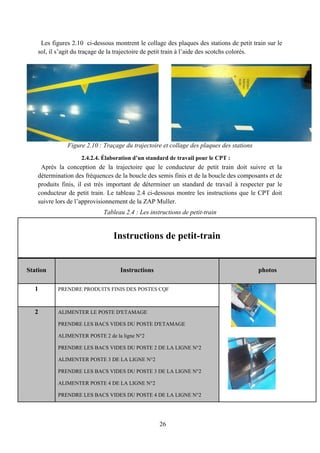
Le projet de fin d'année vise à améliorer la production au sein de la zone autonome de production zap muller de l'entreprise Asteelflash Tunisie, en mettant en place des méthodes d'amélioration continue. Cela inclut l'implémentation de la méthode de conducteur de petit train et une rotation des postes pour optimiser les processus de production. Le rapport détaille l'état actuel de la production, les diagnostics réalisés et les actions proposées pour accroître l'efficacité.


![II
Table des matières
Remerciements ........................................................................................................................................ I
Table des matières .................................................................................................................................. II
Liste des figures......................................................................................................................................IV
Liste des tableaux....................................................................................................................................V
Liste des abréviations.............................................................................................................................VI
Introduction générale.............................................................................................................................. 1
1. Chapitre 1 : Présentation de l’entreprise............................................................................................ 2
Introduction :....................................................................................................................................... 3
1.1. Présentation du groupe :.............................................................................................................. 3
1.2. Présentation d’AsteelFlash Electronique Tunisie :....................................................................... 4
1.3. Clients d’AET :............................................................................................................................... 4
1.4. Les étapes du processus de production : ..................................................................................... 4
1.4.1. Zone autonome de production CMS :....................................................................................... 5
1.4.2. Zone autonome de production brasage à la Vague : ............................................................ 5
1.4.3. Zone autonome de production intégration :......................................................................... 5
2. Chapitre 2 : Mise en place de la méthode de conducteur de petit train au sein de la ZAP Muller .... 6
2.1. Introduction :................................................................................................................................ 7
2.2. Etude bibliographique :................................................................................................................ 7
2.2.1. Introduction :......................................................................................................................... 7
2.2.2. La gestion de production [2] : ............................................................................................... 7
2.2.3. Le juste à temps :................................................................................................................... 8
2.2.4. Kanban :............................................................................................................................... 10
2.2.5. Conclusion ........................................................................................................................... 14
2.3. Diagnostic et étude critique de l’existant :................................................................................. 15
2.3.1. Introduction :....................................................................................................................... 15
2.3.2. Démarche adoptée [9] :....................................................................................................... 15
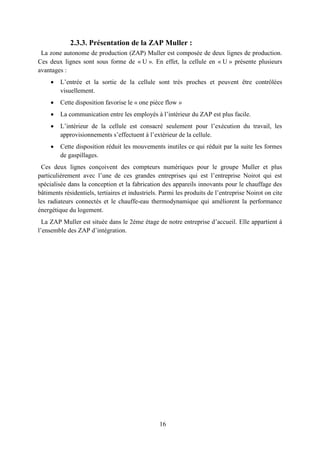
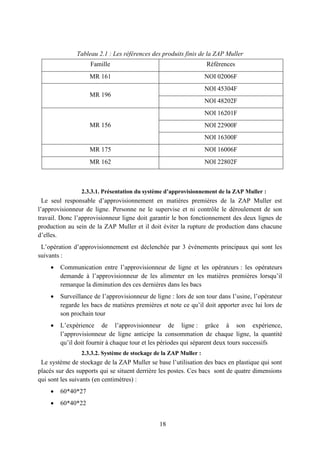
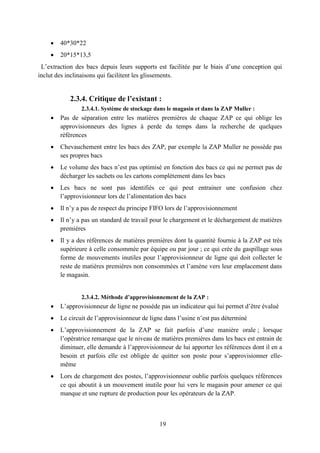
2.3.3. Présentation de la ZAP Muller :........................................................................................... 16
2.3.4. Critique de l’existant : ......................................................................................................... 19
2.3.5. Les propositions d’amélioration :........................................................................................ 20
2.3.6. Conclusion ........................................................................................................................... 20
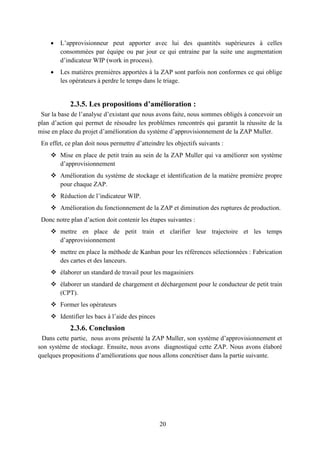
2.4. Mise en place de la méthode de conducteur petit train et du Kanban : ................................... 21](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-3-320.jpg)





![3
Introduction :
Avant d’aborder la présentation de notre projet, il est nécessaire de présenter l’organisme
d’accueil qui est la société AsteelFlash.
Nous entamons ce chapitre par la présentation de la société AsteelFlash Tunisie, son
historique, son siège social, son effectif et ses objectifs ainsi que le département concerné par
notre projet, le département Lean. Par la suite nous introduisons le cadre de notre projet
intitulé ‘La mise en place de deux chantiers d’amélioration continue au sein de la ZAP
Muller’.
