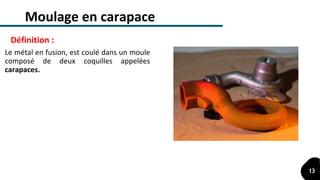
Le document présente un aperçu de la sidérurgie et de la fonderie au Maroc, en se concentrant sur les processus d'élaboration de la fonte et de l'acier. Il détaille également les différentes techniques de moulage, y compris le moulage en moule non permanent, ainsi que les avantages de ces méthodes pour la fabrication de pièces métalliques. Enfin, il souligne la diversité des matériaux et la précision obtenue grâce à ces procédés.























![05_trait_therm[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/05traittherm1-221225103828-f32460a3-thumbnail.jpg?width=640&height=640&fit=bounds)

























