Ce projet de fin d'études porte sur la modélisation et l'optimisation du système d'approvisionnement de la fromagerie Bel Maroc, visant à améliorer la gestion des stocks et réduire les surcoûts. Il propose une stratégie en trois phases : des solutions à court terme pour réduire les stocks, des mesures à moyen terme incluant un tableau de bord pour le suivi des performances, et des recommandations à long terme pour la politique d'approvisionnement avec les fournisseurs. Le projet inclut également une analyse détaillée des contraintes du système d'approvisionnement existant.











![Modélisation et optimisation de l’approvisionnement
• d'autre part de réduire au minimum le coût de stockage et de passation des
commandes.
c) Objectif de qualité :
L'Entreprise doit choisir des biens qui lui procurent, en terme de qualité (des biens eux
mêmes) et du fournisseur, une sécurité indispensable.
Une qualité excessive ou insuffisante se traduira par des coûts inutiles.
d) Objectif de délai :
L'idéal est de n'avoir que des stocks minimaux, proches de zéro, ce qui réduit les coûts
de stockage, mais qui restent suffisants pour faire face aux besoins. Il convient que l'entreprise
puisse s'assurer auprès de ses fournisseurs de délais brefs et fiables de livraison des biens
commandés.
Il faut noter que l'objectif de délai est inversé en ce qui concerne les délais de
règlements de l’entreprise. Celle-ci va devoir chercher, au contraire, à obtenir les délais de
règlement à ses fournisseurs les plus longs possibles.
2. Les phases de l’approvisionnement:
L'approvisionnement va de l'achat initial jusqu'à la mise à disposition des utilisateurs.
La gestion des approvisionnements n'est pas limitée aux seuls flux physiques, mais s'étend
également aux flux d'informations.
a) Le processus d'approvisionnement : [1]
1. Manifestation d'un besoin.
2. Définition du produit susceptible de répondre au besoin.
3. Collecte d'informations : recherche des fournisseurs, analyse de leurs propositions.
4. Réalisation de l'achat.
5. Réception, contrôle et stockage des produits.
Projet de Fin d’Etudes 26 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-27-320.jpg)

![Modélisation et optimisation de l’approvisionnement
2. Les types ou catégories de stocks : [2]
Il y a deux types de stocks, selon l’usage industriel ou bien suivant le flux :
a) Stocks suivant l’usage industriel :
Les stocks dans une entreprise sont constitués de stocks de production et de stocks hors
production.
Les stocks de production regroupent l’ensemble des matières qui après transformation
permet d’avoir les produits finis. Ce sont les stocks des :
o Matières premières et composants.
o Encours de fabrication ; tous les articles dans le processus de transformation mais non
encore terminés. (Dans des stocks intermédiaires, au pied des machines ou en transfert entre
les machines).
o Produits finis (dans les usines, dans les centres de distribution ou dans les dépôts).
Les stocks hors production sont ceux qui n’entrent pas dans la transformation, mais
accompagnent la production. Ils sont aussi dénommés stocks ERO (Entretien, Réparation,
Opération). On retrouve dans cette catégorie les stocks de :
o Pièces de rechange
o Consommables des machines (lubrifiants, carburants, nettoyants …)
o Emballages
b) Stocks suivant le flux
Une analyse des flux dans le magasin permet de distinguer les stocks à commandes
régulières ; les stocks de projet, les stocks d’usure et enfin les stocks en transit.
Les stocks à commandes régulières : Ce sont les stocks d’articles régulièrement
consommés.
Les stocks de projet : Ce sont des stocks qui prennent naissance au début d’un projet
et disparaissent à la fin de ce dernier.
Les stocks d’usure : Il s’agit des articles placés en stock, qui sont sortis en cas de
besoin pour réaliser un travail et qui ensuite sont retournés au magasin.
Les stocks en transit ou stock de transbordement : Les articles en simple transit ne
font presque jamais l’objet d’une commande par le gestionnaire du magasin. Ce
dernier agit comme « mandataire ». Il reçoit des marchandises accompagnées
d’instructions précises sur leur future destination.