1.1. Présentation du groupe :
Le groupe AsteelFlash est une EMS (Electronic Manifacturing Service) qui compte 18 sites
de production repartis sur 4 continents avec un effectif d’environ 6000 collaborateurs.
AsteelFlash, créée en 1999 initialement implantée à Paris en France, offre des services
complets et intégrés de production et de fabrication des divers produits électroniques à la base
des cartes électroniques. En effet, ses services commencent de la conception initiale du
produit jusqu’à la production en série, y compris le prototypage, le traitement des commandes
directes et les services après-vente.
Figure1.1 : Les sites du groupe AsteelFlash dans le monde [1]](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-10-320.jpg)
![4
1.2. Présentation d’AsteelFlash Electronique Tunisie :
AsteelFlash Electronique Tunisie (AET) est la filière tunisienne du groupe AsteelFlash et a été
créée en 2000 avec un effectif de 920 employés et un capital social de 1 100 000 TND.
L’entreprise a récemment déménagé de la zone industrielle Mégrine Riadh vers La Soukra.
Son domaine d’activité est l’assemblage de composants et la préparation des cartes
électroniques pour différents clients de plusieurs domaines tels que l’automobile, l’électricité,
l’électronique, le transport, etc.
Le tableau 1.1 ci-dessous illustre la fiche technique de l’entreprise :
Tableau 1.1 : Fiche technique
Raison sociale ASTEELFLASH ELECTRONQUE TUNISIE
Forme juridique SARL
Date de création 2000
Siège social 104 Avenue de l’U.M.A 2036 La Soukra
Téléphone
Site web http://www.asteelflash.com/
Produits Cartes électroniques
Effectif 720 Employés
1.3. Clients d’AET :
Figure 1.2 : Les Clients d’AsteelFlash Electronique Tunisie [1]
1.4. Les étapes du processus de production :
Le processus de production est composé de trois principaux ZAPs (Zone Autonome de
Production) :
ZAP CMS
ZAP Vague](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-11-320.jpg)
![7
2.1. Introduction :
Vu le développement important enregistré dans l’industrie des cartes électroniques et pour
faire face à la concurrence et les enjeux stratégiques et financiers, l’industrie des cartes
électroniques doit avoir recours aux méthodes d’amélioration continue et de gestion de
production et les intégrer au sein de leurs processus industriels afin d’augmenter sa capacité
de production et de garantir une qualité meilleure à moindre cout.
D’où l’intérêt de l’entreprise AsteelFlash Electronique Tunisie à mettre en place les
nouvelles méthodes de gestion de production dans ses standards. Parmi ces projets, on cite la
mise en place de la méthode de conducteur de petit train (CPT) dans la ZAP Muller, qui
représente l’un des sujets dans notre projet de fin d’année 2, qui vise à démunir les encours et
appliquer le juste à temps au sein de l’usine.
Dans ce chapitre, nous allons faire en premier lieu une étude bibliographique sur la gestion
de production d’une manière générale puis nous s’intéresserons à la méthode de juste à temps
et la méthode KANBAN qui vont faire l’objet de notre travail. Après cette étude
bibliographique, nous allons faire une étude de l’existant pour connaitre les principaux
dysfonctionnements dans la ZAP Muller et plus particulièrement les anomalies dans le
système d’approvisionnement de cette ZAP.
Ensuite, en se basant sur notre diagnostic, nous allons délimiter le périmètre de notre projet
et nous présenterons le plan d’action qu’on doit suivre.
2.2. Etude bibliographique :
2.2.1. Introduction :
L’étude bibliographique est une partie fondamentale dans un tel projet parce qu’elle permet
de bien le comprendre, et d’en clarifier les grands axes et par la suite en déterminer la partie
pratique.
2.2.2. La gestion de production [2] :
La gestion de production dans les entreprises est en relation étroite avec les notions de flux ;
mise en place de flux, flux logistiques, flux tendus, flux tirés, flux poussés…
Le mot flux désigne en général un ensemble d’éléments qui sont en déplacement caractérisé
par une origine, une destination et un trajet.
Dans la gestion de production, on s’intéresse particulièrement aux :
Flux physique qui est constitué des approvisionnements, mouvement de matières
premières, des composants, des sous-ensembles, des produits finis et des pièces de
rechange...
Flux d’information qui représente l’ensemble de données et d’information qui circule
dans l’usine comme les ordres de fabrication, la consommation des matières
premières, données techniques, heures de main d’œuvre…
L’objectif de la gestion de production est la satisfaction de besoin client, celle-ci est obtenue
à l’aide de la maitrise des flux. Pour atteindre ce dernier objectif, on doit :](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-14-320.jpg)
![8
Simplifier les flux en éliminant les opérations sans valeur ajoutée.
Fluidifier et accélérer les flux physiques en anticipant les pannes machines et en
travaillant à les éliminer, en évitant la rupture de production, en développant la
polyvalence des employés et en améliorant les partenariats avec les fournisseurs…
Créer un système d’information pour la gestion de production qui doit être cohérent
et pertinent.
2.2.3. Le juste à temps :
2.2.3.1. Introduction:
Pour arriver à satisfaire les besoins des clients, il est préférable pour l’entreprise de livrer ni
en retard (pour éviter les coûts de pénalités résultant de l’insatisfaction des clients) ni en
avance (risque de dégradation de produit). Donc il est désirable de produire et livrer à temps.
D’où le juste à temps est une méthode d’approvisionnement qui consiste à se faire livrer les
matières ou les produits finis au bon moment avec les quantités nécessaires.
