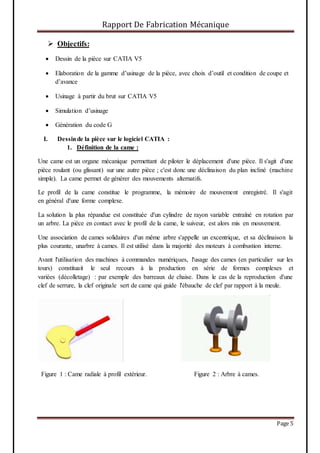
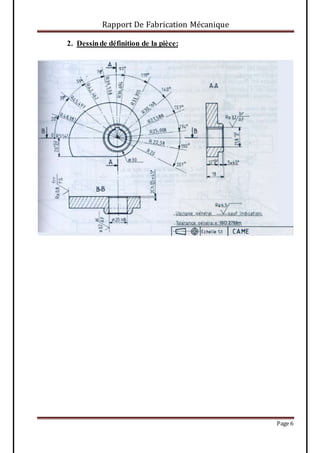
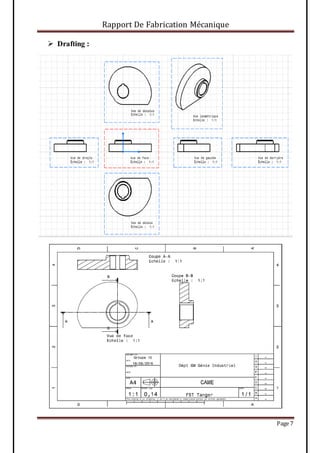
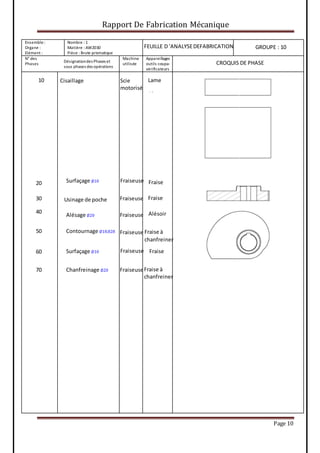
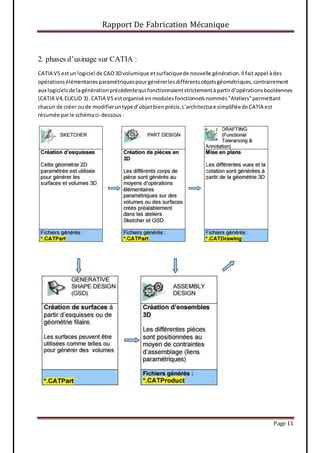
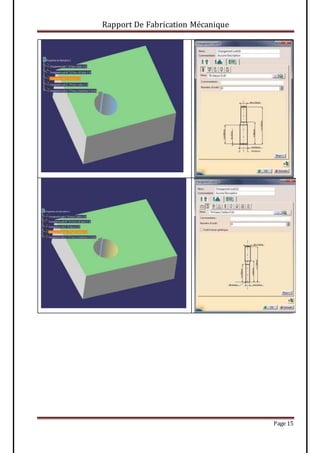
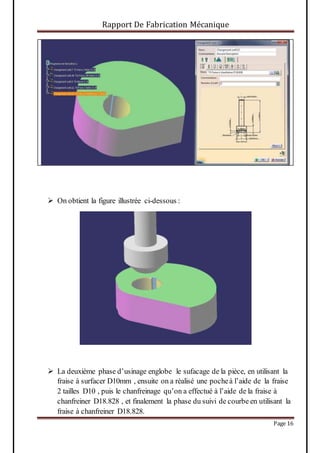
Ce rapport aborde la fabrication assistée par ordinateur (FAO) pour la conception et l'usinage d'une came à l'aide du logiciel CATIA V5. Il détaille le dessin de la pièce, la gamme d'usinage, les choix d'outils, et les conditions de coupe, tout en présentant les phases d'usinage réalisées. En conclusion, le rapport documente l'ensemble du processus de fabrication, y compris la génération du code G pour la machine-outil.
















































































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)