Projet de Fin d’Etudes 28 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-29-320.jpg)
![Modélisation et optimisation de l’approvisionnement
4. Le coût de pénurie :
C’est le coût le plus difficile à cerner et à estimer, la pénurie peut entrainer une perte
d’une vente ou d’une commande au quelle l’entreprise perdra un profit ponctuel, lorsque la
livraison est différée ceci peut induire à des pénalités de retard. Il y aura de toute façon une
détérioration de l’image de la marque de l’entreprise.
Diverses techniques sont utilises pour limiter les retards et les pénuries, citons :
Le démontage de pièces achevées pour récupérer les pièces manquantes.
La mise en œuvre des procédures d’approvisionnement urgentes.
Le remplacement d’une pièce par une autre plus coûteuse.
Ce coût sera estimé proportionnel :
• Nombre de pénuries constatées.
• Nombre produits manquants multiplie par le temps.
• Nombre jour d’arrêt. [3]
IV. Méthode ABC :
1. Principes de gestion des stocks liés à la classification ABC : [4]
Elle s’agit de classer des objets en 3 Groupes A,B et C d’importance décroissante selon
un critère déterminé , par exemple on propose de retenir le critère de la valeur annuelle
consommée pour classer les articles.
Ce critère permet de prendre en compte à la fois le prix des articles et la quantité
consommée.
On constate souvent que 20 % des articles représentent 80% de la valeur consommée,
c’est la fameuse règle des 20-80.
Même si ces pourcentages ne sont pas strictement respectés, l’idée est que tous les
articles n’ont pas la même importance financière et ne doivent donc pas être gérés de la même
manière.
La méthode ABC propose donc de ranger les articles dans 3 classes :
- les articles A : 75% de la valeur consommée pour 10% des articles
- les articles B : 20% de la valeur consommée pour 25% des articles
- les Articles C : 5% de la valeur consommée pour 65% des articles
Trois remarques importantes sont à signaler :
- les pourcentages avancés sont donnés à titre indicatif, ils peuvent varier légèrement d’une
entreprise à une autre.
-il est possible de mener une analyse plus fine (ABCDEF…)
Projet de Fin d’Etudes 30 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-31-320.jpg)

![Modélisation et optimisation de l’approvisionnement
V. Les modèles de gestion de stock: [4]
Pour pouvoir choisir un model d’approvisionnement pour chaque classe de
références, il faut bien connaitre les modèles de gestion de stock existants, à savoir :
Période fixe Période variable
Quantité fixe Abonnement Gestion à point de
commande
Double casier
Quantité variable Recomplétement calendaire Politique mixte –
réapprovisionnement à la
commande
Tableau 4 : les modèles de gestion de stock.
1. Réapprovisionnement à date fixe et quantité fixe :
Définition : Aussi connue sous le nom de « méthode d’abonnement », Les livraisons des
pièces se font à dates fixes. Les quantités livrées sont égales et peuvent correspondre à une
livraison partielle d’un contrat annuel.
Figure 9 : Graphe Méthode Abonnement
Domaine d’application: Cette méthode peut s’appliquer aux produits dont la consommation
est régulière, de faible valeur et de classe C.
Avantages:
Simplicité de la gestion des stocks.
Gains d'échelle négociables par les acheteurs.
Inconvénients:
Si la quantité de réapprovisionnement est mal calculée ou si la consommation n’est pas
régulière, il y a risque de sur-stockage ou de rupture de stock.
Les livraisons urgentes ou hors contrat, peuvent être très coûteuses (recours au fret aérien,
lancement spécial chez le fournisseur…).
