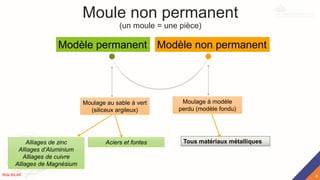
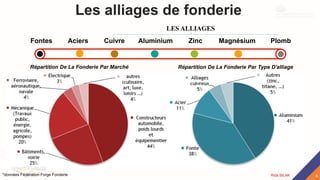
Ce document traite des techniques de fonderie, en mettant l'accent sur le moulage, qui consiste à couler un métal ou un alliage liquide dans un moule pour reproduire des pièces. Il distingue les moules permanents et non permanents, ainsi que différents procédés de moulage comme le moulage en sable et en coquille. Le document aborde également les matériaux utilisés, les caractéristiques des alliages, et les considérations de conception et de production dans le processus de fonderie.







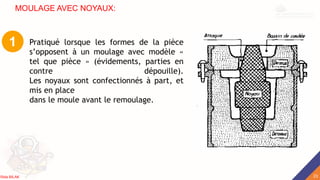

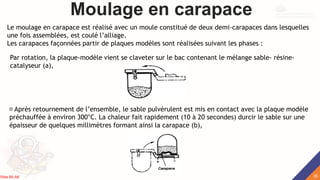
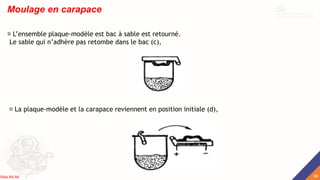
![Moulage en carapace
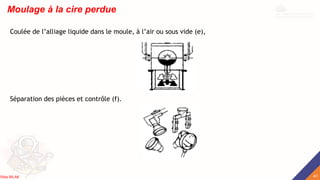
Achèvement de la cuisson à l’aide d’un four (e),
La carapace est séparée de la plaque-modèle par des éjecteurs (f),
Assemblage de la carapace calée dans un châssis pour coulée de l’alliage (g).
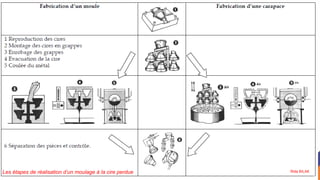
Les étapes de réalisation d’un moule en carapace, source [4]
37
Rida BILAK](https://image.slidesharecdn.com/fonderie-lmentsdinitiation-coursbilakrida-210611213513/85/Fonderie-lmentsdinitiation-cours-bilakrida-37-320.jpg)









































![cours raspberry [Enregistrement automatique].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/coursraspberryenregistrementautomatique-260206145736-b1015531-thumbnail.jpg?width=640&height=640&fit=bounds)




