquettes Kanban
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
45/6
5
46.
3. Analyse d’unTOP
Compte tenu du principe de la méthode, nous voyons que :
• un emplacement vide correspond à un container plein dans le système de production;
•un Kanban en place correspond à un container à renouveler (ce container est vide
ou en cours d’utilisation);
• lorsque tous les emplacements pour une référence sont vides, le stock estmaximum
– exemple pièce référence 1 – (il est possible de conclure que le poste « client » n’est
pas assez rapide);
•lorsque tous les kanbans pour une référence sont en place, il y a rupture de stock –
exemple pièce référence 3 – (il est possible de conclure que le poste « fournisseur »
n’est pas assez rapide).
Remarque : Les deux dernières situations sont caractéristiques de problèmes.
4. Dimensionnement du TOP
a) Démarche
Le dimensionnement d’un TOP s’effectue en trois étapes :
analyse de tous les flux par type de pièces entre chaque poste fournisseur et
tous les clients potentiels de cette pièce;
déterminer la taille d’un container;
déterminer le nombre de containers à faire circuler pour cette pièce.
b) Flux de production
Le flux s’exprime en nombre de pièces par unité de temps (unité de planification :
heure, jour, semaine…). Il faut déterminer tous les flux de pièces à chaque poste.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
46/6
5
47.
c) Calcul dunombre de Kanbans
La formule la plus couramment référencée dans les ouvrages s’exprime de lamanière
suivante :
Où :
D : représente la consommation moyenne de produits par les clients par unité
de temps ;
L : le délai de mise à disposition des produits ;
G : le facteur de gestion : facteur de couverture contre les aléas et les
changements de séries ;
C : le nombre de pièces contenues dans un container.
Ou bien
Dans cette relation :
D : représente la consommation moyenne de produits par les clients par unité
de temps ;
Tw : temps d’attente des Kanbans ;
Tp : temps de réponse du processus de fabrication (entre le début et la fin de
fabrication d’une pièce, temps de transport y compris) ;
α : coefficient de sécurité du dimensionnement ;
C = :le nombre de pièces contenues dans un container.
Stock maximal autorisé : N x C Soit : nombre de Kanbans x Taille du lot associé au
kanban
Exemple
Imaginons un poste de production fonctionnant en Kanban avec ses fournisseurs pour
lesquels il réalise des produits de deux types A et B.
Le poste fournisseur produit 50 produits de type A ou 100 produits de type B à chaque
heure de production, ce qui correspond aux besoins des clients (D = 50 pour A et 100
pour B et L = 1).
Il requiert 2 heures à chaque réglage. Il peut tomber en panne et cela nécessite en
moyenne une heure de remise en route à chaque fois (G = 150 pour A et 300 pour B).
Les containers des produits A et B sont de 100 pièces.
Nombre de Kanban
Pour A = (50 × 1 + (100 + 50))/100 = 2 Kanban
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
47/6
5
48.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
48/6
5
Le facteur de gestion G sera égal à 100 + 50 car on aura besoin de 100 pièces pour
continuer à produire sur les postes clients pendant que le poste fournisseur effectue
un réglage et, de la même manière, on aura besoin de 50 pièces supplémentaires pour
absorber les arrêts liés au temps de remise en route après une panne.
Nombre de Kanban
Pour B = (100 × 1 + (200 + 100))/100 = 4 Kanbans
Attention, la formule de calcul du nombre de Kanban doit être considérée avec
beaucoup de prudence. Le bon sens reste un élément essentiel dans la mise en place
de ce type de méthode, dans son application et dans son évolution.
D’ailleurs, la façon de déterminer le nombre de Kanban n’est pas le plus important. Ce
qui compte, c’est de se demander comment doit-on améliorer le système de production
pour fixer un nombre de Kanban minimum.
49.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
49/6
5
EVALUATIONS
50.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
50/6
5
Evaluation n°1 :
L’échéancier utilisé pour l’établissement du PDP d’une entreprise se présente comme
suit :
7
6
5
4
3
2
1
300
280
300
250
220
190
120
Prévisions
des Ventes
0
20
0
50
80
110
180
Commandes
Clients
Stock
Prévisionnel
PDP fin
500
PDP début
Disponible à
Vendre
Données : SS = 50 ; Délai = 1 ; Lot = 500 ; Stock = 250.