2. Réapprovisionnement à date fixe et quantité variable :
Définition : Aussi connue sous le nom de « méthode de recomplètement », pour chaque
produit un niveau optimum de stock est défini, à période fixe, le gestionnaire analyse son
Projet de Fin d’Etudes 32 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-33-320.jpg)








![Modélisation et optimisation de l’approvisionnement
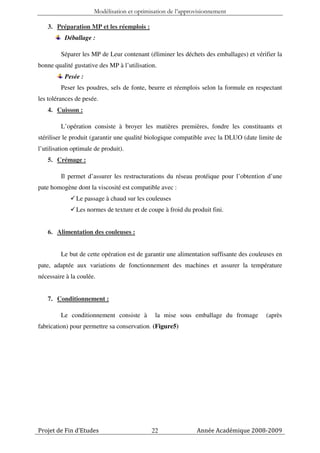
4. Valorisation des stocks :
Normalement chaque service de l’entreprise est lui accordé un budget, défini par le
service comptabilité, pour les emballages le service approvisionnement avait comme objectif
une valorisation de 42 300 KDH .Or la valorisation réelle était de 48 082 KDH, qui dépassait
largement l’objectif, avec un écart négatif de 7 782 KDH.
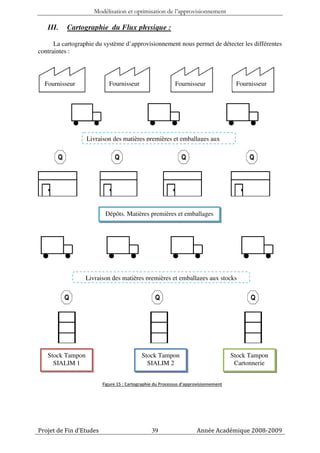
V. Cartographie du flux d’informations:
Cette cartographie va nous permettre de dégagez les contraintes liée au système
d’information, [6] :
Figure 20 : Cartographie du système d’information.
La planification se fait grâce au logiciel WINCH pour l’élaboration du PDP, ce
dernier est transmit au service logistique. Le système information PRIZEM chez BEL est
lié avec multiples interfaces, la première est SCIPION qui se charge des nomenclatures et
des codifications des emballages. On trouve aussi REFLEX qui se charge de la gestion des
magasins et LABEL pour les produits finis permettant l’identification des palettes par
étiquetage de celles-ci en temps réel. Finalement l’application SAGE est utilisé pour la
valorisation des stocks.
Projet de Fin d’Etudes 43 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-44-320.jpg)

![Modélisation et optimisation de l’approvisionnement
3. Audit & Evaluation du fournisseur : [5] :
Lorsque les entreprises évaluent ses fournisseurs, le seul fait de les surveiller peut
engendrer une amélioration du rendement. Si l'entreprise demande aux fournisseurs
d'atteindre des objectifs de rendement précis, non seulement vont-ils relever le défi, mais ils
vont même tenter de dépasser les objectifs, ce qui aura pour résultat une amélioration de leur
rendement.
En gérant et en mesurant de plus près le rendement des fournisseurs, l'entreprise peut
trouver d'autres façons de les aider à éliminer les pertes et les pratiques non efficaces, ce qui
aura pour effet d'améliorer la qualité des fournisseurs et de réduire les coûts.
En mesurant et en améliorant le rendement des fournisseurs ainsi qu'en réduisant les
problèmes de qualité propres aux fournisseurs, les matières provenant des fournisseurs
peuvent être dirigées directement au point d'utilisation sans inspection à l'arrivée, parce
qu'elles sont de la plus grande qualité dès le départ. Les entreprises peuvent éliminer ces
activités peu rentables, généralement rendues nécessaires par des problèmes chez le
fournisseur, notamment les inspections supplémentaires, les coûts de transport
supplémentaires, le temps supplémentaire (pour reprendre le temps perdu), les stocks de
sécurité. Lorsque le rendement du fournisseur s'améliore on constate que les commandes sont
traitées plus rapidement et que les stocks se maintiennent à un bas niveau.
Le but de l'évaluation des fournisseurs est d'améliorer leur rendement. Le simple fait de
mesurer le rendement produit un effet positif. Mais l'évaluation des fournisseurs est plus
profitable lorsqu'elle débouche sur des activités d'amélioration continue et l'amélioration
réelle du rendement des fournisseurs. C'est sur cet aspect que le rendement du capital investi
peut être profitable à la fois pour le fournisseur et pour le client. Le client et le fournisseur
doivent définir les possibilités d'amélioration qui pourraient avoir des effets positifs sur les
activités du fournisseur en termes de coûts, de qualité, de réactivité, etc. et procurer au client
les bénéfices d'un meilleur rendement du fournisseur.
