
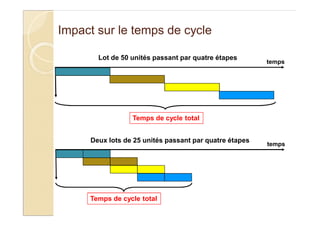
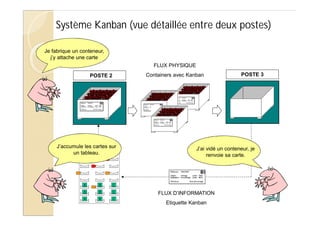

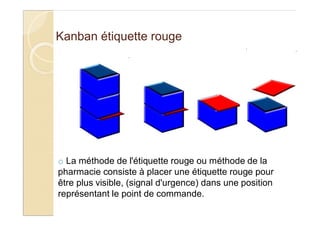
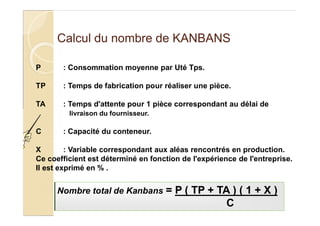
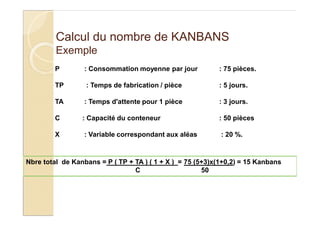

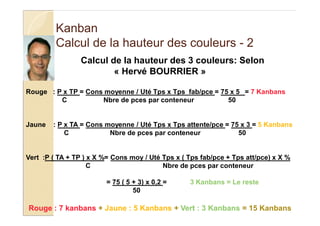
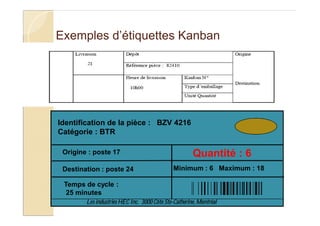
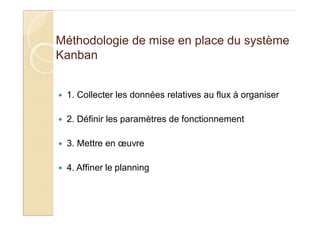
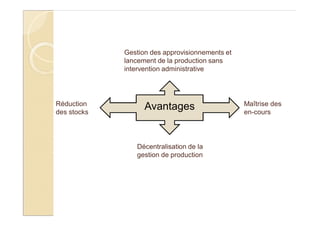
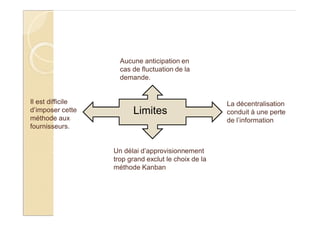

Le système Kanban est une méthode de gestion de production développée par Toyota, ciblant la production à stock zéro et l'optimisation des ressources. Elle repose sur des flux tirés pour répondre efficacement aux demandes, réduisant ainsi les stocks et augmentant la réactivité industrielle. Les avantages incluent la simplification des opérations et la réduction des coûts liés aux stocks, bien que sa mise en place exige une planification rigoureuse et la collaboration des fournisseurs.









































![LE-MODELE-DE-DEVELOPPEMENT-KANBAN (2)[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/le-modele-de-developpement-kanban21-251206080038-06a5ec48-thumbnail.jpg?width=640&height=640&fit=bounds)




























![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)