Complétez cet échéancier en justifiant vos réponses. Vous déterminez d’abord le stock
prévisionnel puis le disponible à vendre.
51.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
51/6
5
Corrigé évaluation n°1 :
Calcul du stock prévisionnel :
Le calcul commence par la détermination du stock de départ.
SP (0) = stock réel départ– stock de sécurité = 250 – 50 = 200
Ensuite, le calcul s’effectue période par période comme suit :
SP(n) = SP(n-1) – PV(n) – CC(n) + PDPfin(n)
En appliquant cette formule, on aura :
SP(1) = SP(0) – PV(1) – CC(1) + PDPfin(1)
SP(1)= 200 – 120 – 180 + 500 = 400
Puisque ce disp prév est positif, on passe à la période suivante (période 2)
SP(2) = SP(1) – PV(2) – CC(2) + PDPfin(2) = 400 – 190 – 110 + 0 = 100
SP(3) = SP(2) – PV(3) – CC(3) + PDPfin(3) = 100 – 220 – 80 + + 0 = - 200
On constate que SP (3)<0. il faut donc placer un ordre dans le PDP pour éviter la
rupture. Cet ordre proposé aura sa date de fin dans la période en question. En ce qui
concerne sa date de début, elle sera décalée de la valeur du délai d’obtention du
produit fini. Dans cet exemple, le délai est égal à 1.
Après, on calcule le disponible prévisionnel en prenant en considération cet ordre de
fabrication.
SP(3) = 100 + 500 - 220 – 80 = 300
SP(4) = 300 - 250 – 50 + 0 = 0
SP(5) = 0 - 300 – 0 + 0 = - 300,
donc un ordre de fabrication, d’où, SP (5) =0 - 300 – 0 + 500 = 200
SP(6) = 200 - 280 – 20 + 0 = - 100,
donc un ordre de fabrication, d’où, SP (6) = 200 - 280 – 20 + 500 = 400
SP(7) = 400 - 300 – 0 + 0 = 100.
7
6
5
4
3
2
1
300
280
300
250
220
190
120
Prévisions
des Ventes
0
20
0
50
80
110
180
Commandes
Clients
100
400
200
0
300
100
400
Stock
Prévisionnel
500
500
500
500
PDP fin
500
500
500
PDP début
Disponible à
Vendre
52.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
52/6
5
Calcul du disponible à vendre :
En appliquant ces formules :
Disponible à vendre (1) = 250 + 500 – (180 + 110) = 460
Disponible à vendre (3) = 500 – (80 – 50) = 370
Disponible à vendre (5) = 500 – 0 = 500
Disponible à vendre (6) = 500 – 20 – 0 = 480.
Le disponible à vendre est illustré par le tableau suivant
- Première période du PDP :
DAV(1) = SP(0)+SS(0)+PDPfin(1) - [CC(1) +CC(1+1) +...Jusqu’arrivée du lot PDP]
DAV(1) = 200 + 50 + 500 – (180 + 110) = 460
- Périodes suivantes(n) :
DAV(n) = PDPfin(n) - [CC(n) + CC(n+1) + ...Jusqu’arrivée du lot PDP]
DAV(3) = 500 – (80 + 50) = 370
DAV(5) = 500 – 0 = 500
DAV(6) = 500 – (20 + 0) = 480
Le disponible à vendre est illustré par le tableau suivant :
7
6
5
4
3
2
1
300
280
300
250
220
190
120
Prévisions
des Ventes
0
20
0
50
80
110
180
Commandes
Clients
100
400
200
0
300
100
400
Stock
Prévisionnel
500
500
500
500
PDP fin
500
500
500
PDP début
480
500
370
460
Disponible à
Vendre
53.
Evaluation n°2 :
Ci-jointla nomenclature du produit suivant :
Pour chaque composant, il faut déterminer :
1- Quelle quantité de composants est nécessaire pour fabriquer le produit A.
2- Les Besoins Bruts (BB) en composants,
3- Les Stocks prévisionnels,.
4- Les Besoins Nets (BN).