Les systèmes d'évaluation des fournisseurs doivent tenir compte des indicateurs
quantitatifs traditionnels tels que la qualité, la livraison à temps et la gestion des coûts, ainsi
que des facteurs qualitatifs sous-jacents.
Projet de Fin d’Etudes 49 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-50-320.jpg)

![Modélisation et optimisation de l’approvisionnement
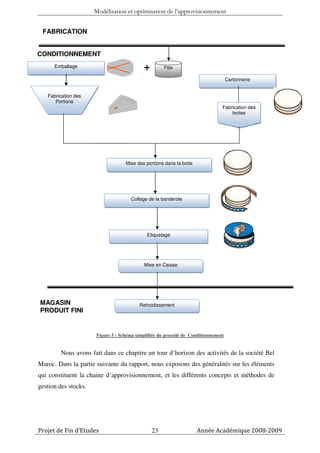
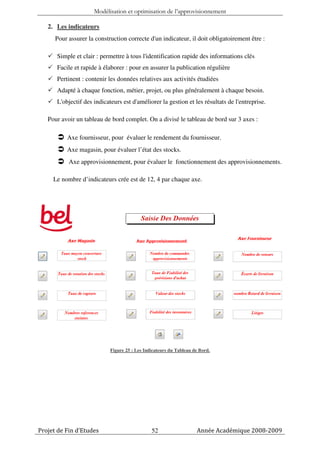
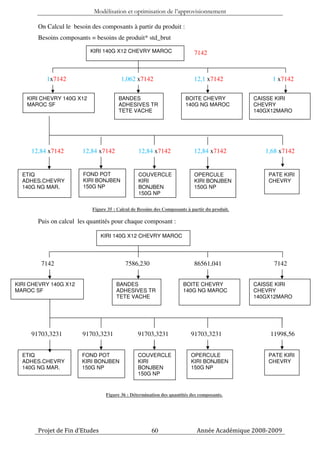
III. Solutions à Moyen Termes : [7]
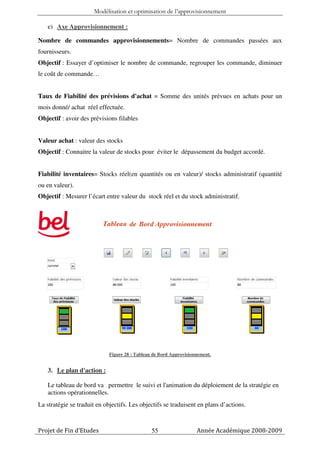
Cette Solution consiste à la mise en place d’un tableau de bord et création d’un
ensemble d'indicateurs qui vont renseignés périodiquement et destinés au suivi de l'état
d'avancement de la politique qu’on va déterminer par la suite et à l'évaluation de l'efficacité
de cette politique.
1. Le tableau de bord:
Le tableau de bord qu’on a réalisé va nous permettre de saisir les données relatives à
l’approvisionnement et à la gestion des stocks, nous donnera comme résultat l’état du tableau
de bord et permettra d’établir les plans d’actions à faire.
Le menu principal contiendra donc les commandes suivantes :
Introduire les données pour mettre à jour les indicateurs.
Tableau de bord qui permettra voir l’état des indicateurs
Plan d’action à mettre en place pour résoudre un problème ou indicateur qui n’a pas
attient les objectifs.
Suivi des actions : pour consulter l’avancement des plans d’actions et si ces actions
ont été efficaces ou non.
Consulter état du tableau de bord.
Figure 24 : Menu Principale du Tableau de Bord.