Comme on peut appliquer le juste à temps entre l’entreprise et ses clients, on peut aussi
l’appliquer au sein de l’entreprise elle-même entre le magasin et les différentes lignes de
production.
2.2.3.2. Origine de JAT [3] :
Le concept de juste à temps a été créé par le japonais Taïchi Ohno, directeur de production
chez Toyota puis vice président, et développé au sein de l’usine Toyota dans les années
cinquante. En effet, le juste à temps résulte d’une simple étude comparative entre les
employés américains et japonais dans l’industrie automobile. Cette étude a montré que les
japonais sont moins productifs que les américains, ceci a permis Ohno de conclure que les
employés chez Toyota gaspillent beaucoup de temps dans des manœuvres inutiles [3].
Le JAT a pour objectif d’obtenir des matières, composants et produits finis de qualité, en
quantité juste nécessaire, au moment opportun et à leur lieu d’utilisation tout en éliminant les
stocks.
2.2.3.3. Principe de JAT [4]:
Le principe de base de juste à temps est de produire ou s’approvisionner en quantités
nécessaires, au moment convenable et à leur lieu d’utilisation. Donc les entreprises
industrielles, où les matières subissent leur cycle de production en se transformant en sous
ensemble puis en produits finis, doivent produire et livrer :
Les matières premières juste à temps afin d’être transformées en des pièces
fabriquées
Les pièces fabriquées juste à temps pour être assemblées en sous ensemble
Les sous ensembles juste à temps pour être assemblés en produits finis
Les produits finis juste à temps pour satisfaire les commandes clients
2.2.3.4. Les objectifs de JAT [5]:
La méthode de juste à temps vise à atteindre essentiellement les objectifs suivants :](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-15-320.jpg)
![9
Réduire les coûts d’approvisionnement, de production et de distribution
Eliminer toute forme de gaspillage : perte de temps dans des manœuvres inutiles,
mouvement inutiles, rupture de production…
Réduire les stocks de matière première et les stocks des produits finis grâce à une
planification exacte des approvisionnements
Assurer la fabrication des produits de meilleure qualité
2.2.3.5. Les avantages de JAT [6]:
La mise en place de la méthode de juste à temps présente beaucoup d’avantages à
l’entreprise, parmi lesquels on cite :
Réduction des délais et des stocks
Réduction de la surface utilisée dans l’entreprise : la surface occupée par les matières
premières, les encours et les produits finis.
Augmentation de la productivité globale de l’entreprise
Réduction des défauts de fabrication et le taux de rebut
Réduction de prix de revient
La mise en place de la méthode de juste à temps permet de renforcer la compétitivité
De l’entreprise et de consolider sa positionnement dans le marché mondiale.
2.2.3.6. Les inconvénients de JAT [6] :
Malgré les nombreux avantages qu’il possède, le JAT présente quelques faiblesses parmi
lesquels :
Sa contradiction avec la règle de lots économiques
Risque de pénalités élevées : à cause de l’inexistence de stock de sécurité et la
dépendance aux fournisseurs qui peuvent ne pas satisfaire leurs engagements envers
l’entreprise
2.2.3.7. Les sept Mudas [2] :
Le juste à temps s’attaque aux sept types de gaspiller et vise à les réduire. En effet les mudas
sont les activités sans valeur ajoutée.
Surproduction : en produisant plus de produits qui dépassent la demande ce qui entraine le
gaspillage au niveau de la main d’œuvre, des machines, de l’espace occupé…
L’attente : C’est les temps imprévisibles d’arrêt de production qui résultent d’attente de
matières premières ou de l’indisponibilité de la machine…
Les manutentions : ils représentent aussi une source de gaspillage, ils résultent des
mouvements inutiles des matières.
Les transformations inutiles du produit : ce sont les gaspillages provenant de toute
transformation qui n’apporte aucune valeur vendable au produit.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-16-320.jpg)
![10
Les stocks en surplus : ils représentent les produits qui ne font pas encore l’objet d’une
commande client.
Les mouvements inutiles : ce sont les mouvements des opérateurs qui n’apportent aucune
valeur ajoutée.
Gaspillages dûs aux pièces défectueuses : ils entrainent des retards de livraison ou encore
nécessitent le rapatriement des produits déjà vendus.
La figure 2.1 ci-dessous montre les sept gaspillages.
Figure 2.1 : Les sept Mudas [2]
2.2.4. Kanban :
2.2.4.1. Origine du Kanban [5] :
Le Kanban signifie en japonais étiquette ou support d’information, il a été créé pendant les
années cinquante du siècle dernier par l’ingénieur japonais Taïchi Ohno dans l’entreprise
Toyota Motor Company. En effet, l’idée est venue d’une simple observation des employés, au
sein de l’usine, qui tombent toujours dans la surproduction. Donc Taïchi Ohno a trouvé le
Kanban comme une solution qui permet de produire la quantité demandé du produit demandée
dans le temps demandé.
2.2.4.2. Définition du Kanban [2] :
Comme nous avons déjà mentionné, le mot Kanban est japonais qui signifie carte, enseigne,
fiche…
Le Kanban est une technique d’organisation et de management visuelle de production et
d’approvisionnement qui n’intègre pas les éléments de la gestion industrielle globale comme
la planification.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-17-320.jpg)
![11
Donc la méthode Kanban est un système d’information et un outil d’organisation et de
gestion d’atelier qui vise à minimiser les stocks et réapprovisionner le stock en fonction des
besoins du client interne ou externe.