Informations complémentaires :
B, D, E, sont fabriqués. C, F sont achetés.
Il n’y a pas de quantité fixée pour les tailles des lots du produitA et de ses composants.
F
E
D
C
B
A
Article
400
180
160
100
60
20
Etat des stocks en février (mois 2)
1
1
1
1
1
0
Délais d’obtention des articles (en
mois)
PDP de la servante A :
6
5
4
3
Période
65
65
65
65
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
53/6
5
54.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
54/6
5
Corrigé évaluation n°2 :
Niveau 0 de la nomenclature :
St= 20, D=0
Article A 6
5
4
3
65
65
65
65
Besoins bruts
Ordres lancés
0
0
0
0
20
Stocks prévisionnels
65
65
65
45
Besoins nets
65
65
65
45
Fin
Ordres proposés
65
65
65
45
Début
Niveau 2 de la nomenclature :
St=60, D=1
Article B 6
5
4
3
65
65
65
45
Besoins bruts
Ordres lancés
0
0
0
15
60
Stocks prévisionnels
65
65
50
Besoins nets
65
65
50
Fin
Ordres proposés
65
65
50
Début
St=100, D=1
Article C 6
5
4
3
65
65
65
45
Besoins bruts
Ordres lancés
0
0
55
100
Stocks prévisionnels
65
65
10
Besoins nets
65
65
10
Fin
Ordres proposés
65
65
10
Début
Niveau 3 de la nomenclature :
St=160, D=1
Article D 6
5
4
3
130
130
130
90
Besoins bruts
Ordres lancés
0
0
0
50
160
Stocks prévisionnels
130
130
80
Besoins nets
130
130
80
Fin
Ordres proposés
130
130
80
Début
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
56/6
5
Evaluation n° 3 :
Faire le même exercice avec les données suivantes : les délais et les stocks sont les
mêmes, mais l'entreprise décide de fixer des lots de fabrication pour chaque article
selon le tableau suivant :
F
E
D
C
B
A
Article
320
160
150
100
70
60
Taille du lot
57.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
57/6
5
Corrigé évaluation n° 3 :
Niveau 0 de la nomenclature :
St= 20, D=0
6
5
4
3
Article A
65
65
65
65
Besoins bruts
Ordres lancés
0
5
10
15
20
Stocks prévisionnels
60
55
50
45
Besoins nets
60
60
60
60
Fin
Ordres proposés
60
60
60
60
Début
Niveau 2 de la nomenclature :
St=60, D=1
6
5
4
3
Article B
60
60
60
60
Besoins bruts
Ordres lancés
30
20
10
0
60
Stocks prévisionnels
40
50
60
Besoins nets
70
70
70
Fin
Ordres proposés
70
70
70
Début
St=100, D=1
6
5
4
3
Article C
60
60
60
60
Besoins bruts
Ordres lancés
60
20
80
40
100
Stocks prévisionnels
40
20
Besoins nets
100
100
Fin
Ordres proposés
100
100
Début
Niveau 3 de la nomenclature :
St=160, D=1
6
5
4
3
Article D
140
140
140
Besoins bruts
Ordres lancés
30
30
30
20
160
Stocks prévisionnels
110
120
Besoins nets
150
150
Fin
Ordres proposés
150
150
Début
58.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
58/6
5
59.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
59/6
5
St=180, D=1
6
5
4
3
Article E
140
140
140
Besoins bruts
Ordres lancés
60
60
50
40
180
Stocks prévisionnels
90
100
Besoins nets
150
150
Fin
Ordres proposés
150
150
Début
St=400, D=1
6
5
4
3
Article F
280
280
280
Besoins bruts
Ordres lancés
200
200
160
120
400
Stocks prévisionnels
120
160
Besoins nets
320
320
Fin
Ordres proposés
320
320
Début
60.
Evaluation n°4 :
Etantdonné les fabrications Pi réalisées sur les moyens M1 et M2 conformément aux
OF suivants
Le temps interopératoire correspondant au transfert des produits entre les moyens
sera considéré comme nul.
Travail demandé :
1 Calculer la durée de fabrication de ces 8 produits si on fabrique au plus tôt
dans l’ordre des numéros de produit. Quel est le temps d’inactivité de chaque
moyen ?
