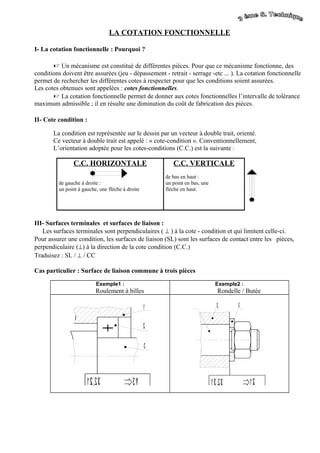
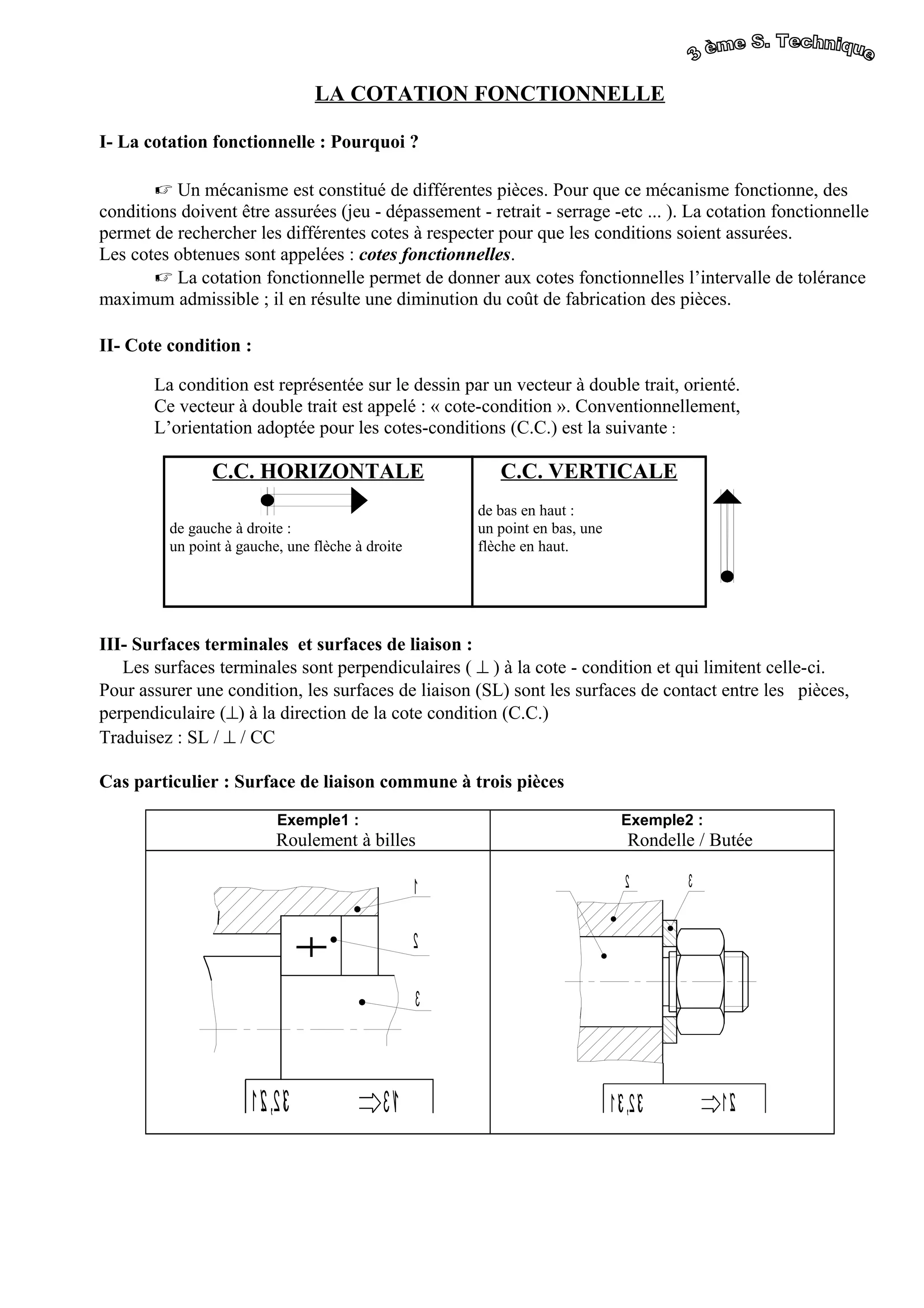
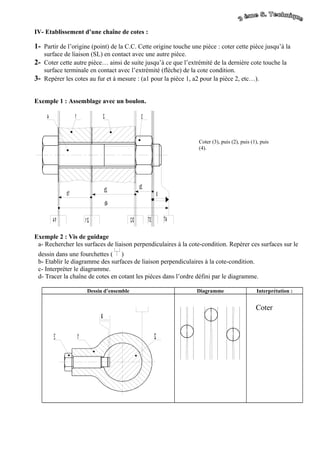
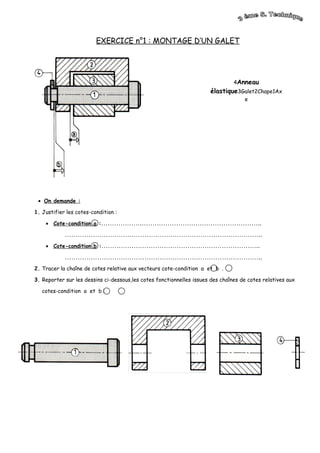
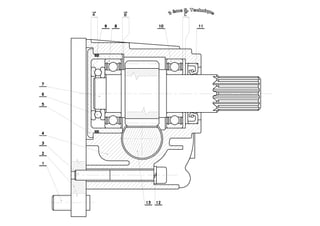
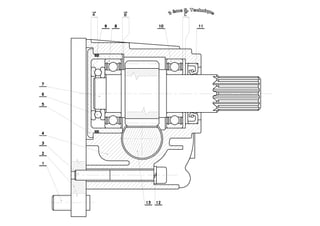
La cotation fonctionnelle est essentielle pour garantir que les mécanismes fonctionnent correctement en définissant des cotes fonctionnelles avec des tolérances adaptées, ce qui réduit les coûts de fabrication. Elle implique des cotes-conditions, des surfaces terminales et des surfaces de liaison, et se développe par une chaîne de cotes pour assurer des assemblages précis. Des exemples pratiques, comme le montage d'un galet, illustrent l'application de ces concepts dans des exercices de cotation.