2.2.4.3. Les types de Kanban [7] :
La méthode Kanban se décline deux types d’organisation :
Kanban de production : qui déclenche la production des pièces dans le poste amont
Figure 2.2 : Boucle de Kanban de production [7]
Kanban de Transfert : équivalent à la fiche de transport, il donne le signal au
magasinier pour approvisionner les postes en les matières premières.
Figure 2.3 : Boucle de Kanban de transfert [7]](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-18-320.jpg)
![12
2.2.4.4. Contenu des fiches Kanban [7] :
Le Kanban est un système d’information qui se matérialise dans des fiches qui sont
considérées le support d’information échangé entre deux postes voisins ou entre les postes el
le magasin. Ces fiches Kanban permettent de diffuser les informations entre les employés soit
à l’aide de leur contenu soit à l’aide de leur circulation entre les postes.
D’une manière générale, le contenu d’une fiche Kanban est composé des éléments suivants :
Référence de l’article
Désignation des pièces
Quantité dans le conteneur
Destination du conteneur
Lieu de stockage
Nombre de conteneurs
Conditionnement des pièces
La figure 2.4 ci-dessous présente un exemple d’une carte Kanban.
Figure 2.4 : Exemple d’une carte Kanban [7]
2.2.4.5. Nombre des cartes Kanban [8] :
Pour bien réussir la mise en place d’un projet Kanban, il faut savoir calculer le nombre de
cartes Kanban. En effet, d’une part si le nombre des cartes dépasse le nombre optimal, cela
peut aboutir à la surproduction et à la création des stocks d’encours. D’autre part, si on est
dans le cas où le nombre des cartes Kanban est inférieur au nombre optimal, on aura des
faibles stocks, et si les flux sont tendus, cela entraine la rupture de production.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-19-320.jpg)
![13
Pour calculer le nombre des cartes Kanban, on utilise le modèle suivant pour une boucle
simple :
La formule utilisée [8] :
𝑁 = (𝐷 ∗ 𝐿 ∗ (1 + 𝑆))/𝐶
Avec :
D : demande moyenne du poste aval par unité de temps
L : temps de cycle d’une boucle Kanban :
= Temps de retour du Kanban vers le poste amont
+ Temps opératoire sur le poste amont
+ Temps d’attente (changement de série, ramassage des Kanbans..)
+ Temps de transport vers le poste aval
S : Facteur de sécurité
C : nombre de pièces dans un conteneur
2.2.4.6. Principe du Kanban [2] :
Supposons qu’on est dans un atelier où le flux physique et le flux des Kanbans entre les
postes est modélisé comme l’indique la figure 2.5 ci-dessous :
Figure 2.5 : Flux physique et flux des Kanbans [2]
Entre deux postes de travail successifs, on peut constater que :
Le poste amont fabrique des pièces et les met dans un container, si ce dernier est
plein, il l’associe un Kanban et l’envoie au poste aval
Le poste aval consomme le contenu du conteneur et détache de celui-ci son Kanban
pour le renvoyer vers le poste amont. Donc ce Kanban représente un ordre de
fabrication pour le poste 1.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-20-320.jpg)
![14
Les cartes Kanbans qui circulent entre deux postes consécutifs peuvent être soit attachés à
un conteneur devant le poste 2 soit sur un tableau à Kanban au poste 1.
Figure 2.6 : Flux des Kanbans [2]
Généralement dans une entreprise, le poste 1 présente le magasin des matières premières,
alors que le poste 2 présente les différents postes au sein d’une zone de production mais ils
peuvent aussi présenter deux postes consécutifs.
Le type de Kanban qui est souvent utilisé est le Kanban de production mais on peut aussi
envisager le Kanban de transfert dans le cas où les postes 1 et 2 sont éloignés. La figure 2.7
modélise le flux du Kanban de transfert et du Kanban de production.
Figure 2.7 : Kanban de transfert et Kanban de production [2]
2.2.5. Conclusion
Nous avons présenté dans cette partie les méthodes de l’amélioration continue qui vont nous
aider dans la mise en place de notre projet. Cependant, l’implémentation du projet est
assujettie à plusieurs contraintes et obstacles qu’on va les étudier dans la partie suivante.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-21-320.jpg)
![15
2.3. Diagnostic et étude critique de l’existant :
2.3.1. Introduction :
Il est indispensable dans un tel projet d’effectuer une étude de l’existant. En effet, cette
dernière nous permet d’analyser le fonctionnement de l’entreprise de point de vue
organisation et de point de vue système de production, et nous permet par la suite de détecter
les défaillances qui sont en relation directe avec la problématique de notre projet.
Dans cette partie, on va exposer la démarche qu’on a utilisée dans notre diagnostic. Puis, on
présentera la ZAP Muller sur laquelle on va effectuer notre diagnostic. Ensuite, on va
élaborer notre critique de l’existant, et enfin, on clôture cette partie par nos propositions
d’amélioration.
2.3.2. Démarche adoptée [9] :
Dans la démarche qu’on a adoptée, on distingue quatre grandes parties :
2.3.2.1. La préparation :
Cette phase consiste essentiellement à :
Comprendre l’organisation et le fonctionnement de l’entreprise
Prendre contact avec le personnel
Rassembler les informations qui concernent l’entreprise el le processus de production
2.3.2.2. Collecte d’information :
Au cours de cette phase, on vise à rassembler le maximum de données pour que notre étude
de l’existant soit fiable et par conséquent les propositions d’amélioration seront plus acceptées
et plus facile à implémenter.