2 Calculer la durée de fabrication de ces 8 produits si on les fabrique au plus tôt
dans l’ordre déterminé par l’algorithme de Johnson.
3Quel est le temps d’inactivité de chaque moyen en appliquant cet algorithme ?
4- Quel gain obtient-on en appliquant cet algorithme ?
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
60/6
5
61.
Corrigé évaluation n°4 :
1- Ordre d’arrivée des fabrications
Durée de fabrication dans l’ordre des numéros de produit.
Durée de fabrication = 20 + 10 + 14 + 12 + 12 + 18 + 25 + 20 + 20 = 151
Temps d’inactivité du moyen M1 : 0
Temps d’inactivité du moyen M2 : 20 + 10 = 30
2- Application de l’algorithme de Johnson
L’application de l’algorithme de Johnson donne l’ordre final :
P5, P8, P1, P7, P6, P3, P4, P2
Durée de fabrication = 12 + 15 + 20 + 25 + 18 + 14 + 12 + 10 + 8 = 134
3 Temps d’inactivité de chaque moyen
Temps d’inactivité du moyen M1 : 0
Temps d’inactivité du moyen M2 : 12 + 1 = 13
4 Gain obtenu en appliquant cet algorithme
Gain sur la durée de fabrication : 151 – 134 = 17 qui se retrouve sur une amélioration
de l’activité de M2 : 30 – 13 = 17
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
61/6
5
62.
Evaluation n° 5:
Soit une ligne de fabrication de 7 postes (P1 à P7) sur laquelle on désire réaliser les
8 produits (A à H) suivants :
Dans cet exercice, nous estimerons que le temps de transfert des produits entre les
postes est négligeable.
➤ Travail demandé
1 Indiquez l’algorithme d’ordonnancement qui permet de minimiser le temps
global de réalisation de ces 8 produits (A à H).
2 Trouver l’ordre de fabrication de ces 8 produits en appliquant l’algorithme que
vous proposez.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
62/6
5
63.
Corrigé évaluation n°5 :
1 Algorithme d’ordonnancement pour minimiser le temps global
Pour trouver l’ordre des fabrications, nous devons appliquer l’algorithme de Johnson
généralisé.
Pour cela il faut s’assurer que tous les moyens sont bien utilisés en séquence. Il suffit
qu’un seul ne réponde pas à cette condition pour que l’algorithme ne s’applique pas.
2 Application de l’algorithme
Ce qui nous donne l’ordre de fabrication suivant : G, E, C, F, H, B, D, A
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
63/6
5
64.
Evaluation n° 6:
Le bureau des méthodes a défini des familles de gammes qui se caractérisent par
l'utilisation des mêmes postes de travail. Les familles que nous avons retenues sont
au nombre de 6 et nécessitent 7 postes de travail qui interviennent toujours dans le
même ordre.
Les 7 postes disponibles sont repérés de la manière suivante :
R : rectification
D : débit
P : perçage
M : mortaisage
F : fraisage
T : taillage
V : vérification
Voici sous forme de tableau les données relatives aux gammes opératoires :
Travail à faire :
Déterminer l’implantation théorique des postes de travail en appliquant la méthode de
la gamme fictive.
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
64/6
5
65.
Corrigé évaluation n°6 :
Nous commençons par la gamme utilisant le plus grand nombre de postes. Dans notre
exemple, nous pouvons prendre la gamme de la famille GZ :
GZ : D F R T V
Ajoutons maintenant la gamme de la famille GY :
GZ : D F R T V
GY : D -F M R V
Le poste M s'intercale tout naturellement entre les postes F et R. L'accordéon
s'allonge :
GZ + GY : D -F M R T V
Ajoutons la gamme de la famille GX :
D F M R T V
D F P V
GX :
Un nouveau poste apparaît : c'est P. Mais il est impossible de le situer avec précision.
Il est situé entre F et V.
Ajoutons une nouvelle gamme, soit GW :
D F M R T V
D F P V
F P R
GZ +GY :
GX :
GW :
La position de P se précise entre les postes F et R. Mais nous ne connaissons pas
sa position par rapport au poste M.
