Téléchargé 202 fois


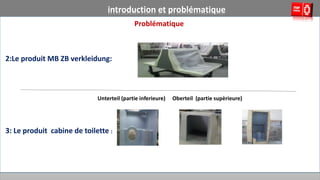
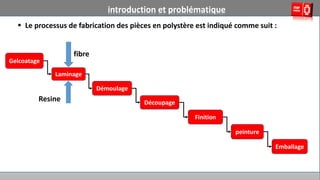

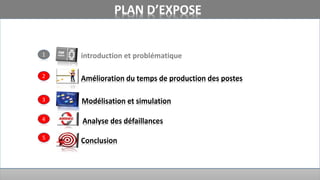

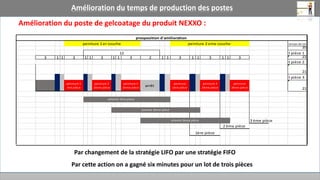

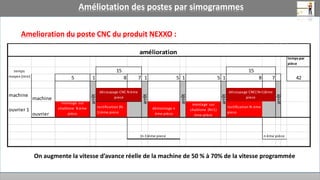
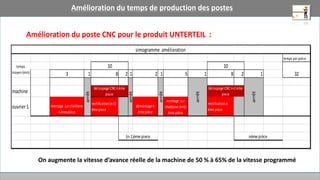

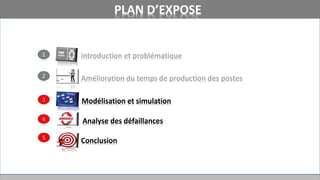
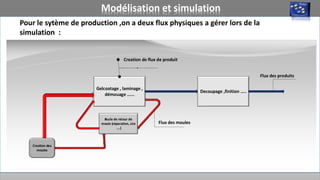



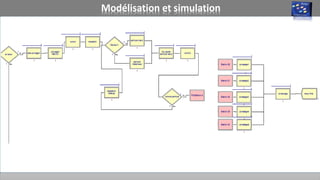
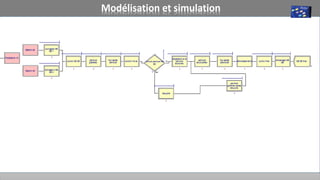
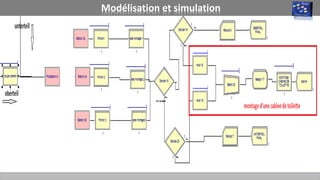

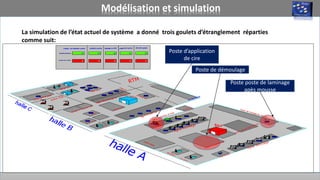
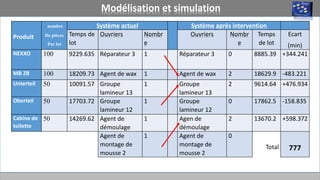
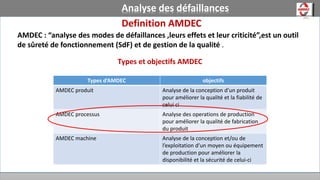
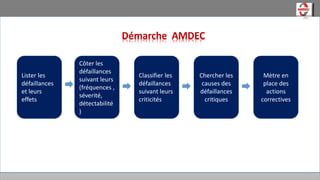
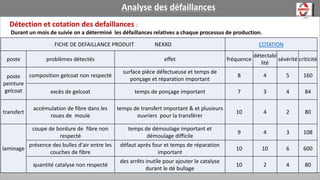
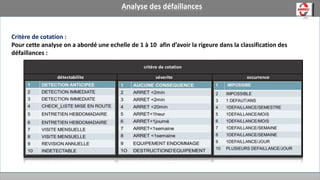
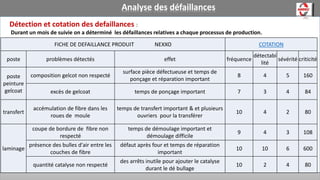

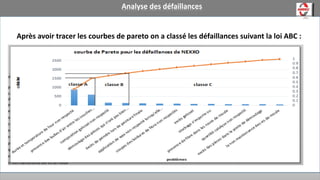




Le document présente une étude sur l'optimisation du processus de production dans l'entreprise ITAP, spécialisée dans la fabrication de pièces en polystyrène. Il analyse les postes de travail critiques à travers des simogrammes, propose des modifications pour réduire les temps de production et récapitule les résultats de l'analyse des modes de défaillance (AMDEC) pour améliorer la qualité et l'efficacité. En utilisant la simulation avec Rockwell Arena, l'étude identifie des goulets d'étranglement et recommande des réaffectations de ressources pour optimiser la production.

























































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)