La collecte d’information est constituée de 3 sous étapes :
Observation : elle permet de bien comprendre le fonctionnement du processus
Analyse documentaire : elle consiste à faire une recherche documentaire de la ligne et
récupérer les données utiles
L’entretien : c’est une discussion avec le responsable la ZAP Muller pour mieux
comprendre le fonctionnement de la ZAP et faciliter la détection des
dysfonctionnements.
2.3.2.3. Analyse de l’existant :
Cette étape s’effectue simultanément avec l’étape précédente et au cours de laquelle on
présente un descriptif pour chaque dysfonctionnement.
2.3.2.4. Plan d’action :
On élabore notre plan d’action qui contient les solutions et les propositions d’amélioration
qui peuvent être les mieux adaptés tout en tenant compte des contraintes financières et
physiques et des objectifs fixés.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-22-320.jpg)





![34
3.1. Introduction :
Au cours des dernières décennies, la mondialisation des marchés et la concurrence de plus en
plus féroce ont obligé les entreprises à se restructurer en mettant en place de nouvelles formes
d’organisation du travail. Parmi celles-ci, la rotation de postes à l’intérieur d’une équipe de
travail suscite de plus en plus leur intérêt. Cette méthode s’applique dans des zones de
production qui se constituent d’un nombre de postes ou de stations incorporant plusieurs
machines et outils opérés par des opérateurs qualifiés.
Parmi les avantages les plus cités de cette méthode mentionnons le fait qu’elle permet de
mieux gérer l’absentéisme et le roulement du personnel. C’est pour cela qu’on l’utilise
souvent dans les postes risqués, dans le sens où ils sont de grande importance pour le cycle de
production et qu’on doit garder à travers eux un flux de production ininterrompu.
Ergonomiquement la rotation des postes se présente comme une solution pour diminuer le
taux du TMS (trouble musculosquelettique) parmi les opérateurs qui répètent les mêmes
tâches pendant de longues durées. De plus, la rotation est souvent vue comme un moyen de
répartir la charge de travail imposée aux salariés en leur affectant plusieurs tâches différentes
au lieu d’une seule action qui se répète durant toute la journée de travail.
L’établissement de cette forme d’organisation de travail est contrainte par plusieurs
conditions qui varient selon la nature de l’industrie étudiée, le nombre d’opérateurs qu’il faut
faire tourner, les positions des syndicats et les réglementations des conventions collectives.
Dans la partie qui suit, on abordera l’état de l’art de cette méthode ainsi qu’une récapitulation
des conclusions tirées de la littérature qui s’est intéressé à ce sujet.
3.2. Étude bibliographique :
3.2.1. Définition et exemples :
On dit qu’une personne au travail fait de la rotation des postes lorsqu’elle change
régulièrement de postes selon un ordre cyclique et un rythme préétabli. En fait, cette
démarche constitue une méthode d’organisation de travail qui substitue l’approche
conventionnelle d’attribuer à chaque opérateur une tâche précise qu’il doit répéter. C’est cet
aspect de monotonie et de répétition qui a poussé vers la recherche d’une nouvelle approche
qui permet d’améliorer les conditions de travail des employés. Ainsi il s’agit d’un outil
d’ergonomie [10].
Les contraintes physiques au travail qui sont principalement dues au type d’organisation de
travail provoquent de nombreux types de sollicitations des muscles et tendons qui à leur tour
causent les Troubles musculosquelettiques (TMS) [11]. L’Institut National de Recherche et de
Sécurité (INRS) définit les TMS comme « des troubles de l'appareil locomoteur pour lesquels
l'activité professionnelle peut jouer un rôle dans la genèse, le maintien ou l’aggravation » [12].
En effet, ces troubles sont le résultat de la combinaison de multiples causes liées au poste de
travail et à son environnement, à l'organisation du travail, au climat social dans l'entreprise.
L’accroissement des contraintes de productivité et l’intensification du travail expliquent au
moins en partie l’augmentation des TMS dans la population active au cours des deux
dernières décennies [12]. On constate alors que la rotation des postes est née d’un besoin
concret et qui s’intensifie dans le milieu industriel de trouver une solution à la multiplication](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-41-320.jpg)
![35
d’un type de maladie professionnel qui n’influence pas seulement les employés mais aussi les
entreprises, car les TMS sont aussi une source de désorganisation majeure, qui entraînent une
baisse de performance pour l'entreprise (diminution de la productivité, de la qualité…) et ont
un impact majeur en matière d'absentéisme et de turnover [12].
En dehors de son rôle ergonomique, la rotation des postes permet aussi d’augmenter la
productivité des chaines de production. Une étude menée dans les années 70s par Maramatsu
et al publiée en 1987 traitait ce qui a été appelé par les auteurs « les désirs et les souhaits » des
opérateurs et ceux des entreprises pour dégager un dit « Fusion system » [13]. Cette approche
consistait à instaurer la rotation au sein d’une usine Toyota en 1975, les opérateurs avait la
liberté d’utiliser leurs compétences, avoir la possibilité d’apprendre sans restriction une
variété de travaux sur des postes différents et la possibilité de prendre leurs pauses librement
pendant les heures de travail. Selon les auteurs, l’instauration de ce système a permis à
l’entreprise d’améliorer sa productivité et la qualité de ses véhicules [13]. Par ailleurs, on
perçoit la rotation des postes comme un moyen qui permet de consolider les connaissances
des ouvriers des procédés de fabrication. Freiboth et coll ont étudié plusieurs usines
d’assemblage automobiles en Angleterre, en France et en Allemagne [14]. Les objectifs de
cette étude étaient la caractérisation des solutions technologiques des systèmes de production
et les systèmes organisationnels, en particulier leurs répercussions sur la productivité et les
ouvriers. Les informations ont été recueillies à l’aide de questionnaires et d’entretiens
individuels avec tous les intervenants dans les différentes usines. Les résultats montrent que
tous les directeurs de département croient à la nécessité d’instaurer la rotation des postes dans
leurs départements. Il y existe un consensus général que la rotation de poste est un moyen
d’amélioration continue qui a des retombés positives sur la production. [14]
Pour conclure, la rotation des postes s’avère comme un outil promettant qui à la fois traite les
problèmes d’ergonomie et de productivité. Il convient d’ajouter que l’instauration de cet outil
est en relation avec les qualifications des employés et la notion de la polyvalence de
l’opérateur dans une chaine industrielle qu’on abordera dans le paragraphe suivant.