Projet de Fin d’Etudes 51 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-52-320.jpg)





![Modélisation et optimisation de l’approvisionnement
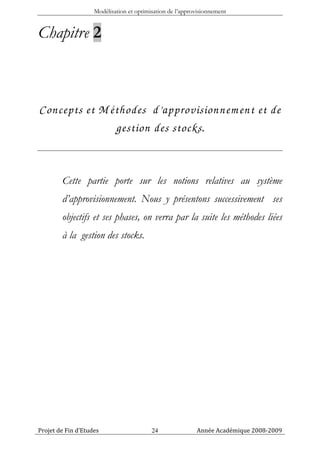
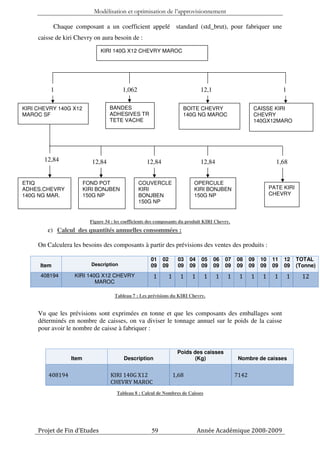
On obtient le tableau suivant :
Code Désignation Quantités Code Désignation Std_brut Quantités
732002900 BANDES ADHESIVES TR TETE VACHE 106,21997 7586,2303
KIRI
75011553 BOITE CHEVRY 140G NG MAROC 1212,00001 86561,041
408194 CHEVRY
140G X12
7142 75010208 CAISSE KIRI CHEVRY 14p0GX12MARO 100 7142
MAROC 75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 1284,000603 91703,3231
70001592 FOND POT KIRI BONJBEN 150G NP 1284,000603 91703,3231
70001591 COUVERCLE KIRI BONJBEN 150G NP 1284,000603 91703,3231
70001593 OPERCULE KIRI BONJBEN 150G NP 1284,000603 91703,3231
7822 PATE KIRI CHEVRY 168 11998,56
Tableau 9 : Calcul des quantités.
De cette manière on trouve tous les composants des produits qu’on va étudier.
Apres avoir calculé le besoin annuel de tous les composants, on additionne les
composants qui on le même numéro de référence. [Annexe 1].
2. Création d une classe homogène de gestion: [11]
La plupart des logiciels de gestion de stocks permettent d'assurer un très bon suivi
administratif des commandes clients, des mouvements de stocks internes et externes, et des
approvisionnement et livraisons des fournisseurs et des sous traitants.
Ainsi, la gestion rationnelle et soigneuse fournie par le système d'information donne
satisfaction et on oublie l'objectif qui devrait être une réduction des stocks et optimisation
de l’approvisionnement, clef de la santé économique de l'entreprise, c’est pour cette raison
qu’on aura recourt à la classe homogène de gestion vu qu’elle se base sur plusieurs critères.
En plus on a pu constater lors de notre analyse des stocks, qu’il y avait des ruptures et
des surstocks,
Projet de Fin d’Etudes 61 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-62-320.jpg)

![Modélisation et optimisation de l’approvisionnement
Le choix de la classe Homogène de gestion et de ces critères a pour but d’éliminer les
ruptures des stocks en ayant un stock minimal, maintenant on va calculer chaque critère :
a) Calcul des critères :
Apres avoir créé la base de données, il sera maintenant facile de calculer les critères de la
classe homogène de gestion.
Valeur du stock :
On crée une table contenant toutes les références et leurs coûts d’achat unitaire :
Code Désignation Coût Unité
achat(DH)
732002900 BANDES ADHESIVES TR TETE VACHE 0,33 ML
75011553 BOITE CHEVRY 140G NG MAROC 0,749 UN
75010208 CAISSE KIRI CHEVRY 14p0GX12MARO 1,908 UN
75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 0,115 UN
70001592 FOND POT KIRI BONJBEN 150G NP 0,32 UN
70001591 COUVERCLE KIRI BONJBEN 150G NP 0,21 UN
70001593 OPERCULE KIRI BONJBEN 150G NP 0,3 UN
Tableau 11 : Coût Unitaire d’achat.
On reprend la table des quantités annuelles qu’on a déjà créée :
Tableau 12 : quantités annuelles des composants.