Ajoutons la gamme de la famille GV :
M
V
T
R
F < >
D
P
GV :
T
R
M
F
Cette gamme n'apporte rien. Voyons la dernière :
M
F < > R T V
D
P
GU:
F P R T
D
Il n'y a pas de changement. Les positions relatives des postes M et P sont
indifférentes. Donc M et P sont au même niveau et la gamme fictive est :
La gamme fictive constitue la meilleure implantation théorique. Mais cette implantation ne minimise pas la
somme des déplacements entre les postes du fait de la longueur de la ligne. Pour limiter les déplacements on
peut donner à la ligne des formes différentes. Nous proposons quatre solutions, la dernière mettant en évidence
le principe du regroupement par niveau.
Les postes de la ligne de fabrication pourront être soit :
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
65/6
5
66.
1°) rangés enligne stricte
2°) disposés en U
La disposition en U est particulièrement recommandée pour une ligne de fabrication dans laquelle les transferts et
les transformations des matières se font manuellement.
3°) alternés le long de la ligne à l'image des chaînes transfert :
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
66/6
5
67.
Filière : Technicienen logistique
Guide de soutien, Module 18 : Gestion de
production
67/6
5
Evaluation n° 7 :
Exercice 1 :
Combien de contenants kanbans seront nécessaires si la demande est de 2 400
composants par 8 heures et si la capacité d’un contenant est de 11 pièces ?
Selon l’analyse des opérations, le temps d’opération est de 8 minutes par unités, le
temps d’attente est de 30 secondes et le temps de transport est de 90 secondes.
Enfin, les dirigeants ne veulent pas que le stock excède 10 % de la production
quotidienne.
Exercice 2 :
Combien de Kanbans seront nécessaires si le taux de production hebdomadaire est
de 15 868 unités (réparties uniformément dans le temps), que la quantité de pièces
par contenant est de 16 unités, que le temps d’attente moyen est de 14 minutes, que
l’équipement utilisé au poste de travail peut produire 480 unités à l’heure et qu’un
facteur de sécurité de 10 % est alloué, sachant que l‘entreprise fonctionne 5 jours par
semaine et 8 heures par jours.
Exercice 3 :
La demande pour un produit est de 3200 unités par jour, mais la direction la trouve
insuffisamment incertaine pour allouer un stock de sécurité égal à 8 % de la demande.
Chaque contenant renferme 30 pièces, nécessite 10 minutes de traitement et requiert
40 minutes de manutention et de temps d’attente.
1.Combien d’ensembles de cartes de production et de transferts de contenants
ce processus nécessite-t-il ?
2.Les employés ont trouvés le moyen de réduire le temps d’attente et de
manutention à 32 minutes, et le temps de traitement à 9,67 minutes. Quel est
l’effet de cette réduction sur le nombre de contenant (N) ?
3. Quel effet le changement (2) aura-t-il sur le stock maximal autorisé ?
4.Après avoir apporté les améliorations en (2), on constate que, par une
nouvelle disposition des pièces dans les contenants, ceux-ci peuvent
maintenant contenir 50 unités. En quoi cela change-t-il le nombre de contenants
et la quantité de stocks ?
Exercice 4 :
Il y a 20 kanbans pour des boîtes qui contiennent 300 pièces chacune. La demande
quotidienne est de 6 000 pièces ; il faut en moyenne 0,8 jour pour l’attente des boîtes
et 0,2 jour pour traiter une boîte. On ne se rappelle pas du facteur de sécurité utilisé.
1. Déterminer le facteur de sécurité
2. Combien de kanbans seront nécessaires si ce facteur est porté à 10 % ?
3. De combien d’unités le stock de sécurité sera-t-il accru ?
68.
Corrigé évaluation n°7 :
Solution exercice 1 :
Solution exercice 2 :
N= D(Tw+Tp)(1+α) / C
Où D= 15 868/5 jours/ 8 heures/ 60 minutes = 6,6116667 unités par minutes
Tw= 14 minutes
Tp= 60/480 = 0, 125 minutes
α = 10% ou 0,1
C= 16
Alors,
N = 6 ?6116667 * (14+0,125)*(1+0 ?1) / 16 = 7 kanbans
Solution exercice 3 :
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
68/6
5
69.