3.2.2. Rotation des postes et polyvalence :
Une définition de la polyvalence stipule qu’une personne est considérée polyvalente lorsque
ses compétences sont variées et qu’elle peut occuper plusieurs postes de travail [15].
Également, il faut préciser la « disponibilité » des compétences. À titre d’exemple, si une
personne possède plusieurs compétences au sens qu’elle opère efficacement sur plusieurs
postes différents et elle a arrêté de travailler sur un poste particulier pendant une longue
période de temps, elle peut rencontrer plusieurs difficultés si on la contraint à reprendre ce
poste sans préparation préalable.
La polyvalence des employés est souvent évoquée comme une condition nécessaire à
l’instauration d’une rotation de postes. Néanmoins, la corrélation entre ces deux notions est
réciproque. D’une part une rotation des postes nécessite que les opérateurs aient un ensemble
de compétences spécifiques aux postes traités. D’autre part si la charge de travail de
l’opérateur est diversifiée, il sera capable de pratiquer ses différents connaissances à un
rythme ordonné ce que lui consolide la « disponibilité » de ses compétences et par suite ça lui
permet d’améliorer sa polyvalence.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-42-320.jpg)
![36
Enfin, la question de la polyvalence intéresse beaucoup les entreprises car si elles se dotent
d’une main d’œuvre polyvalente, elles auront plus de marge de liberté à inter changer les
opérateurs par exemple en vue de remplir une vacation inattendue dans un poste goulot ou à
résoudre des conflits entre des ouvriers en les réaffectant dans d’autres groupes de travail.
Ainsi, la rotation des postes n’est plus bénéfique par ses conséquences directes seulement,
mais aussi elle engendre des répercussions positives sur l’entreprises par le biais de la
polyvalence du personnel.
3.2.3. Les paramètres de mise en œuvre :
Les textes de réflexion sur la rotation des postes se distinguent par une variété dans la
démarche, de la mise en œuvre de la méthode et d’une divergence des interprétations de ses
résultats. Cependant, ils sont tous d’accord sur le fait que les conditions de l’implantation de
la rotation seraient déterminantes sur l’échec ou le succès de la démarche [16].
Afin de construire une méthodologie d’implantation qui est consistante, on doit tout d’abord
cerner le problème qu’on cherche à résoudre et définir des objectifs clairs et mesurables par la
suite pour permettre une évaluation juste et précise des effets de la méthode, de ses forces et
de ses faiblesses. Plus précisément, il faut spécifier si on applique la rotation des postes pour
pallier à un problème d’absentéisme répandu, pour accélérer la production dans un chaine de
production qui fonctionne en dessous de la moyenne exigée, pour assurer l’ergonomie des
travailleur ou pour réaliser une combinaisons de ces objectifs. Car, la solution varie et dépend
certainement de l’ensemble des objectifs choisis et leurs échéances.
En outre, il faut tenir compte de plusieurs paramètres en relation avec la cadence et la nature
des tâches réalisés qui influencent l’implantation de la rotation des postes tels que :
Nombre des postes occupés en rotation.
Longueur des cycles de travail.
Durée du travail à chaque poste.
Durée du cycle de rotation (retour au 1er poste).
Ordre du passage d’un poste à l’autre.
Système de rotation et de sous rotation.
Organisation du passage d’un poste à l’autre. [10]](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-43-320.jpg)
![37
Il faut préciser l’importance de chaque type de contrainte dans le processus d’implantation,
énumérer les améliorations apportées sur les procédures et les adéquations des postes pour les
différents travailleurs. Toutefois, il ne faut pas négliger l’aspect humain de l’instauration d’un
tel système. Tout le système de la rotation doit être incorporé dans un esprit de travail collectif
et participatif. La consultation des employés et de leur avis constitue en fait une partie
indispensable dans l’approche du diagnostic de l’existant et de l’amélioration continue de la
solution [10]. Ainsi la réalisation d’une rotation des postes est une approche multidisciplinaire
qui englobe toute une panoplie de méthodes et outils différents. Cette diversité est illustrée par
la figure 3.1.
Figure 3.1 : Les facteurs intervenant dans la mise en place d’une rotation des postes [10].
3.3. Diagnostic : (Étude de l’existant)
3.3.1. Présentation générale :
L’étude de l’implémentation de la rotation des postes est menée dans la ZAP Muller qui est
présentée au chapitre 2.3.3. En fait, on distingue au sein de cette ZAP deux lignes de
production en U identiques qui font l’assemblage des composants des cartes de contrôle des
radiateurs de la société Noirot. La ZAP est représentée par la figure 3.2.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-44-320.jpg)


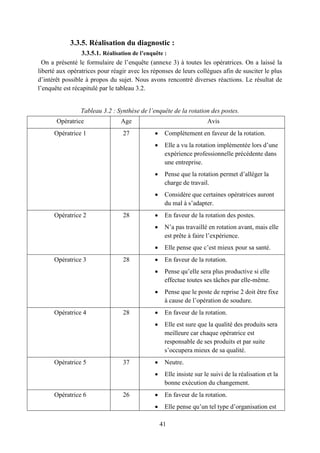
![42
meilleur pour la santé parce que les
opératrices peuvent bouger.
