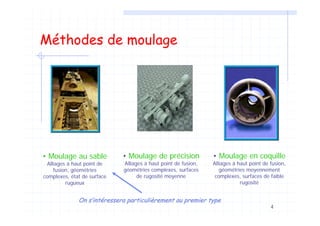
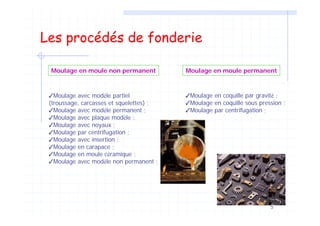
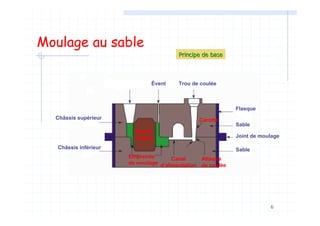
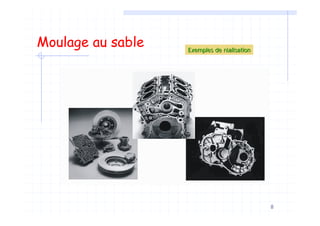
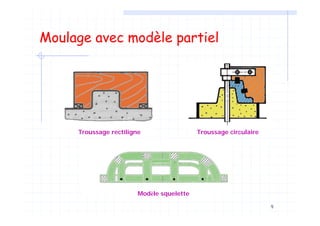
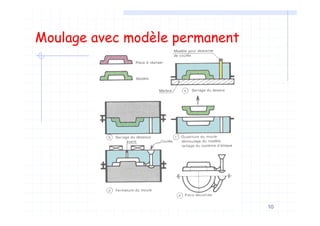
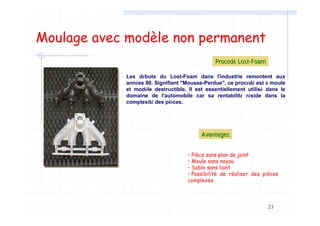
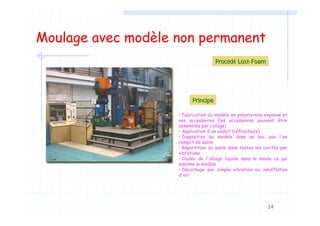
Le document présente les différentes méthodes de moulage en fonderie, notamment le moulage au sable, le moulage de précision et la coulée continue. Il décrit les techniques spécifiques comme le v-process et le lost-foam, ainsi que les matériaux utilisés et les propriétés des pièces moulées. De plus, il aborde les contrôles de qualité et les propriétés physiques des alliages, ainsi que les principaux défauts liés à la fonderie.