Code Désignation Quantités Unité
732002900 BANDES ADHESIVES TR TETE VACHE 7586,2303 ML
75011553 BOITE CHEVRY 140G NG MAROC 86561,041 UN
75010208 CAISSE KIRI CHEVRY 14p0GX12MARO 7142 UN
75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 91703,3231 UN
70001592 FOND POT KIRI BONJBEN 150G NP 91703,3231 UN
70001591 COUVERCLE KIRI BONJBEN 150G NP 91703,3231 UN
70001593 OPERCULE KIRI BONJBEN 150G NP 91703,3231 UN
On multiplie les quantités annuelles par le coût d’achat pour avoir la valeur du stock.
Valeur stock = quantités * coût achat. Voir [Annexe 2]
Code Désignation Quantités Coût achat Valeur stock
732002900 BANDES ADHESIVES TR TETE VACHE 7586,2303 0,33 2503,456
75011553 BOITE CHEVRY 140G NG MAROC 86561,041 0,749 64834,22
75010208 CAISSE KIRI CHEVRY 14p0GX12MARO 7142 1,908 13626,94
75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 91703,3231 0,115 10545,88
70001592 FOND POT KIRI BONJBEN 150G NP 91703,3231 0,32 29345,06
70001591 COUVERCLE KIRI BONJBEN 150G NP 91703,3231 0,21 19257,7
70001593 OPERCULE KIRI BONJBEN 150G NP 91703,3231 0,3 27511
Tableau 13 : Valeur annuelles des composants.
Projet de Fin d’Etudes 63 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-64-320.jpg)
![Modélisation et optimisation de l’approvisionnement
Volume du stock :
On crée une table contenant les colisages des références, c'est-à-dire la taille du lot :
Code Désignation Volume m3 Quantités Unité
732002900 BANDES ADHESIVES TR TETE 0,3*0,25*0,25 6000 ML
VACHE
75011553 BOITE CHEVRY 140G NG MAROC 1*1,80 1000*35 UN
75010208 CAISSE KIRI CHEVRY 140GX12MARO 2*1,2 900 UN
75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 0,10*0,60 6000 UN
70001592 FOND POT KIRI BONJBEN 150G NP 0,4*0,3*0,5 1350 UN
70001591 COUVERCLE KIRI BONJBEN 150G NP 1,2*1,70*1 35*6400 UN
70001593 OPERCULE KIRI BONJBEN 150G NP 0,7*0,15*0,2 10*700 UN
Tableau 14 : colisages des composants
Vu qu’il y a plusieurs colisages, et que les références occupent des volumes différèrents, On
procèdera par calculer la quantité occupée dans 1 m3 pour faciliter le calcul final.
Apres il suffit de diviser les quantités annuelles sur les quantités qui occupent 1 m3, pour
avoir le volume qui occuperait chaque référence. Voir [annexe 3]
Code Désignation Quantités Quantités Volume Unité
dans 1 m3 en m3
732002900 BANDES ADHESIVES TR TETE VACHE 320000 7586,2303 0,023707 ML
75011553 BOITE CHEVRY 140G NG MAROC 19445 86561,041 4,4515835 UN
75010208 CAISSE KIRI CHEVRY 140GX12MARO 375 7142 19,045333 UN
75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 100000 91703,3231 0,9170332 UN
70001592 FOND POT KIRI BONJBEN 150G NP 22500 91703,3231 4,0757032 UN
70001591 COUVERCLE KIRI BONJBEN 150G NP 109804 91703,3231 0,8351547 UN
70001593 OPERCULE KIRI BONJBEN 150G NP 333333 91703,3231 0,2751102 UN
Tableau 15 : Volumes annuelles des composants.
Taux de rotation :
Pour calculer la rotation des emballages, on s’est basé sur le plan de production, vu que la
production varie d’un produit à un autre. [Annexe 4]
Produits Famille Famille Famille Kiri Kiri Kiri Kiri
VQR L.E. VQR Bonjbe chevry AFH
Light n
Nombres fois produit / 4 4 2 4 2 2 2
mois
Tableau 16 : Programme de production.