Solution exercice 4:
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
69/6
5


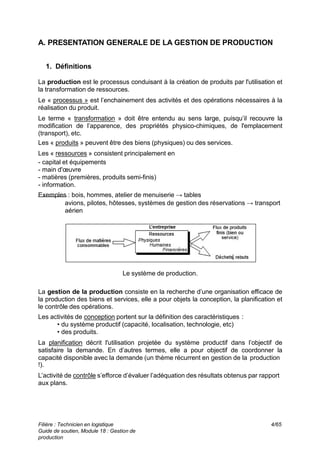
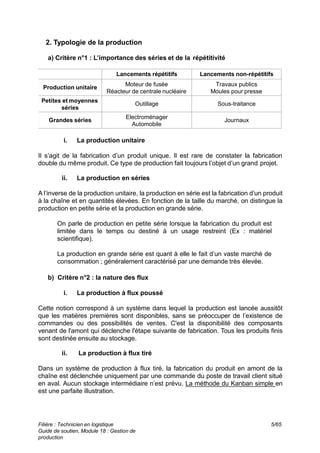
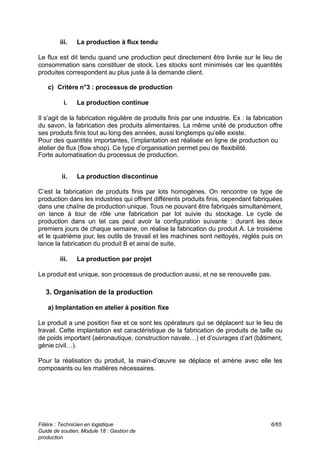
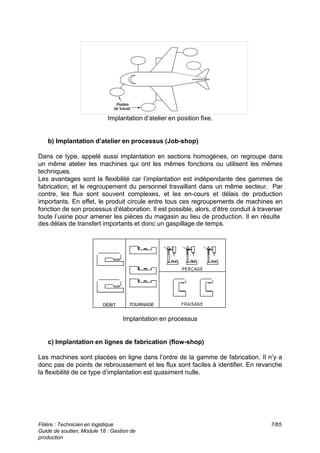

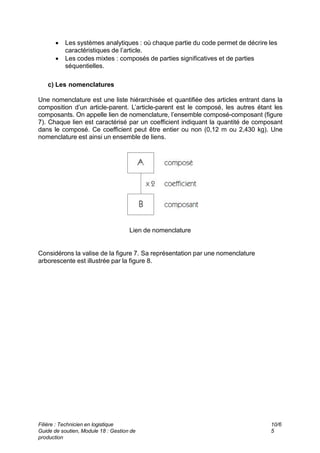
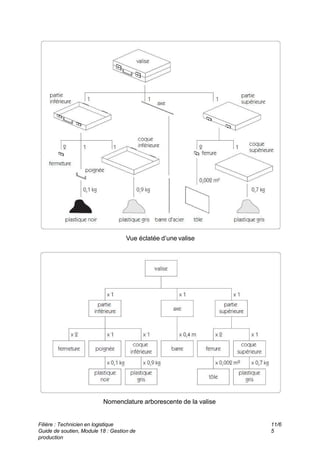
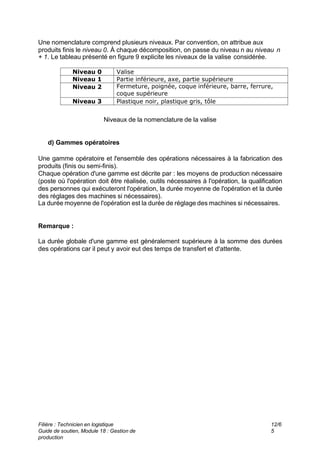
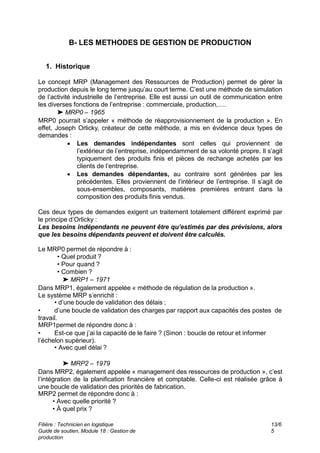
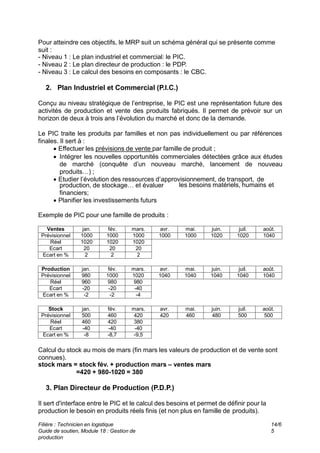
![d) Calcul du disponible à vendre
Le DAV est une indication très utile pour le service commercial, car il renseigne sur la
quantité réelle de produits immédiatement disponibles pour la vente, sans modifier
l’échéancier des quantités à produire donné par le PDP ; donc sans aucune incidence
sur les délais et la capacité de production.