Opératrice 7 29 Neutre.
Elle se dit capable de travailler de la même
manière en tournant ou en pièce à pièce.
Elle pense que ça sera bénéfique pour ses
collègues.
On constate que la majorité est d'accord avec l’implémentation de la rotation des postes. Les
opératrices ont généralement une bonne impression à propos de la méthode. Cependant elles
étaient toutes d’accord sur le fait que le poste Reprise 1 ne pourrait pas être inclus dans la
rotation parce qu’il comprend une opération de soudage qui consomme beaucoup de temps
par rapport aux autres postes. Ainsi, on peut considérer le définir comme poste fixe et
l’exclure de la rotation. Finalement, on conclut qu’il n’y a pas d’obstacles de la part des
opératrices pour implémenter la rotation. On peut procéder au reste du diagnostic sans
problèmes.
3.3.5.2. Étude ergonomique :
L’ergonomie joue un rôle important dans le travail et peut être un facteur de succès pour les
lignes de production qui respectent un nombre de règles simples d’ergonomie qui sont:
Minimiser les mouvements (non nécessaires)
Éviter les postures et les mouvements non naturels.
Éviter de tourner brusquement au cours des mouvements.
Rendre les mouvements faciles à effectuer et sans concentration.
Utiliser les mains et les avant-bras au lieu des épaules et le haut des bras.
Minimiser la levée.
Créer un rythme de travail. [16]
On a remarqué que plusieurs de ces recommandations ne sont pas appliquées dans le lay-out
actuel. À titre d’exemple, les opératrices font beaucoup de mouvements pour passer les
produits en cours entre les postes ce qui constitue un mouvement inutile. En plus, les
opératrices sont debout la plupart du temps de travail, ce qui est une posture fatigante. La
hauteur des tables ne correspond pas à la nature de tâches réalisées dans chaque poste, pour
les travaux légers réalisés au sein de la ZAP Muller, il est préconisé d’avoir une altitude qui
varie entre 86 et 94 centimètres [16] ce qui n’est pas le cas pour tous les postes.
Les observations de l’ergonomie des postes suggèrent un changement dans le lay-out de la
ligne. Par conséquent, on va prendre l’ergonomie des postes en considération lors de la mise
en place de la rotation des postes.](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-49-320.jpg)


![46
Cadence rapide.
Test 1 Demande du temps.
Faible force à appliquer et pas de gestes contraignants.
Cadence rapide.
Concentration nécessaire.
Test 2 Demande du temps
Faible force à appliquer et pas de gestes contraignants.
Cadence rapide.
Concentration nécessaire.
Contrôle
qualité final
Demande du temps.
Quelques gestes contraignants lors de l'emballage.
Cadence lente.
Concentration requise.
Le résultat du sondage confirme les remarques qu'ont faites les opératrices à propos du poste
Reprise 1. On a donc décidé d'exclure les postes « Reprise 1 » et « Contrôle qualité final » de
la mise en place de la rotation. En effet ces deux postes du fait qu'elles exigent que les
opératrices soit assises ne sont pas adaptés à la rotation des postes. On doit chercher à créer un
lay-out qui les exclus de la rotation sans les exclure de la ligne de production.
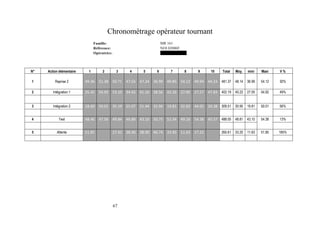
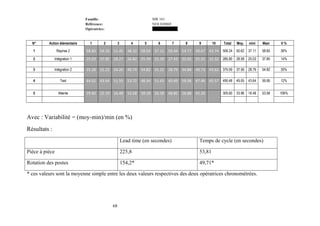
3.3.5.4. Détermination du temps de cycle en mode de production en pièce à
pièce :
La dernière étape du diagnostic est le chronométrage de la production pièce à pièce. Nous
avons chronométré des différentes étapes de la production. La totalité des valeurs
chronométrées est annexée au rapport (annexe 5).
D'après les chiffres relevés le poste goulot est le poste Test 1 Ainsi le lead time de la ligne
est : 225,8 s. Le temps de cycle est 50,61s.
En fait, le lead time (ou temps de traversée) désigne le temps de traversée d’un processus ou
d’une chaine de valeur. Il est mesuré depuis l’entrée dans le processus jusqu’à sa sortie. Le
temps de traversée est un indicateur usuel du Lean. La vitesse à laquelle on génère de la
Valeur Ajoutée, des ventes, ou la vitesse à laquelle on récupère l'argent des ventes détermine
la performance de l'organisation. Plus le temps de traversée est court, plus vite on va pouvoir
mettre produits ou services à la disposition des clients, c'est le time-to-market. De la même
manière, plus le temps de traversée est court, plus vite on va couvrir les frais engagés pour
produire des biens ou services vendus, c'est le time-to-cash. [18]](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-53-320.jpg)
![47
Quant au temps de cycle, c’est est l'intervalle de temps séparant deux entités ou évènements
successifs identiques dans un même processus. Le temps de cycle permet alors de connaitre la
cadence ce qui permet de dimensionner les ressources pour face à un besoin ou connaitre la
capacité de traitement d'un processus. [18]
3.3.6. Conclusion :
L'étape du diagnostic a comporté plusieurs échanges avec les opératrices à travers une
enquête et un sondage. Cet échange avec les travailleurs est nécessaire pour implémenter un
changement organisationnel de manière efficace. On n’a pas rencontré un problème avec
l'idée d'implémenter la rotation.