VQR : la vache qui rit L.E. : les enfants.
Projet de Fin d’Etudes 64 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-65-320.jpg)
![Modélisation et optimisation de l’approvisionnement
Le nombre de fois ou le produit est fabriqué est égale au nombre de sorties de ces
composants, on obtient le tableau suivant:
Nombre
Code Désignation produits / Code Désignation Nombre
mois sorties
732002900 BANDES ADHESIVES TR TETE VACHE 2
75011553 BOITE CHEVRY 140G NG MAROC 2
KIRI CHEVRY 75010208 CAISSE KIRI CHEVRY 14p0GX12MARO 2
140G X12 75011552 ETIQ ADHES.CHEVRY 140G NG MAR. 2
408194 MAROC 2
70001592 FOND POT KIRI BONJBEN 150G NP 2
70001591 COUVERCLE KIRI BONJBEN 150G NP 2
70001593 OPERCULE KIRI BONJBEN 150G NP 2
Tableau 17: Nombres de Sorties des composants.
Délai Livraison :
On crée une table de contenant pour chaque référence, les fournisseurs et leurs délais
[Annexe 5] :
Délai livraison
Code Désignation Nom (semaine)
fournisseur
732002900 BANDES ADHESIVES TR TETE VACHE ASIR 1
75011553 BOITE CHEVRY 140G NG MAROC LYTHO TYPO 1
75010208 CAISSE KIRI CHEVRY 140GX12MARO CMCP/GCP 0,5
75011552 ETIQ ADHES.CHEVRY 140G NG MAR. FLEXIMAT 2
70001592 FOND POT KIRI BONJBEN 150G NP OFFSET 3
POLYPLAST
70001591 COUVERCLE KIRI BONJBEN 150G NP OFFSET 3
POLYPLAST
70001593 OPERCULE KIRI BONJBEN 150G NP ALCAN DIJON 5
Tableau 18 : Délai de livraison des composants.
Criticité d’emballage :
La criticité de l’emballage réside dans le fait de calculer l’impact de ce dernier sur la
production s’il n’est pas disponible.
Exemple :
La caisse 8P/128G KIRI MAROC ne se trouve que dans le produit KIRI 8P 128G X60
MAROC donc en cas de rupture de stock la caisse, on sera amené à soit utiliser des caisses
provisoires ou bien de changer la production vers un autre produit en attendant la nouvelle
livraison des caisses.
Le fil d’ouverture orange, se trouve dans tous les produits VQR et L.E. Donc un
éventuel manque dans cet emballage entrainera quasiment un arrêt de production de toutes
les produits. On voit que sont importance est primordial dans le bon fonctionnement de la
production. [Annexe 6].
Projet de Fin d’Etudes 65 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-66-320.jpg)



![Modélisation et optimisation de l’approvisionnement
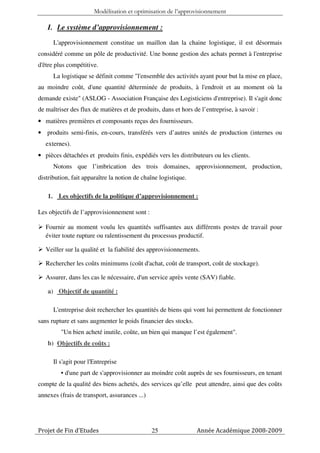
Apres avoir déterminé les classes ABC pour les différents critères choisi, [Annexe7] on
définit la classe homogène de gestion comme suit :
Critères Classe homogène de gestion
A B C
Rotation Forte Rotation > à 12 Rotation moyenne entre Rotation faible < à 4
mouvements 8 et 4 mouvements mouvements
Valeur Valeur 16% de Valeur 28% de Valeur 56 % de
supérieur à total des entre total des inferieur à total des
1475000 articles 1475000 articles 235000 articles
DH 80% DH et 15% DH 5% valeur
valeur 235000 valeur des des
cumulée DH articles articles
Volume Volume 15% de Volume 18 % de Volume 67 % de
supérieur à total des entre 233 total des entre total des
233 m3 articles m3 et 60 articles inferieur articles
80% m3 80% à 60 m3 80%
volume volume volume
cumulée cumulé cumulé
Délai DL inferieur ou égal à DL entre 1,5 semaine DL supérieur à 3
1 semaine et 3 semaines semaines
Criticité Grande importance Importance moyenne Faible importance
Nombre de produits Nombre produits entre Nombre produits
supérieur ou égal à 8 7 et 2 inferieur a 2
Tableau 20 : classe homogène Créée
3. Proposition de classes homogènes de gestion :
La première classe sera celle constituée des références importantes pour l’entreprise, Rotation
(A, B), Criticité (A, B) Valeur (A, B) et Volume (A, B). : Point de Commande.