Le DAV est à déterminer chaque fois d’une arrivée d’un lot de produits finis est pévue
par la ligne PDPfin. L’intervalle de temps compris entre 2 arrivées successives de lots
peut comprendre une ou plusieurs périodes du PDP.
La détermination du DAV se fait des deux façons ci-dessous :
- Première période du PDP :
DAV(1) = SP(0)+SS(0)+PDPfin(1) - [CC(1) +CC(1+1) +...Jusqu’arrivée du lot PDP]
- Périodes suivantes(n) :
DAV(n) = PDPfin(n) - [CC(n) + CC(n+1) + ...Jusqu’arrivée du lot PDP]
Pour les périodes suivantes, il faut tenir compte uniquement de la valeur du PDPfin,
car la valeur du stock prévisionnel en période n+x ne peut être connue, tant que des
ventes peuvent être effectuées.
Remarque importante : tout le stock (prévisionnel + sécurité) peut être vendu.
e) Exemple de PDP
• il faut connaître tout d'abord le stock de départ : 250,
• ensuite le stock de sécurité : 10,
• le délai d'obtention : 1 semaine,
• le lot de lancement : 200,
• et la zone ferme : 3 semaines.
7
6
5
4
3
2
1
100
100
90
80
60
40
10
Prévisions
des Ventes
4
10
30
40
70
Commandes
Clients
6
106
6
100
190
80
160
Stock
Prévisionnel
200
200
PDP fin
200
PDP début
Zone ferme
Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
16/6
5](https://image.slidesharecdn.com/mrpetpic-250521225855-15ef3300/85/MRP-ET-PICjsnsncccccccncnvnddcncwnvsanc-pdf-16-320.jpg)

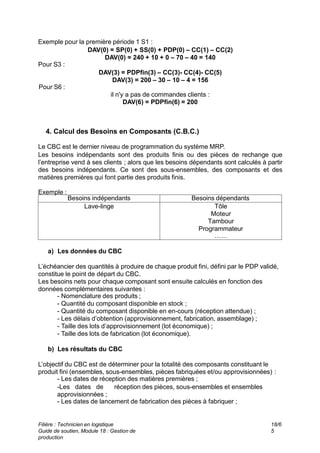
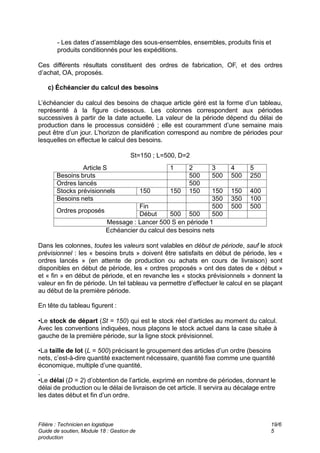
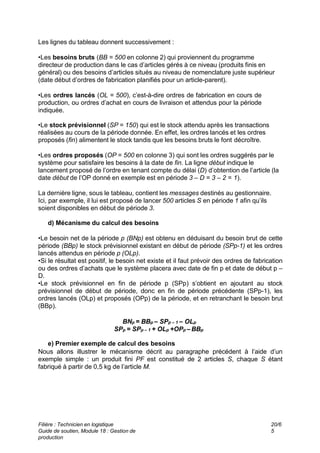












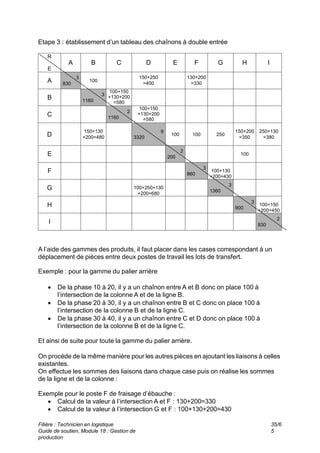