On va traiter dans le paragraphe qui suit le déroulement de la mise en place du lay-out
opérateur tournant.
3.4. Mise en place de la rotation des postes :
3.4.1. Nouveau lay-out :
Le nouveau lay-out doit respecter les points suivants :
• Faciliter les déplacements des opératrices (boucle en U) : mouvement rotatif continue
qui garantit un flux interrompu
• Être assez large pour éviter les collisions entre les travailleurs et leur laisser un espace
personnel suffisant pour réaliser les opérations sur les différents postes
• Ne pas dépasser la surface du lay-out ancien (27m²) notamment en largeur (distance de
7 m qu’on ne pas prolonger)
• Ne pas avoir à utiliser des nouveaux postes et des nouveaux supports de bacs
Le nouveau lay-out de la ligne 1 de la ZAP est représenté par la figure 3.5 :](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-54-320.jpg)

![49
Figure 3.6 : Standard de la disposition de la chaise. [17]
Figure 3.7 : Standard de la hauteur du poste du travail. [17]](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-56-320.jpg)


![53
Références bibliographiques
[1] : AsteelFlash. [Consulté le 01/04/2016]. Disponible sur le web
http://www.asteelflash.com/
[2] : COURTOIS, Alain ; BONNEFOUS, Chantal Martin ; PILLET, Maurice. Gestion de
production. Les éditions d’organisation, 2000.
[3] : ZAGHDOUD, Hamza. Optimisation des flux de matières et information du système.
PFE. juin 2003. Université Manar : école national des ingénieurs de Tunis.
[4] : MARTY, Claude. Le juste à temps produire autrement. 2éme
édition Hermes, 1997.
[5] : La méthode du juste à temps. Logistique conseil. [Consulté le 01/04/2016]. Disponible
sur le web http://www.logistiqueconseil.org/Articles/Gestion-production/Juste-a-temps.htm
[6] : NEAU, Erwan. Le juste à temps. 24 novembre 2003. [Consulté le 01/04/2016].
Disponible sur le web http://erwan.neau.free.fr/Toolbox/Juste_a_temps.htm
[7] : SOULARD, Nicolas. La méthode Kanban dans l’industrie automobile actuelle.
Probatoire d’obtention de diplôme d’ingénieur. 2002. Conservatoire national des arts et
métiers : Centre régional associe de Versailles.
[8] : COURTOIS, Alain ; BONNEFOUS, Chantal Martin ; PILLET, Maurice. Gestion de
production. 4éme
Édition. Les éditions d’organisation, 2003.
[9] : MARION, Alain. Le diagnostic de l’entreprise. Edition économica. Paris 1993.
[10] : VÉZINA, Nicole. La rotation des postes dans les entreprises : quel est l’intérêt pour la
prévention des TMS ? Chaire GM en ergonomie de l’UQAM, 8 novembre 2001.
[11]: SAUTER, Steven L., SWANSON, Naomi G. Beyond Biomechanics: Psychosocial
Aspects of MusculoskeletalDisorders in Office Work, Edition Taylor & Francis Ltd, London
(UK) 1996.
[12] : Troubles musculosquelettiques (TMS), ce qu’il faut retenir – Risques - INRS. [Consulté
le 14/03/2016] Disponible sur le web http://www.inrs.fr/risques/tms-troubles-
musculosquelettiques/ce-qu-il-faut-retenir.html
[13] : MARAMATSU R., MIYAZAKI H., KAZUYOSHI I. A successfull application of job
enlargement/enrichment at Toyota. Editions IIE Transactions 19, pages 451-459
[14] : FREIBOTH Michael et al.Comparison of different organisation of assemblywork in the
Europeanautomotiveindustry. International journal of industrialegonomists 20, pages 357-
370.
[15] : Sylvie Ouellet, Nicole Vézina, Jean-Luc Malo et Julie Chartrand, « L’implantation de la
rotation de postes : unexemple de démarche préalable », Perspectives interdisciplinaires sur le
travail et la santé[En ligne], 5-2 | 2003, mis en ligne le 01 décembre 2003, consulté le 02 avril
2016. URL : http://pistes.revues.org/3322](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-60-320.jpg)
![54
[16] : VÉZINA Nicole, ST-VINCENT Marie, DUFOUR Bernard, ST-JACQUES Yves,
CLOUTIER Ester. « La pratique de la rotation des postes dans une usine d’assemblage
automobile étude exploratoire ».Institut de recherche Robert-Sauvé en santé et en Sécurité du
travail (IRSST). Août 2003.
[17] : Document interne ASTEELFLASH Tunisie, Work design cell principles for
implementing lean manufacturing.
[18] : Lead time, cycle time, value added time. [Consulté le 24/04/2016] Disponible sur le
web http://christian.hohmann.free.fr/index.php/lean-entreprise/les-basiques-du-lean/259-lead-
time-cycle-time-value-added-time](https://image.slidesharecdn.com/ad92ea85-96b1-4ef2-a2a7-d0174333c97d-160627084631/85/Projet-Fin-d-annee-version-finale-61-320.jpg)