Code Désignation Rotation Criticité Valeur Volume Délai
746016900 C A EMBOUTIR LAIZE 390 MM A A A A A
Tableau 21 : références très importantes.
Projet de Fin d’Etudes 69 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-70-320.jpg)


![Modélisation et optimisation de l’approvisionnement
Code Désignation Quantités consommées / Stock Unité
semaine Sécurité
70001591 COUVERCLE KIRI BONJBEN 14160,31 14160,31 UN
150G NP
Tableau 28 : calcul stock maximum.
c) Stock minimum :
Ce stock minimum correspond à la quantité consommée pendant le délai de livraison On le
calcul de la manière suivante (Quantité moyenne consomme par semaine * Délai de
livraison):
Code Désignation Quantités/ Délai Stock
semaine livraison minimum
70001591 COUVERCLE KIRI 14160,31 3 42480,93
BONJBEN 150G NP
Tableau 29 : calcul stock minimum.
d) Stock d’alerte :
Le stock d’alerte correspond au niveau du stock qui déclenche la commande, il est égal à la
somme du stocks minimum et stock sécurité.
Stock minimum + Stock sécurité = stock d’alerte.
Code Désignation Quantités/ Délai Stock Stock Stock Unité
semaine livraison minimum sécurité d’alerte
70001591 COUVERCLE KIRI 14160,31 3 42480,93 14160,31 56641,24 UN
BONJBEN 150G NP
Tableau 30 : calcul stock d’alerte
e) Quantité à commander :
La quantité à commander est égal au Stock maximum - Stock de sécurité.
Code Désignation Quantité à Stock Quantité à Unité
Commander sécurité commander
70001591 COUVERCLE KIRI 84961,86 14160,31 70801,55 UN
BONJBEN 150G NP
Tableau 31 : calcul quantité a commande
De la même manière on procède pour les autres références.
Voir [Annexe 8].
Projet de Fin d’Etudes 72 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-73-320.jpg)


![Modélisation et optimisation de l’approvisionnement
Bibliographie
[1] http://www.lyc-montesquieu-herblay.ac-
versailles.fr/product/prodprof/term_ig/cours/cours_gestion/G_Dos_2/Gestion%2
0Approvisionnements.pdf
[2] http://www.clddm.com/files/Gestion_des_stocks_pour_un_fabricant_aux_gr
andes_chaines.pdf
[3] « La gestion Industrielle », Lionel Dupont, Hermes1997
[4] http://www.scribd.com/doc/8970904/Gestion-Des-Stocks
[5] http://www.zonecours.hec.ca/documents/H2006-1-655725.02p30-
507Gestiondesstocks-NotionsdebaseE.ppt
[6] : Documentation interne.
[7] http://www.pmac.ca/PDF/practitioner_papers/supplier_evaluation_fr.pdf
[8] http://www.cat-logistique.com/indicateurs.htm
[9] «Gestion de l’approvisionnement et des stocks dans la chaine
logistique », Gilles Lasnier, Lavoisier 2004
Projet de Fin d’Etudes 77 Année Académique 2008-2009](https://image.slidesharecdn.com/21252637-optimisation-du-systeme-dapprovisionnement-de-la-fromagerie-bel-maroc-110711164144-phpapp02/85/21252637-optimisation-du-systeme-d-approvisionnement-de-la-fromagerie-bel-maroc-78-320.jpg)