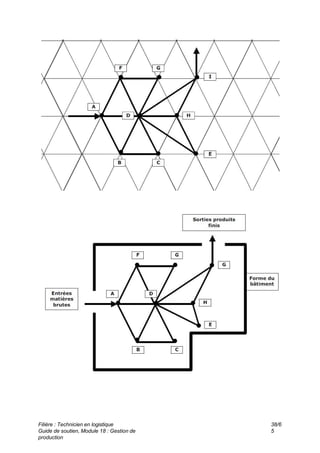




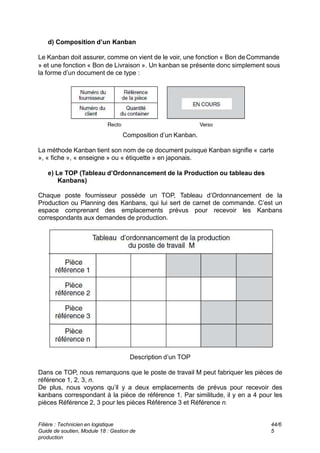





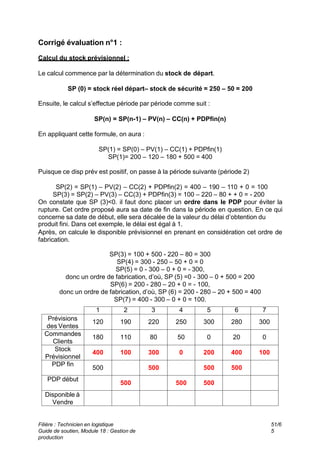
![Filière : Technicien en logistique
Guide de soutien, Module 18 : Gestion de
production
52/6
5
Calcul du disponible à vendre :
En appliquant ces formules :
Disponible à vendre (1) = 250 + 500 – (180 + 110) = 460
Disponible à vendre (3) = 500 – (80 – 50) = 370
Disponible à vendre (5) = 500 – 0 = 500
Disponible à vendre (6) = 500 – 20 – 0 = 480.
Le disponible à vendre est illustré par le tableau suivant
- Première période du PDP :
DAV(1) = SP(0)+SS(0)+PDPfin(1) - [CC(1) +CC(1+1) +...Jusqu’arrivée du lot PDP]
DAV(1) = 200 + 50 + 500 – (180 + 110) = 460
- Périodes suivantes(n) :
DAV(n) = PDPfin(n) - [CC(n) + CC(n+1) + ...Jusqu’arrivée du lot PDP]
DAV(3) = 500 – (80 + 50) = 370
DAV(5) = 500 – 0 = 500
DAV(6) = 500 – (20 + 0) = 480
Le disponible à vendre est illustré par le tableau suivant :
7
6
5
4
3
2
1
300
280
300
250
220
190
120
Prévisions
des Ventes
0
20
0
50
80
110
180
Commandes
Clients
100
400
200
0
300
100
400
Stock
Prévisionnel
500
500
500
500
PDP fin
500
500
500
PDP début
480
500
370
460
Disponible à
Vendre](https://image.slidesharecdn.com/mrpetpic-250521225855-15ef3300/85/MRP-ET-PICjsnsncccccccncnvnddcncwnvsanc-pdf-52-320.jpg)







































![bien comprendre l'Ordonnancement-Armetta[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/ordonnancement-armetta1-240117112815-6fd3600b-thumbnail.jpg?width=640&height=640&fit=bounds)



